1.本发明涉及包装输送设备技术领域,具体涉及到药瓶高速输送机。
背景技术:
2.在药品包装输送生产过程中,根据规模化生产的需要,要求设备能在高速下运行实现高产量,但药瓶在进行灌装后进入高速运输过程中无法有效的对灌装后不合格药瓶进行剔除,需要调整设备将不合格药瓶挑出,影响了整体的工作的效率。
技术实现要素:
3.为克服背景技术的不足,本发明提供了药瓶高速输送机,解决了药瓶在高速输送过程中无法对不合格药瓶进行有效剔除的问题。
4.本发明采用的技术方案如下:药瓶高速输送机,包括并列设置的一号输送带以及二号输送带,所述一号输送带与二号输送带之间设有至少一组旋转送瓶机构,所述旋转送瓶机构配有剔废机构,所述一号输送带设有分瓶机构,所述分瓶机构的出口与旋转送瓶机构的进口连通。
5.所述分瓶机构包括固定座以及沿输送方向等距布置的隔板,所述隔板的末端与旋转送瓶机构连接,所述隔板的前端设有连接部,所述固定座安装有与连接部配合的安装杆,所述安装杆与隔板呈垂直布置,所述安装杆的一端连接有用于带动安装杆沿垂直隔板方向移动的一号动力元件。
6.所述安装杆为螺纹杆,所述安装杆上安装有调节螺母,所述调节螺母位于连接部的两侧。
7.所述隔板前端面的两侧均设有导向面。
8.相邻所述隔板呈阶梯状布置。
9.所述剔废机构包括设置在旋转送瓶机构的出口处设有档杆,所述档杆配有带动档杆摆动的二号动力元件,所述档杆的外杆壁一侧形成正品通道,内杆壁一侧形成次品通道,所述正品通道与次品通道的其中一个与旋转送瓶机构的出口处连通。
10.所述旋转送瓶机构包括星轮,所述星轮的一侧设有与分瓶机构连接的拦瓶板,所述拦瓶板位于次品通道的出口处。
11.所述拦瓶板安装有导杆,所述导杆的末端设有集瓶通道。
12.所述星轮包括呈上下布置的一号星轮以及二号星轮,所述档杆位于一号星轮与二号星轮之间。
13.所述档杆呈v形状,所述档杆夹角位置的外壁设有弧面。
14.本发明的有益效果是:瓶体在一号输送带上通过分瓶机构将一号输送带分成多个单通道,瓶体从单通道进入旋转送瓶机构,旋转送瓶机构设有多个,在旋转送瓶机构处进行灌装,旋转送瓶机构处的剔废机构将灌装不合格的瓶体剔除,合格的瓶体被输送至二号输送带,保证瓶体在进行
高速输送的同时对灌装后不合格药瓶进行有效剔除。
附图说明
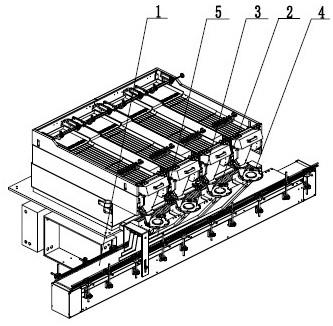
15.图1是本发明的立体示意图。
16.图2是本发明一号输送带与分瓶机构配合的示意图。
17.图3是本发明图2中a处的放大示意图。
18.图4是本发明无灌装设备的俯视示意图。
19.图5是本发明图4的剖面示意图。
20.图6是本发明正品通道与旋转送瓶机构的出口处连通的示意图。
21.图7是本发明次品通道与旋转送瓶机构的出口处连通的示意图。
22.一号输送带1、二号输送带2、旋转送瓶机构3、星轮31、一号星轮311、二号星轮312、拦瓶板32、剔废机构4、档杆41、二号动力元件42、分瓶机构5、固定座51、隔板52、连接部53、安装杆54、一号动力元件55、调节螺母56、导向面57、导杆6、集瓶通道7、弧面8。
具体实施方式
23.下面结合附图与实施例对本发明作进一步说明:实施例中,如图1、图2、图4所示,药瓶高速输送机,包括并列设置的一号输送带1以及二号输送带2,所述一号输送带1与二号输送带2之间设有至少一组旋转送瓶机构3,所述旋转送瓶机构3配有剔废机构4,所述一号输送带1设有分瓶机构5,所述分瓶机构5的出口与旋转送瓶机构3的进口连通。瓶体在一号输送带1上通过分瓶机构5将一号输送带1分成多个单通道,瓶体从单通道进入旋转送瓶机构3,旋转送瓶机构3设有多个,瓶体分别进入旋转送瓶机构3然后进行灌装,旋转送瓶机构3处的剔废机构4将灌装不合格的瓶体剔除,合格的瓶体被输送至二号输送带2,保证瓶体在进行高速输送的同时对灌装后不合格药瓶进行有效剔除。
