1.本发明涉及电子物料的自动测试领域,尤其是涉及自动化排片和测试方法。
背景技术:
2.电子物料包括芯片、摄像头、其它电子元件或者电子模组等。以芯片为例,体积越来越小,现有的自动化测试设备,在芯片自动化上下料、取放料、排片程中,存在效率低、容易出错问题,尤其是传输过程电子物料容易跳料,取放料易混淆、测试时穴位无料或者物料偏移造成压坏,无法判断物料来料方向与位置,物料只能盲取放等问题。
技术实现要素:
3.本发明的主要目的是为了克服现有技术的不足,提供一种自动化排片和测试方法,以提高芯片自动化上下料、取放料、排片过程中的效率和可靠性,克服输跳料,物料只能盲取放、最后导致测试时穴位无料或者物料偏移造成压坏等问题。
4.为实现上述目的,本发明的自动化排片和测试方法,其特征在于,包括以下步骤:将待测的电子物料放入周转载盘的第一穴位上料;扫码器对周转载盘的电子物料扫码,以将电子物料与周转载盘与/或测试治具的穴位绑定;通过取料机构的真空取料头将周转载盘待测的电子物料取出并放入对应测试治具穴位内;激光传感器检测判断测试治具穴位电子物料有无和检测电子物料是否放好;测试机构的驱动机构驱动测试头下压,对电子物料进行测试。
5.某一优选例中,还包括测试完成后,取料机构的真空取料头将测试完的电子物料放入周转载盘的第二穴位;扫码器对周转载盘第二穴位的电子物料扫码核对。
6.某一优选例中,自动化排片和测试方法还包括排片装置上料步骤:排片装置通过z轴模组的真空吸头吸取料盘上下料机构的料盘的待测的电子物料取出并放入周转载盘的第一穴位。
7.进一步,三轴取放料机构xyz轴移动到料盘上下料机构的待测料盘上方,上相机模组拍照确认料盘电子物料如芯片的位置上相机模组拍照确认料盘电子物料如芯片的位置。
8.更进一步,三轴取放料机构xyz轴移动移动到下相机模组上方,z轴模组的旋转电机旋转真空吸头上电子物料,调整角度。
9.更进一步,三轴取放料机构xyz轴移动到周转载盘上方,上相机模组拍照确认周转载盘穴位位置。
10.某一优选例中,自动化排片和测试方法还包括排片装置下料步骤:排片装置通过z轴模组的真空吸头吸取周转载盘的第二穴位的已测完电子物料取出并放入料盘上下料机构的空料盘穴位内。
11.进一步,所述排片装置下料步骤:还包括三轴取放料机构xyz轴移动到下相机模组
上方,z轴模组的旋转电机旋转真空吸头上电子物料,调整物料角度。
12.更进一步,还包括三轴取放料机构xyz轴移动到空料盘上方,上相机模组拍照确认空料盘位置。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
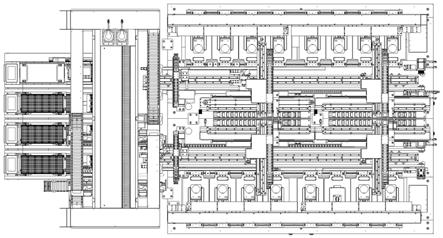
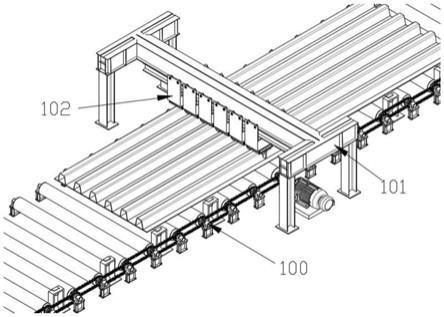
14.图1为某优选实施例中电子物料测试装置的俯视平面结构示意图;图2为图1中立体结构示意图;图3为某优选实施例中周转载盘结构示意图;图4为某优选实施例中取料机构结构示意图;图5为某优选实施例中排片装置的俯视平面结构示意图;图6为图5中排片装置的立体结构示意图;图7为某优选实施例中排片装置的z轴模组的局部结构示意图;图8为排片装置和电子物料测试装置结合的结构示意图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后等
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
