1.本发明涉及一种用于对玻璃构件进行加工的器件,例如为了制造玻璃容器而用于对加热后的玻璃构件进行加工的、特别是用于将玻璃构件成型的器件。这样的器件能用于例如具有口部和底部的玻璃容器,特别是医疗用玻璃容器,例如西林瓶、安瓿、注射器、药筒(cartridge)等的制造。本发明还涉及一种使用这样的器件的玻璃构件的加工方法。而且,本发明涉及一种使用这样的器件和加工方法的玻璃容器的制造方法,此外,还涉及一种所制造的玻璃容器。
背景技术:
2.作为供医疗用药剂放入的玻璃容器的制造方法,已知下述专利文献1中记载的方法。在该方法中,在加热后的玻璃管的一端的内侧配置心轴,在其外侧配置辊对以使玻璃管的端部被心轴和辊对夹住。通过使它们进行轴旋转,从而利用心轴和辊将玻璃管的端部成型为具有肩部分和位于其前端的凸缘部分的口部。然后,对位于距玻璃管的该前端分离规定长度(向上方)处的玻璃管的一部分进行加热,将具有如此成型出的口部和规定长度的玻璃管部从剩余的玻璃管部烧断。将底部板和辊对按压于处于加热状态的玻璃管部的切离后的部分,调整切离后的部分的形状而成型为面状,以使玻璃管部的另一端部具有底部。其结果是,得到具有成型后的口部和底部的玻璃容器。
3.在上述的以往的玻璃容器的制造中,辊、心轴以及底部板这样的器件的与加热为能成型的玻璃管接触的部分通常由金属或陶瓷构成。这样的器件的金属部分虽然适于玻璃构件的加工,但为了使金属部分相对于玻璃管的滑动性变好,需要在金属部分涂油。因此,在所得到的玻璃容器上附着有油,因此需要从玻璃容器除油的追加工序。此外,金属部分因长时间的使用而产生磨损,或者除此以外玻璃微小物附着于金属部分,其结果是,有时会在与加热玻璃管接触的金属部分的接触面产生凹凸。当使用具有存在这样的凹凸的金属部分的器件来成型玻璃构件时,玻璃容器的表面会因凹凸而粗面化,其结果是,可能会无法得到具有良好的光反射性的平滑表面。
4.在使用具有陶瓷部分的器件的情况下,由于玻璃管与陶瓷部分的接触而被削去的陶瓷的微小物可能会附着于玻璃容器的表面。其结果是,需要去除这样的附着物的追加工序。
5.现有技术文献
6.专利文献
7.专利文献1:us2935819(玻璃容器的整个制造工序的公开)
技术实现要素:
8.发明所要解决的问题
9.因此,理想的是,提供一种制造玻璃容器的方法,其在玻璃容器的制造方法中能简化、最优选的是能省略上述的追加工序。此外,理想的是,制造出的玻璃容器的表面具有更
良好的平滑性和光反射性。
10.用于解决问题的方案
11.发明人等对用于上述的器件的材料反复进行了各种研究,结果发现如下事实,从而完成了本发明,即,为了对玻璃管或规定长度的玻璃管的一部分这样的加热后的玻璃构件进行加工,在与玻璃构件的加热部分接触的辊、心轴以及底部板这样的器件中的至少一部分,优选的是与该加热部分接触的这样的器件的实质上所有部分,由浸渍石墨材料构成的情况下,能简化上述的追加工序,在优选的方案中能省略上述的追加工序。
12.在第一主旨中,本发明提供一种对器件,其特征在于,所述器件对至少一部分被加热至能够加工的温度、通常为软化点以上的温度的玻璃构件进行加工的,所述器件的与玻璃构件的加热部分接触的部分的至少一部分由浸渍石墨材料构成。在使用这样的器件对玻璃构件进行加工的情况下,不仅能简化追加工序,而且在优选的方案中,还发现所得到的玻璃构件的加工后的表面的平滑性和光反射性良好,优选与通过以往的加工方法实现的光反射性相比,进一步提高。
