1.本实用新型属于摆渡小车技术领域,具体的说,是关于一种保温板材生产线用的摆渡装置。
背景技术:
2.建筑用保温板材,通常灌浆后,需要在成型模具内成型后脱模或者在压力成型模箱内压制成型后脱模。现有的压力成型模箱包括模框、压板和底托。
3.摆渡小车是形成可循环自动化生产线的重要组成部分。摆渡小车是工厂及其他工业运输的主要设备之一,广泛应用于保温板材、冶金等生产线上。在自动生产线上,工序之间的产品常用摆渡小车来转运,摆渡小车能够及时、安全、可靠地将货物从一个地方转运到预定的位置。
4.现有的保温板材生产线用的摆渡小车,其是用于转运压力成型模箱。现有的有轨式摆渡小车,其底部设有导向轮,所述导向轮与生产线上的导轨相匹配,摆渡小车的上方设有转运导轨。当摆渡小车停在接货区时,压力成型模箱在保温板材生产线上的输送机构的作用下,被输送至摆渡小车的上方。被输送至摆渡小车的上方的压力成型模箱容易与输送导轨上的相邻的压力成型模箱紧靠在一起,不便于分离,从而导致摆渡困难,甚至无法摆渡。另外,由于装载有保温板材或保温板材半成品的压力成型模箱比较重,在被输送至摆渡小车的上方时,也有可能因为惯性作用,无法使摆渡小车上的压力成型模箱稳稳地停在摆渡小车上的预定位置。若压力成型模箱因惯性导致其中一端伸出摆渡小车,很可能导致摆渡小车在卸货区无法正常卸货,从而影响生产的正常进行。
5.另外,现有的压力成型模箱的底托上设有多个搭扣锁,模框上设有多个挂钩,模框和底托通过搭扣锁和挂钩连接。使用时,搭扣锁的搭扣挂在挂钩上,从而将模框和底托固定在一起。当保温板材模块凝固成型时,需要人工将搭扣锁的搭扣从挂钩上取下,才能将模框与底托分离。当需要进行新的保温板材模块成型时,需要人工将搭扣锁的搭扣挂在底托的挂钩上。但是,搭扣锁的定位难,实际操作时,有容易导致部分搭扣锁没有锁紧。同时,压力成型模箱两侧的搭扣锁数量比较多,人工进行打开或锁紧时,需要一个个进行打开或锁紧,效率低,且很容易遗漏。
6.此外,现有的摆渡小车行走或停止是通过电机控制的。为了保证摆渡小车上的转运导轨与生产线上的输送导轨能够精准对齐,只能通过光电来控制电机的启停,从而控制摆渡小车的行走或停止。但是,在实际工作时,由于摆渡小车上装载的货物的重量不同,导致摆渡小车的惯性不同,以及光电作用等原因,使得电机停机过程中的位置通常有几毫米的偏差,从而无法保证摆渡小车上的转运导轨与生产线上的输送导轨对齐。时间一长,容易导致无法正常转运货物。
技术实现要素:
7.本实用新型的目的是提供一种保温板材生产线用的摆渡装置,以解决现有的摆渡
装置上的压力成型模箱在转运至摆渡小车上时无法停在摆渡小车上的预定位置。
8.为实现上述目的,本实用新型采用以下技术方案:
9.一种保温板材生产线用的摆渡装置,包括摆渡小车和底托抱夹装置,所述摆渡小车的上方设有转运导轨,所述底托抱夹装置包括用于夹紧或松开底托的第一夹具和用于控制第一夹具夹紧或松开的第一气缸。
10.根据本实用新型,所述第一夹具包括第一夹具支座、第一连接轴、分别与第一夹具支座转动连接的第一夹片和第二夹片,所述第一夹片和第二夹片的一端分别与所述的第一连接轴转动连接,所述第一夹片或第二夹片与第一气缸的活塞杆连接。
11.根据本实用新型,所述底托抱夹装置还包括可调底板,所述第一气缸和第一夹具支座固定在可调底板上,所述可调底板上设有若干第一安装孔,若干固定件穿过第一安装孔,从而将可调底板可拆卸固定在摆渡小车的上端。
12.根据本实用新型,所述摆渡装置还包括压力成型模箱,所述压力成型模箱包括上方和下方敞口的模框、压板、底托和底托锁止结构,所述模框的底部搭设在所述底托上,所述模框与底托通过底托锁止结构连接,所述底托的底部设有第一定位块,所述第一夹具用于加紧或松开所述的第一定位块。
13.根据本实用新型,所述底托锁止结构包括连杆、至少一个设于连杆上的拨杆、若干个与连杆转动连接的曲杆以及若干锁杆,所述曲杆的末端设有锁钩,所述锁钩与所述锁杆相匹配;