17.另外,在本发明中仅对涉及到技术问题解决的结构、组成方案进行描述时候,对于公知的必要的结构、零件和连接关系,或者结合附图和公知常识可确定的技术特征,下面虽然没有描述,但不等于技术方案里不存在,更不应该成为公开不充分理由。
18.本发明自动化排片和测试方法可通过自动化装置或设备来实现,其中自动化装置包括电子物料测试装置和排片装置等。
19.参考图1至4,某优选实施例中,电子物料测试装置,包括流水线1、周转载盘2、取料机构3、测试治具4、测试机构5和扫码机构。其中周转载盘2设于流水线1上,能够沿流水线1往复移动。周转载盘2上设有第一穴位21和第二穴位22,其中第一穴位21用于放置待测的物料,第二穴位22用于放置已测物料。取料机构3用于从周转载盘2的第一穴位21取待测的物料移动并放置到测试治具4,或者从测试治具4取已测物料移动并放入周转载盘2第二穴位22。测试机构5用于对测试治具4的电子物料进行测试。这样,通过周转载盘2及第一穴位21和第二穴位22的设置以及与其它机构的配合,能够提高自动测试过程取放料、传输效率,并且避免待测和已测混淆问题。
20.其中某一实施例中,电子物料测试装置的扫码机构包括扫码器6,扫码器6用于当周转载盘2移动到扫码器6下方,扫码器6将电子物料二维码识别记录并与周转载盘2穴位的编号映射,最后当电子物流被取料机构3放置到测试治具4的对应治具穴位,通过对扫码器6对电子物料二维码的识别可以实现电子物料、周转载盘2穴位、治具穴位的关联。另外,扫码器6还用于,当取料机构3将测试治具4取已测物料移动并放入周转载盘2第二穴位22后,扫码器6再扫一次电子物料的二维码,确保产品不会混乱。这样,实现对对物料的全程跟踪,避免混淆出错,提高测试的可靠、准确性。
21.某一实施例中,取料机构3包括激光传感器31、真空取料头32、三轴位移机构33等。其中,三轴位移机构33用于驱动激光传感器31、真空取料头32沿x、y、z的移动以调节其在三维空间的位置。由于电子物料,如芯片等大小越来越小,会出现叠料和放偏,取料或测试时,容易造成叠料、无法取料、或压坏物料等问题出现,造成测试无法正常运作或物料浪费。通过激光传感器31用于检测周转载盘2上穴位或者测试治具4取穴位的物料是否有料或者是否放好,可以提高产品测试效率,避免空测或误测、压坏物料等,提高测试可靠性。优选地,激光传感器31设置在真空取料头32的一侧,能够在三轴位移机构33驱动下保持与真空取料头32同步移动。
22.某一实施例中,测试机构5可以根据测试的对象或测试的参数配备不同的测试头,如不同的传感器等。测试机构5设有驱动测试头远离或靠近测试治具4穴位的驱动机构。优选地,驱动机构为升降机构,它能够驱动测试头沿z轴远离或靠近测试治具4穴位的电子物料。
23.某一实施例中:优选地,周转载盘2具有三个以上的第一穴位21、和三个以上的第二穴位22的数量。进一步优选地,第一穴位21和第二穴位22的数量相同,并且沿流水线1方向左右对称设置。优选地,优选地,电子物料测试装置的测试治具4和测试机构5有多个,第一穴位21和第二穴位22的数量相同并大于等于测试治具4的数量,进一步提高效率。
24.优选地,周转载盘2每个穴位设有真空吸附及真空监测结构,通过真空吸附和监测,可以确保电子物料保持载穴位内并且能够检测是否有料,以保证物料在运输过程中防掉落,防止自动测试过程物料运输、缓存的可靠性,防止跳料问题的出现等。