13.在本发明中,“玻璃构件”是指由玻璃材料制成的要加工的对象物,只要由玻璃材料构成,就没有特别限定。玻璃构件通常是玻璃管或具有规定长度的玻璃管的一部分。玻璃构件通常为管状(或环状、中空状),但不一定需要如此。根据情况,也可以是块状、棒状、板状或任意的其他需要的形状。在特别优选的方案中,玻璃构件为轴对称的形态,例如圆管状、圆柱状等形态,可以使径沿轴向变化,或者也可以是固定的。在轴对称的情况下,可以使玻璃构件和/或器件进行轴旋转。
14.构成玻璃构件的“玻璃材料”并不特别限定,是通常被称为玻璃的材料即可。在一个优选的方案中,玻璃材料为硼硅酸玻璃,其在制造医疗用玻璃容器的情况下特别优选。根据需要,玻璃材料也可以是其他种类的玻璃,例如钠钙玻璃、石英玻璃等。
15.在本发明中,“加工”是指将玻璃构件的规定部分(例如主表面、内侧表面、外侧表面、底部、口部、侧面部等)制成宏观上所需的形态(例如,制成平坦、制成凹陷的形态、制成突出的形态、制成缩颈的形态等)和微观上所需的形态(例如,调整玻璃构件的表面形状、使制成微观上凹凸少以及制成平滑等)中的至少一方,优选为双方。因此,“加工”是指将玻璃构件成型,特别是成型为规定的形态。一般而言,在加工时,以使玻璃构件和器件中的至少一方相对于另一方相对进行轴旋转,调整玻璃构件的形状的方式而成型为规定形状。
16.在加工时,预先将玻璃构件的规定部分预热至能够加工的温度。一般而言,将规定部分加热至玻璃材料的软化点(softening point)以上的温度,优选为工作温度范围(working range)的温度,例如工作点(working point)。如果需要,也可以在加工中实施加热。这样的温度是根据玻璃材料的种类而固有的温度,本领域技术人员可以适当选择要对玻璃构件进行加热的温度。
17.在一个方案中,在通过“加工”得到具有口部、底部以及侧面部的玻璃状容器的情况下,使用圆管状的玻璃构件,使用本发明的器件(例如辊以及在需要的情况下为心轴)以玻璃构件的一端具有所期望的形态的口部的方式对玻璃构件进行加工,和/或使用圆管状的玻璃构件,使用本发明的器件(例如底部板以及在需要的情况下为辊)以玻璃构件的另一端具有所期望的形态的底部的方式对玻璃构件进行加工。例如,以底部具有作为平坦的底面的外侧表面的方式,以口部具有肩部分和/或位于其前端(即开口端部)的凸缘部分的方
式进行成型。
18.在本发明的器件中,在对玻璃构件进行加工时,与玻璃构件接触的部分的至少一部分,实质上优选全部由浸渍石墨材料构成。本发明的器件可以以任意的形态具有这样的浸渍石墨材料。在一个方案中,本发明的器件可以以薄层的形态具有这样的浸渍石墨材料,在该情况下,可以是,通过使用构成器件的基材(例如石墨制基材),在该基材与玻璃构件接触的部分贴合浸渍石墨材料的薄层,由此形成器件。在另一方案中,可以实质上仅由浸渍石墨材料构成器件。例如,可以是,对浸渍石墨材料的块进行切削加工,来构成参照附图在下文说明的具有规定形状的器件(例如辊、心轴、底部板等)。
19.在本发明的器件中,“浸渍石墨材料”是指处于在由石墨材料构成的基材的气孔内存在其他碳材料的状态,因此处于浸渍有其他碳材料的状态的材料。“浸渍石墨材料”在概念上可以说明为:宏观上构成基材的石墨材料由其他碳材料被覆的形态,此外,微观上构成基材的石墨粒子和/或其集合体由其他碳材料被覆的形态;以及/或者在从基材的表面到内侧的部分的空隙内存在其他碳材料的,优选为填充空隙的,更详细而言为填充从表面到规定深度为止的空隙的形态。作为“其他碳材料”,可举例示出玻璃碳(glassy carbon)、热解碳等碳材料,特别优选为玻璃碳。