14.所述曲杆与压力成型模箱的模框转动连接,所述锁杆固定在压力成型模箱的底托上。
15.进一步的,所述曲杆与模框通过定位销转动连接。
16.优选的,所述定位销与锁杆之间的连线为一直立线,可以确保曲杆的锁钩与锁杆完全锁止,保证模框与底托不分离。
17.根据本实用新型,所述模框由四个面板焊接而成,模框的外部四周设有加强筋,所述曲杆转动连接在模框的加强筋上。
18.根据本实用新型,所述压板设于模框内,与模框相匹配。
19.根据本实用新型,所述底托的底部设有第一导向轮,所述第一导向轮分别与摆渡小车上的转运导轨和保温板材生产线上的输送导轨相匹配,使得压力成型模箱可以沿保温板材生产线上的输送导轨移动。
20.根据本实用新型,所述压力成型模箱还包括压板限位结构,所述压板限位结构包括限位件、转轴和扭簧,所述限位件套设在转轴上,限位件的下方设有卡口,扭簧的一端抵靠在模框上,另一端抵靠在限位件上,所述模框上设有若干通孔,所述限位件伸入所述通孔,且在受到向下的作用力时,可以转动,受力解除后复位。
21.根据本实用新型,所述摆渡装置还包括小车抱夹结构,所述小车抱夹结构包括可调定位件、用于夹紧或松开可调定位件的第二夹具以及用于控制第二夹具夹紧或松开的第二气缸,所述第二夹具和第二气缸设置于摆渡小车的底部,所述可调定位件通过固定件可拆卸固定在摆渡小车的接货区或卸货区的正下方的地面或底板上。
22.根据本实用新型,所述可调定位件包括底座和设于底座上的第二定位块,所述底座上设有若干安装孔。
23.根据本实用新型,所述第二夹具包括第二夹具支座、第二连接轴、分别与第二夹具支座转动连接的第三夹片和第四夹片,所述第三夹片和第四夹片的一端分别与所述的第二连接轴转动,所述第三夹片或第四夹片与第二气缸的活塞杆连接。使用时,第二气缸的活塞杆往复运动来实现第二夹具夹紧或松开可调定位件。
24.根据本实用新型,所述摆渡小车的底部设有第二导向轮,所述第二导向轮与生产线上的导轨相匹配,使得摆渡小车可在导轨上前后移动。
25.根据本实用新型,所述转运导轨的货物接收端设有纠错结构,所述纠错结构的货物接收端的宽度小,远离货物接收端的宽度大,且宽度逐渐增大至与转运导轨的宽度一致,可以使转运导轨与生产线上的输送导轨在对齐时,即使有细微偏差,也不影响货物推送至摆渡小车的转运导轨上。
26.本实用新型的保温板材生产线用的摆渡装置,其有益效果是:结构简单,将摆渡小车的上方和运载保温板材的底托或压力成型模箱的底托配合设置,可以使底托或压力成型模箱停在预定位置。具体体现在:
27.1、底托抱夹装置的设置,可以使摆渡小车上转运的压力成型模箱/底托与生产线上的压力成型模箱/底托分开,同时,也可以使压力成型模箱或底托在被推至摆渡小车上时,不会因惯性作用而从摆渡小车的卸货端伸出一些;即采用该结构可以使摆渡小车上的压力成型模箱或底托稳稳地停在摆渡小车上的预定位置,确保生产的正常运行。
28.2、底托锁止结构的锁紧或打开方便,不需要人工进行锁紧或打开。而且,模箱两侧分别设置一个用于拨动拨杆的拨动机构,可以将模箱每侧的所有的锁钩同时锁止或松开,避免遗漏。因此可以大大降低劳动强度,提高生产效率。
29.3、小车抱夹结构的设置,可以确保摆渡小车在启停时,摆渡小车上的转运导轨与生产线上的输送导轨精准对齐。
30.4、可调定位件的设置,在生产线运行前,可以先调节好摆渡小车上的转运导轨与生产线上的输送导轨的精准对齐位置,然后将可调定位件固定在摆渡小车的接货区或卸货区的正下方的地面或底板上即可,其定位方便。
31.5、纠错结构的设置,可以使摆渡小车的转运导轨与生产线上的输送导轨对齐的精度要求低,且可以确保转运顺畅。
附图说明
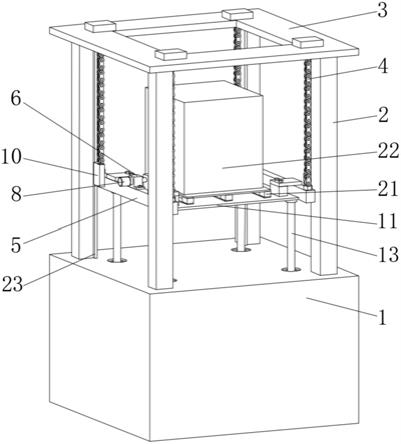
32.图1为本实用新型的摆渡小车的立体图示意图。
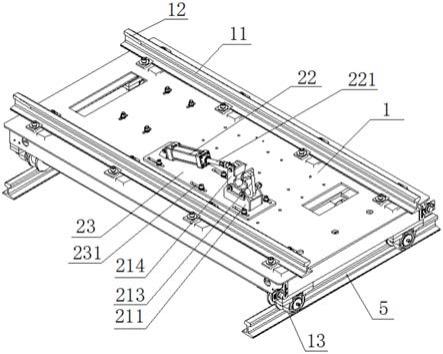
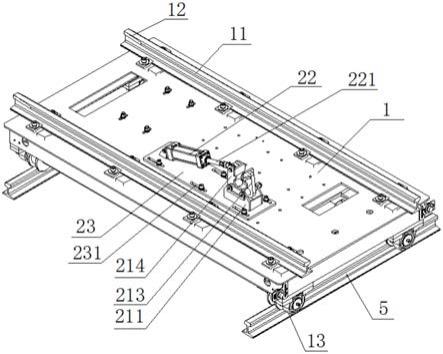