25.如图1至4所示,电子物料测试装置工作时,首先通过周转载盘2的第一穴位21进行电子物料的上料。周转载盘2在流水线1驱动作用下,移动到扫码器6下方,扫码器6对电子物料的开始工作扫码。周转载盘2移动到取料机构3下方或者取料工位,取料机构3的真空取料头32将周转载盘2第一穴位21待测物料取出,放入对应测试治具4穴位内。取料机构3的激光传感器31检测判断测试治具4穴位物料有无和检测物料是否放好。当测试治具4穴位的物料位置放置正确,测试机构5的驱动机构驱动测试头下压,对电子物料进行测试。电子物料测试完成后,取料机构3的真空取料头32将测试完的电子物料放入周转载盘2的第二穴位22。周转盘移动到扫码器6下方,扫码器6对周转载盘2的第二穴位22已测试完的电子物料进行扫码核对,确保产品不会混乱。最后周转载盘2的第二穴位22放满已测试完的电子物料后,通过流水线1进行下料。
26.参考图5至8,某一优选实施例中,排片装置,包括料盘上下料机构71和三轴取放料机构72。其中,所述三轴取放料机构72包括x模组721、y模组722和z模组723。其中所述y模组722沿y轴设置并分立料盘上下料机构71的左右两侧。x模组721沿x轴架设在所述料盘上下
料机构71上方,并与y模组722连接。所述z模组723沿z轴设置并与所述x模组721连接。z模组723包括上相机模组7233和若干真空吸头7231,其中每个真空吸头7231对应设有用于驱动真空吸头7231旋转的旋转电机7232。通过旋转电机7232能够使每个真空吸头7231独立旋转以调节所吸取的电子物料的角度。上相机模组7233设置在真空吸头7231附近,用于取料前,拍照确认料盘电子物料的位置;或者电子物料放入周转载盘前拍照确认周转载盘穴位位置;或者在将已经测完的电子物料放回料盘前,先拍照确认空料盘的穴位位置。
27.其中一优选实施例中,排片装置还包括下相机模组73,所述下相机模组73设置在料盘上下料机构71或者三轴取放料机构72附近z模组723能够到达的位置,用于拍照检测真空吸头7231上电子物料的角度,以通过旋转电机7232控制调节电子物料到正确的角度,实现角度校正。
28.优选地,排片装置包括多个料盘上下料机构71,如4个。料盘上下料机构71沿x轴并排设置。这样多个料盘上下料机构71共用相同三轴取放料机构72,通过三轴取放料机构72可以对多个料盘上下料机构71进行取放料操作以提高效率。
29.优选地,z模组723真空吸头7231的数量与周转载盘上设有第一穴位数量相同,这样从z模组723一次取料就可以放满周转载盘,进一步提高效率。
30.参考图5至8,排片装置工作时,三轴取放料机构72xyz轴移动到料盘上下料机构71的待测料盘上方,上相机模组7233拍照确认料盘电子物料如芯片的位置。z轴模组的真空吸头7231吸取电子物料。三轴取放料机构72xyz轴移动移动到下相机模组73上方,z轴模组的旋转电机7232旋转真空吸头7231上电子物料,调整角度。三轴取放料机构72xyz轴移动到周转载盘上方,上相机模组7233拍照确认周转载盘穴位位置。z轴模组的真空吸头7231将待测物料放入周转载盘第一穴位内。z轴模组的真空吸头7231将测试完成物料从周转载盘第二穴位取出。三轴取放料机构72xyz轴移动到下相机模组73上方,z轴模组的旋转电机7232旋转真空吸头7231上电子物料,调整物料角度。三轴取放料机构72xyz轴移动到空料盘上方,上相机模组7233拍照确认空料盘位置。z轴模组的真空吸头7231将测试完成物料放入对应的空料盘穴位内。这样通过将料盘跳料快速检测;而通过下相机模组73和每个真空吸头7231的旋转电机7232的独立旋转能对每个真空吸头7231的电子物料角度及时调整,使取料放料位置准确,而且效率高,实现不间断上料、取料、放料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。