20.当使用这样的浸渍石墨材料时,将作为基材的石墨材料的性质与玻璃碳或热解碳的强度适度地组合,能提供适合于玻璃构件的加工的器件。浸渍的其他碳材料保持构成基材的石墨材料的一体性而能抑制石墨粒子从石墨材料的基材脱离。其结果是,认为能在加工时抑制石墨粒子的产生,另一方面,石墨材料的基材所具有的适度的柔软性以更少的油量、优选无油的方式带来器件相对于玻璃构件的适度的滑动。
21.在将玻璃碳用作其他碳材料的特别优选的方案中,在使器件和玻璃构件双方以接触状态彼此相对地滑动、优选一边进行轴旋转一边滑动来对玻璃构件进行加工,制造玻璃容器时,通过石墨材料的基材与浸渍的其他碳材料的组合,得到的玻璃容器具有所希望的形态,此外,具有良好的表面的光反射性,除此以外,成型的玻璃容器的表面的透明感也提高。并且,在如此制造玻璃容器时,能抑制油的使用,优选能省略油的使用。
22.作为浸渍了玻璃碳的石墨材料,能优选使用使玻璃碳除了浸渍于基材的表面以外还浸渍至内部而成的材料(玻璃碳浸渍石墨材料)。浸渍深度例如优选为1mm以上,更优选为10mm以下。作为这样的石墨材料,例如可以使用vgi(ibiden株式会社的石墨制品)。此外,作为具有热解碳的表面处理层的石墨材料,可以使用具有由碳的化学蒸镀形成的皮膜的石墨材料。石墨材料优选为各向同性石墨。作为这样的石墨材料,例如能使用pyrocarb(ibiden株式会社的石墨制品)。
23.在第二主旨中,本发明提供一种玻璃构件的加工方法,其特征在于,在加工时,使用上述和/或后述的本发明的器件。更具体而言,其特征在于,使上述的本发明的器件,详细而言该器件的由浸渍石墨材料构成的部分与加热至能够加工的温度的玻璃构件的规定部分接触而进行加工。例如,在双方接触的状态下,以一方相对于另一方相对移动的方式使其运动。在特别优选的方案中,在对管状的玻璃构件进行加工的方法中使用本发明的器件,在如上所述地进行接触的状态下,使玻璃构件和器件中的至少一方、优选使双方进行轴旋转,以一方相对于另一方相对地向相反方向旋转的方式使它们运动。为了能容易理解,在接触的状态下使它们进行轴旋转的情况下,玻璃构件为轴对称形态,例如圆管状或圆柱状,与其
接触的器件的接触部分为轴对称形态,例如圆环状、圆筒状、圆盘状或圆柱状,或者它们的组合的形态。
24.在第三主旨中,提供一种玻璃容器的制造方法,其特征在于,将具有规定长度的玻璃管用作玻璃构件,应用上述和/或后述的本发明的器件和加工方法。在一个方案中,包括如下工序:(1)将作为玻璃构件的玻璃管的一部分(例如一个端部分)加热至能够加工的温度;以及(2)在将本发明的器件的浸渍石墨材料的部分按压于加热后的该一部分的状态下,使玻璃构件和器件中的至少一方进行轴旋转以使它们相对地向相反方向旋转。
25.在第四主旨中,本发明还提供一种玻璃容器,其是通过上述和/或后述的本发明的玻璃容器的制造方法制造的。
26.在本发明中,玻璃容器为具有口部和底部的玻璃制的容器,例如由硼硅酸玻璃制造。玻璃容器优选为医疗用的容器,例如用于供液体或固体、例如粉末状的医疗用组合物、例如药剂放入的容器。具体而言,玻璃容器例如包括西林瓶、安瓿、注射器、药筒等。
27.而且,在第五主旨中,本发明提供一种玻璃构件的加工装置,其具有上述和/或后述的本发明的器件,该装置除了具有上述和/或后述的本发明的器件以外,还具有为了使用该器件对玻璃构件进行加工而所需的其他各种要素、构件、其他器件。例如,本发明的加工装置是由加热玻璃构件而成型玻璃容器的装置,其特征在于,具有形成玻璃容器的口部的心轴和辊、形成玻璃容器的底部的底部板以及根据需要而具有的辊,它们中的至少一个为本发明的器件。