33.图2为底托抱夹装置的俯视图示意图。
34.图3为保温板材生产线用的摆渡装置的另一结构示意图。
35.图4为压力成型模箱的仰视图示意图。
36.图5为本实用新型的压力成型模箱的立体图示意图。
37.图6为图5的a部分的局部放大图。
38.图7为图5的b部分的局部放大图。
39.图8为压力成型模箱的局部剖视图示意图。
40.图9为图8的c部分的局部放大图。
41.图10为摆渡小车的仰视角度的立体图示意图。
42.图11为图10的d部分的局部放大图。
具体实施方式
43.以下结合具体附图,对本实用新型的一种保温板材生产线用的摆渡装置作进一步详细说明。在本实施例的描述中,除非另有说明,术语“左”、“右”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的摆渡装置必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
44.如图1、图2和图3所示,为本实用新型的一种保温板材生产线用的摆渡装置,包括摆渡小车1和底托抱夹装置2,所述摆渡小车1的上方设有转运导轨11,所述底托抱夹装置2包括用于夹紧或松开底托33的第一夹具 21和用于控制第一夹具21夹紧或松开的第一气缸22。
45.所述第一夹具21包括第一夹具支座211、第一连接轴212、分别与第一夹具支座211转动连接的第一夹片213和第二夹片214,所述第一夹片 213和第二夹片214的一端分别与第一连接轴212转动连接,所述第一夹片 213或第二夹片214与第一气缸22的第一活塞杆221连接。使用时,第一气缸22的第一活塞杆221往复运动来实现第一夹具21夹紧或松开压力成型模箱3的底托33。
46.所述底托抱夹装置2还包括可调底板23,所述第一气缸22和第一夹具支座211分别固定在可调底板23上,所述可调底板23上设有若干第一安装孔231,若干固定件穿过第一安装孔231,从而将可调底板23可拆卸固定在摆渡小车1的上端。使用时,可以根据压力成型模箱3需要固定的位置,调节可调底板23的位置。
47.如图3
‑
7所示,所述摆渡装置还包括压力成型模箱3,所述压力成型模箱3包括上方和下方敞口的模框31、压板32、底托33和底托锁止结构34,所述模框31的底部搭设在所述底托33上,所述模框31与所述的底托33 通过底托锁止结构34连接,所述底托33的底部中部设有第一定位块35,所述第一夹具21用于加紧或松开所述的底托33上的第一定位块35。应当说明,所述第一定位块35可以为方管,该第一定位块35固定于底托33的底部。
48.所述底托锁止结构34包括连杆341、至少一个设于连杆341上的拨杆 342、若干个与连杆341转动连接的曲杆343以及若干锁杆344,所述曲杆 343的末端设有锁钩345,所述锁钩345与所述锁杆344相匹配;所述曲杆 343与压力成型模箱3的模框31转动连接,所述锁杆344固定在压力成型模箱3的底托33上。
49.所述锁杆344的外端设有挡块3441,防止锁钩345和锁杆344配合时,向外脱落。
50.曲杆343与模框31转动连接的方式可以为多种。例如,所述曲杆343 与模框31通过定位销346转动连接。
51.所述定位销346与锁杆344之间的连线优选为直立线,可以确保曲杆 343的锁钩345与锁杆344完全锁止,保证模框31与底托33不分离。
52.所述模框31由四个面板焊接而成,模框31的外部四周设有加强筋311,所述曲杆343转动连接在模框31的加强筋311上。
53.所述压板32设于模框31内,与模框31相匹配。
54.如图8
‑
9所示,所述底托33的底部设有第一导向轮37,所述第一导向轮37分别与摆
渡小车1上的转运导轨11和保温板材生产线上的输送导轨相匹配,使得压力成型模箱3可以沿保温板材生产线上的输送导轨移动。
55.如图8
‑