24.实施例中,如图2、图3所示,所述分瓶机构5包括固定座51以及沿输送方向等距布置的隔板52,所述隔板52的末端与旋转送瓶机构3连接,所述隔板52的前端设有连接部53,所述固定座51安装有与连接部53配合的安装杆54,所述安装杆54与隔板52呈垂直布置,所述安装杆54的一端连接有用于带动安装杆54沿垂直隔板方向移动的一号动力元件55。一号动力元件55为气缸,相邻隔板52件距离构成输送通道,安装杆54与气缸的活塞连接,通过活塞的伸缩带动安装杆54左右运动,安装杆54带动隔板52的前端在一定范围内摆动,进而使与隔板52前端面接触的瓶体发生错位,使瓶体能顺利进入输送通道内。
25.实施例中,如图3所示,所述安装杆54为螺纹杆,所述安装杆54上安装有调节螺母56,所述调节螺母56位于连接部53的两侧。连接部53与安装杆54拆装方便,同时可以对隔板52之间进口距离的大小在一定范围内进行调节。
26.实施例中,如图3所示,所述隔板52前端面的两侧均设有导向面57。在隔板52进行摆动后方便瓶体沿着导向面57进入输送通道内。
27.实施例中,如图2、图3所示,相邻所述隔板52呈阶梯状布置。当瓶体被并列输送过来时,呈阶梯状布置的隔板52不会使瓶罐轻易堵相邻隔板52之间。
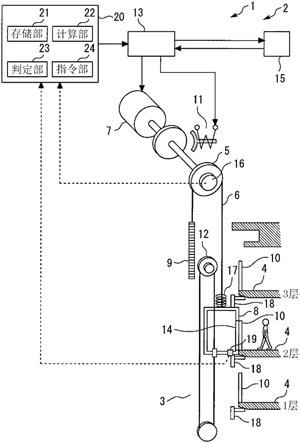
28.实施例中,如图1、图4、图5、图6、图7所示,所述剔废机构4包括设置在旋转送瓶机
构3的出口处设有档杆41,所述档杆41配有带动档杆41摆动的二号动力元件42,所述档杆41的外杆壁一侧形成正品通道9,内杆壁一侧形成次品通道10,所述正品通道9与次品通道10的其中一个与旋转送瓶机构3的出口处连通。二号动力元件42为旋转气缸,电子数粒机的出料口位于旋转送瓶机构3的上方,通过伺服电机控制旋转送瓶机构3做间歇运动,常规状态下正品通道9与旋转送瓶机构3的出口处连通即瓶体沿着档杆41的外壁移动,当瓶体内出现少粒或多粒的情况时,电子数粒机将信号传输至控制中心,控制中心控制二号动力元件42控制档杆41摆动,次品通道10与旋转送瓶机构3的出口处连通使瓶体沿着档杆41的内壁移动,该机构可以通过档杆41的摆动变换通道,使合格与次品的瓶体分别进入正品通道9和次品通道10,工作效率高。
29.实施例中,如图4所示,所述旋转送瓶机构3包括星轮31,所述星轮31的一侧设有与分瓶机构5连接的拦瓶板32,所述拦瓶板32位于次品通道的出口处。
30.实施例中,如图4所示,所述拦瓶板32安装有导杆6,所述导杆6的末端设有集瓶通道7。不合格的瓶体经导杆6可以进入集瓶通道7,然后到达收集箱内进行统一处理。
31.实施例中,如图5所示,所述星轮31包括呈上下布置的一号星轮311以及二号星轮312,所述档杆41位于一号星轮311与二号星轮312之间。一号星轮311以及二号星轮312同时作用于瓶体的上下两端,能够稳定的推动瓶体转动。
32.实施例中,如图4所示,所述档杆41呈v形状,所述档杆41夹角位置的外壁设有弧面8。档杆41的夹角位置位于二号输送带2上,弧面8位于正品通道出口端,使瓶体顺利的从正品通道移出然后从二号输送带3被送至下一个工序,瓶体不易堆积在正品通道的出口处。
33.显然,本发明的上述实施例仅仅是为了说明本发明所作的举例,而并非对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷例。而这些属于本发明的实质精神所引申出的显而易见的变化或变动仍属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。