28.除此以外,在第六主旨中,本发明提供一种玻璃构件的加工系统,其具有上述和/或后述的本发明的加工装置,该系统除了具有上述和/或后述的本发明的加工装置以外,还具有为了使用该加工装置对玻璃构件进行加工而所需的其他各种装置,例如,输送玻璃构件的装置、以规定的方式对玻璃构件进行加热的装置以及控制这些装置的工作的装置。
29.发明效果
30.在加工玻璃构件时,特别是在制造玻璃容器时,在使用本发明的器件的情况下,器件的由浸渍石墨材料构成的部分与玻璃构件的加热部部分之间的润滑动性得以提高。其结果是,能使在对玻璃构件进行加工时,特别是在调整其形状时使用的油量比在以往的方法中使用的情况少。在优选的方案中,能使所使用的油量相当少,在特别优选的方案中,无需使用油。其结果是,能减少在以往的方法中实施的除油工序中的除油的负担,其结果是,能简化该工序。此外,在特别优选的方案中,能省略除油工序。
31.此外,在使用本发明的器件中的浸渍石墨对玻璃构件进行加工时,会抑制在与玻璃构件接触的器件的部分形成凹凸,其结果是,在玻璃构件的加工表面产生横褶皱、纵褶皱以及裂纹等情况急剧减少,玻璃构件的加工表面的平滑性变得良好,所得到的玻璃容器的反射性得以提高。在特别优选的方案中,在所得到的玻璃容器中,使用本发明的器件而成型出的部分的表面的算术平均粗糙度(ra)非常小至例如0.035mm~0.045mm,与使用以往的金属制器件进行加工的情况相比,平滑性大幅提高。
附图说明
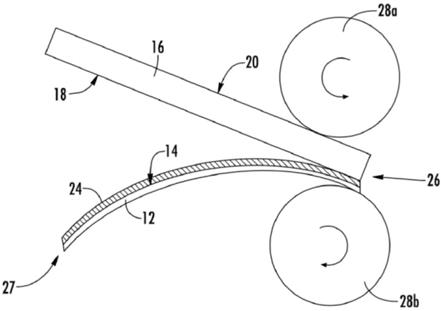
32.图1示意性地示出了使用本发明的器件将玻璃构件成型来制造玻璃容器的方法。
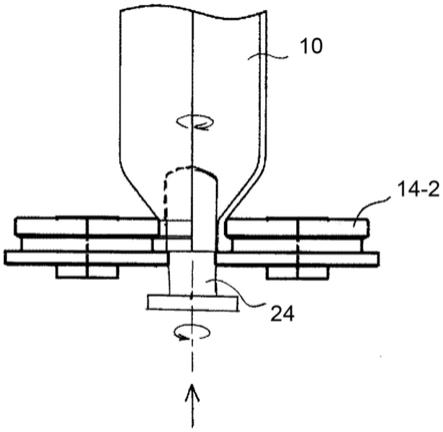
33.图2示意性地示出了从玻璃构件的下端插入本发明的器件的心轴,在玻璃构件的
凸缘部分的内侧与心轴接触的状态下使心轴进行轴旋转而对凸缘部分的内侧进行加工的情形。
具体实施方式
34.接着,参照附图,以第一主旨的本发明的对玻璃构件进行加工的、特别是成型的器件为中心进行说明。基本上,其他主旨的本发明的特征在于具有或使用这样的器件,因此通过对本发明的器件进行说明,本领域技术人员对于其他主旨的本发明也能容易理解。
35.图1按工序示意性地示出了使用本发明的器件对玻璃构件进行加工的方法即将玻璃构件成型来制造玻璃容器的方法。在图示的方案中,阶段性地示出了如下情形:使本发明的器件14与玻璃构件10所开口的一个端部12接触而形成具有肩部分16和在其端部凸缘部分18的口部12’来制造玻璃容器10’。需要说明的是,在剖视图中示意性地示出了玻璃构件10的右半部分。
36.在图1中,在工序(a)中,对加热后的玻璃构件10进行预成型。构成为:在使辊形态的本发明的器件14-1(也称为辅助成型辊(1))与预先加热至能加工温度的玻璃构件10的一个端部12接触的状态下,使它们中的至少一方进行轴旋转并如箭头所示彼此向相反方向进行轴旋转。需要说明的是,虽然仅图示了一个辊器件14-1,但优选该器件成对地位于玻璃构件10的两侧(即绕玻璃构件的轴以180
°
彼此分离)。在另一方案中,也可以使用绕玻璃构件的轴以等角度分离的三个以上的辊器件(例如绕玻璃构件的轴每隔120
°
分离的三个辊器件)。如图1的(a)所示,对玻璃构件10进行加工(即使其变形),在端部12形成肩部分16,此外,形成预备状态的凸缘部分18’。