9所示,所述压力成型模箱3还包括压板限位结构36,所述压板限位结构36包括限位件361、转轴362和扭簧363,所述限位件361套设在转轴362上,限位件361的下方设有卡口364,扭簧363的一端抵靠在模框31上,另一端抵靠在限位件361上,所述模框31上设有若干通孔312,所述限位件361伸入所述通孔312,且在受到向下的作用力时,可以转动,受力解除后复位。
56.如图10
‑
11所示,所述摆渡装置还包括小车抱夹结构4,所述小车抱夹结构4包括可调定位件41、用于夹紧或松开可调定位件的第二夹具42以及用于控制第二夹具42夹紧或松开的第二气缸43,所述第二夹具42和第二气缸43设置于摆渡小车1的底部,所述可调定位件41通过固定件可拆卸固定在摆渡小车1的接货区或卸货区的正下方的地面或底板上。
57.应理解,当用于输送摆渡小车1的导轨是直接安装在地面上时,可调定位件41则直接安装在地面上;当用于摆渡小车1的导轨安装在特定的基座或支架上时,可调定位件则安装在该基座或支架的底板上。
58.所述可调定位件41包括底座411和设于底座411上的第二定位块412,所述底座411上设有若干第二安装孔413。使用时,若干固定件穿过第二安装孔413,从而将可调定位件41固定在摆渡小车1的接货区或卸货区的正下方的地面或底板上。
59.如图11所示,所述第二夹具42包括第二夹具支座421、第二连接轴 422、分别与第二夹具支座421转动连接的第三夹片423和第四夹片424,所述第三夹片423和第四夹片424的一端分别与第二连接轴422转动连接,所述第三夹片423或第四夹片424与第二气缸43的第二活塞杆431连接。使用时,第二气缸43的第二活塞杆431往复运动来实现第二夹具41夹紧或松开可调定位件41。应当说明,第三夹片423和第四夹片424分别与第二夹具支座421转动连接的方式可以通过多种方式实现。例如,如图11所示,在第二夹具支座421上设置两根第二转轴425,第三夹片423和第四夹片424分别套设在第二转轴上,从而实现转动连接。
60.所述转运导轨11的货物接收端设有纠错结构12,所述纠错结构12的货物接收端的宽度小,远离货物接收端的宽度大,且宽度逐渐增大至与转运导轨的宽度一致,可以使转运导轨11与生产线上的输送导轨在对齐时,即使有细微偏差,也不影响货物推送至摆渡小车1的转运导轨11上。
61.如图1所示,所述摆渡小车1的底部设有第二导向轮13,所述第二导向轮13与生产线上的导轨5相匹配,使得摆渡小车1可在导轨5上前后移动。
62.本实用新型的底托锁止结构的锁止过程如下:
63.以锁钩345的方向朝左为例,当需要将模框31和底托33锁紧时,向右拨动连杆341上的拨杆342,连杆341向右移动,带动曲杆343顺时针转动,锁钩345与锁杆344锁止;当需要将模框31和底托33打开时,向左拨动连杆341上的拨杆342,连杆341向左移动,带动曲杆343逆时针转动,锁钩345与锁杆344松开。
64.当需要用压板压制保温板材模块时,压板输送机构将压板32输送至模框31的上方,然后下放到模框31内,模框31上的限位件361受力后转动,压板32放置在模框31内,接着,限位件361受力解除后,瞬间复位,限位件361的卡口364卡住压板32,限制压板32上移,起到限位作用。
65.应当说明,当需要运载的保温板材已经是成品时,可以直接将保温板材放置在底托上。因此本实用新型的摆渡装置,既可以是摆渡小车1和底托33配套设置,也可以是摆渡小车1与压力成型模箱3配套设置。摆渡小车1与运载保温板材的底托33下方的第一定位块35相匹配,或者,摆渡小车1与压力成型模箱3的底托33下方的第一定位块35相匹配。采用该方式,可以将运载保温板材的底托或压力成型模箱固定在摆渡小车1的预定位置。
66.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰。这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。