37.为了能容易理解,本发明的器件14-1是作为整体的圆锥台状部分和与其底面连接的两片盘状部分(也包括这些盘之间的连接部分)成为一体的形态,与玻璃构件10的加热后的端部分12接触的、器件的接触部分由浸渍石墨材料例如玻璃碳浸渍石墨材料构成。即,辊14-1的至少外周面(即圆锥台的侧面部、以及两片盘及其之间的连接部的侧面部)由浸渍石墨材料构成。图示了辊器件14-1与玻璃构件10接触的面为圆锥台的侧面部的方案,但接触面也可以构成为与侧面的母线对应的线成为曲线的曲面。
38.在图1中,在工序(b)中,工序(a)之后,通过燃烧器20将温度降低的凸缘部分18’附近加热至能够加工的温度。在图1中,在工序(c)中,在加热后的凸缘部分18’的外侧使作为辊对的另一形态的本发明的器件14-2(也称为辅助形成辊(2))与凸缘部分18’附近接触的状态下,与图1的(a)同样地使它们进行轴旋转而进一步预成型。本发明的器件14-2为分别将三片径不同的盘状部分重叠而成为一体的形态,与器件14-1同样地,与加热后的凸缘部分18’接触的、器件的接触部分由浸渍石墨材料例如玻璃碳浸渍石墨材料构成。即,辊14-2的上方的两片盘状部分的至少外周面(即盘的侧面部)和下方的盘状部分的至少与凸缘部分18’的前端(即玻璃构件的开口面19)接触的盘状部分的上表面的外周部由浸渍石墨材料构成。
39.在图1中,在工序(d)中,在工序(c)之后,通过燃烧器22将凸缘部分18’再次加热至能够加工的温度。在图1中,在工序(e)中,对加热后的凸缘部分18’部分进行精加工成型。对于凸缘部分18’,在使作为与图1的(c)所示的形态相同的辊的本发明的器件14-3(也称为精加工成型辊)与凸缘部分18’接触的状态下,与图1的(c)同样地使它们进行轴旋转。本发
明的器件14-3也为将三片径不同的盘状部分重叠的形态,与器件14-2同样地,该器件与加热后的凸缘部分18’接触的部分由浸渍石墨材料例如玻璃碳浸渍石墨材料构成。
40.即,辊14-3的上方的两片盘状部分的至少外周面(即盘的侧面部)和下方的盘状部分的至少与凸缘部分18’的前端(即玻璃构件的开口面19)接触的盘状部分的上表面的外周部由浸渍石墨材料构成。当如图1的(e)所示地进行加工时,以从图1的(d)所示的凸缘部分18’的边缘成为带有倒角这样的圆角的状态向与器件14-3的侧面形状对应地具有角的凸缘部分18的形态变形的方式进行加工。
41.虽然未在图1中示出,但例如在如图1的(a)、图1的(c)和/或图1的(e)所示对玻璃构件10进行加工时,也可以是,如图2示意性地所示(示意性地示出图1的(c)的情形),从玻璃构件10的下端的开口部19向其内部(如箭头所示)朝向上插入作为本发明的器件的心轴24,之后,在玻璃构件10的凸缘部分18’的内侧与作为本发明的器件的心轴24接触的状态下,如箭头所示地使它们进行轴旋转而对玻璃构件,特别是凸缘部分的内侧进行加工。在该情况下,与凸缘部分的内侧接触的心轴的外周部分(即侧面部)中的至少一部分,优选全部由浸渍石墨材料例如玻璃碳浸渍石墨材料构成。
42.例如,在图1所示的方案中,在使用辊14-1的情况下,可以在玻璃构件10的内部插入辅助成型轴(1)24作为心轴来进行加工,除此以外或者在使用辊14-2来代替的情况下,可以在玻璃构件10的内部插入辅助成型轴(2)作为心轴来进行加工,除此以外或者在使用辊14-3来代替的情况下,可以在玻璃构件10的内部插入精加工成型轴作为心轴来进行加工。
43.需要说明的是,在图1所示的方案中,以三种辊(14-1、14-2以及14-3)中的任意种为本发明的器件的情况为例子来进行了说明,但在本发明中,只要与玻璃构件的加热部分接触来进行加工的器件中的至少一个(例如辊14-3)为本发明的器件即可。此外,除了图1的本发明的器件以外,或者在如上所述地使用图2所示的心轴来代替的情况下,也可以是它们中的至少一个为本发明的器件。
44.一般而言,在使用辊、心轴或底部板那样的器件对玻璃构件进行加工来制造西林瓶这样的玻璃容器时,在将加工器件按压于玻璃构件的表面并使它们接触的状态下使它们彼此向相反方向滑动的情况下,器件的接触面因与玻璃构件的表面的摩擦而磨损。当持续制造许多玻璃容器时,与玻璃构件接触的器件的面例如板的面被粗面化。当使用这样的器件继续加工时,玻璃容器的表面被粗面化而光反射性降低,因此需要更换为新的器件。
45.为了抑制这样的磨损并使器件与玻璃构件的润滑性提高,使用了油。然而,当利用使用了本发明的浸渍石墨材料的器件时,与使用其他种类的材料(例如普通的金属制或石墨制)的器件的情况相比,即使减少使用的油量,在特别优选的方案中,即使不使用油,从器件的使用开始后到需要更换为止期间能制造的玻璃容器的数量也相等,在优选的方案中增多。换言之,器件的交换间隔相等或器件的交换间隔变得更长。当油的使用量减少时,简化了除油的追加工序,此外,当使用量为零时,无需追加工序。
46.虽然不受特定的理论限制,但在使用浸渍石墨材料,特别是玻璃碳浸渍石墨对玻璃构件进行加工的情况下,能减少油的使用量的理由可以推测如下。
47.原本玻璃构件与器件的浸渍石墨材料之间的滑动性良好,在此基础上,在优选的方案中,浸渍石墨材料适度地磨损而不会过度磨损。其结果是,因磨损而产生的石墨的微细
粒子存在于器件与玻璃构件之间而能作为润滑剂发挥作用。该石墨的微细粒子即使附着于玻璃容器,其量也是微量的,因此通过玻璃容器的后处理(例如退火)中的温度进行燃烧而消失,因此实质上不会对所制造的玻璃容器造成恶劣的影响。
48.[实施例]
[0049]
使用图1所示的器件和工序对由玻璃管形成的玻璃构件进行成型来制造出作为玻璃容器的西林瓶。需要说明的是,在本实施例中,图1的工序(a)和(c)中的辊14-1和14-2分别为金属制辊,将本发明的器件用作图1的工序(e)中的辊14-3。此外,在使用辊的任意工序中,均将成型轴插入至玻璃构件的内侧来用作心轴。其详细内容如下所述。
[0050]
·
辊14-1:辅助成型(预成型(preforming))辊(1)。
[0051]
基材:不锈钢(s45c),使用润滑油。
[0052]
·
辅助成型(预成型)轴(1)。
[0053]
基材:不锈钢(s45c),使用润滑油。
[0054]
·
辊14-2:辅助成型(预成型)辊(2)。
[0055]
基材:不锈钢(s45c),表面处理:无,使用润滑油。
[0056]
·
辅助成型(预成型)轴(2)
[0057]
基材:不锈钢(s45c),表面处理:无,使用润滑油。
[0058]
·
辊14-3:精加工成型(最终成型(final forming))辊(本发明的器件)。
[0059]
基材:et-10(石墨,ibiden株式会社),
[0060]
表面处理:玻璃碳浸渍石墨(vgi(注册商标),ibiden株式会社),
[0061]
不使用润滑油。
[0062]
·
精加工成型(最终成型)轴。
[0063]
基材:不锈钢(s45c),使用润滑油。
[0064]
玻璃管(硼硅酸玻璃制):直径24.5mm,壁厚:1.2mm。
[0065]
制造出的西林瓶:直径24.5mm
×
高度50mm,容量10ml。
[0066]
如图1的(a)所示,使辅助成型辊(1)14-1与加热至能够加工的温度(约800℃)的玻璃构件10的一端12接触,将辅助成型轴(1)24插入至玻璃构件,对肩部16进行辅助成型。在该工序中使玻璃构件进行轴旋转。此外,使油附着于辊14-1和轴24双方的表面。
[0067]
接着,如图1的(b)所示,对肩部周边进行加热而使其成为能再次加工的温度(约800℃)后,如图1的(c)所示,使辅助成型辊(2)14-2与凸缘部分18’接触,将辅助成型轴(2)插入至玻璃构件10,对口部12’进行辅助成型(或预成型)。在该工序中使玻璃构件进行轴旋转。此外,也使油附着于辊、辅助成型轴(2)中的任意表面。
[0068]
接着,如图1的(d)所示,对辅助成型后的肩部周边进行加热而使其成为能再次加工的温度(约800℃)后,如图1的(e)所示,使本发明的精加工成型辊14-3与玻璃构件接触,将精加工成型轴插入至玻璃构件,对肩部和凸缘部分18进行精加工成型。在该工序中使玻璃构件进行轴旋转。此外,使油附着于精加工成型轴的表面,但不使油附着于辊表面。
[0069]
[比较例]
[0070]
将精加工辊(相当于器件14-3)设为不锈钢制(s45c基材),使油附着于表面,除此以外,重复实施例。
[0071]
[试验例]
[0072]
对于实施例中得到的西林瓶和比较例中得到的西林瓶,按以下的要领进行了图像拍摄和面粗糙度测定:
[0073]
(图像拍摄)
[0074]
准备以等间隔描绘出粗细0.25pt线的板,在制造出的西林瓶的背后配置板,用光学照相机拍摄了经由西林瓶的凸缘部分18的侧面可见的线的情形。对拍摄到的图像中映现的线的变形/清晰度进行评价。需要说明的是,评价是对实施例和比较例中制造出的西林瓶逐一实施的。
[0075]
其结果是,经由通过实施例得到的西林瓶的凸缘部而位于其背后的板的线,与通过比较例得到的西林瓶相比显著清晰,线本身的变形的程度也小。
[0076]
(面粗糙度)
[0077]
使用表面粗糙度测定机(surftest sj
‑
500,株式会社mitutoyo制)测定制造出的西林瓶的凸缘部的外侧的侧面上的面粗糙度(算术平均粗糙度:ra)。需要说明的是,测定对实施例和比较例中制造出的西林瓶逐个实施了三次。将结果示于下表1。
[0078]
[表1]
[0079] ra的平均值(mm)实施例的西林瓶0.040比较例的西林瓶0.065
[0080]
而且,通过目视观察了凸缘部附近的情形。与在比较例中制造出的西林瓶相比,在实施例中制造出的西林瓶的开口端面、凸缘部分没有褶皱/横纹,得到了在开口端面有光泽的西林瓶。这意味着这样的部分的平滑性得以提高。
[0081]
工业上的可利用性
[0082]
根据上述的本发明的器件、加工方法等,能通过被简化的方法来制造玻璃容器例如西林瓶,此外,制造出的玻璃容器例如西林瓶具有更良好的平滑性。因此,当在对玻璃容器例如西林瓶进行成型时使用本发明的器件时,使用该器件成型出的部分的平滑性得以提高,由此在对玻璃容器例如西林瓶检测光学上自动检查的情况下,开口面、凸缘部的透光率得以提高。其结果是,在自动检查工序中由于玻璃容器例如西林瓶的不充分的平滑性而判断为不合格(off
‑
spec)的比例即误检测率降低。因此,玻璃容器例如西林瓶的检查的检测精度提高。
[0083]
附图标记说明
[0084]
10:玻璃构件;10’:玻璃容器;12:一个端部;12’:口部;14:本发明的器件(辊);16:肩部分;18、18’:凸缘部分;19:开口部;20、22:燃烧器;24:心轴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。