1.本发明涉及光伏组件加工技术领域,尤其涉及一种削边装置及切削方法。
背景技术:
2.削边装置用于对工件的各边的残留物进行切除,以得到各边平整的工件,方便进行后续加工,相关的削边装置采用两个刀具,共同切割一个工件的同一边,以延长个刀具的使用寿命,但相关的削边装置实际在切割时只有一个刀具进行切割,导致切割时间较长,切割效率不高。
技术实现要素:
3.有鉴于此,本发明实施例提供一种削边装置,以解决切割耗时长从而效率不高的技术问题。
4.本发明是这样实现的:
5.本发明实施例提供一种削边装置,包括:滑轨,沿第一方向延伸;多个切削件,可分别沿所述滑轨往复运动;多个驱动件,分别驱动所述多个切削件中的至少两个所述切削件同时在所述第一方向上反向运动。
6.在一些实施例中,所述多个切削件具有在初始状态下的间距小于预设值的两个第一切削件,所述两个第一切削件在分别对应的两个所述驱动件的驱动下先进行同向运动后进行反向运动。
7.在一些实施例中,所述滑轨在所述第一方向上具有相对的第一端和第二端,所述两个第一切削件在初始状态下的位置靠近所述滑轨的第一方向的第二端,所述同向运动向所述第一端运动。
8.在一些实施例中,所述多个切削件具有在初始状态下间距大于预设值的两个第二切削件,所述两个第二切削件在至少一个所述驱动件的驱动下同向运动。
9.在一些实施例中,所述多个切削件同时运动的路径之和大于或等于所述滑轨沿第一方向的长度。
10.本发明实施例还提供一种切削方法,所述削边装置包括沿第一方向延伸的滑轨、可沿滑轨往复运动的多个切削件、用于驱动多个切削件的多个驱动件;所述切削方法包括:s1、确定所述多个切削件在所述滑轨上的位置;s2、根据所述位置,多个驱动件中的至少两个驱动件分别驱动对应的两个切削件沿第一方向同时反向运动。
11.在一些实施例中,步骤s1包括:确定两个第一切削件在滑轨上的位置的间距小于预设值;步骤s2包括:分别与所述两个第一切削件连接的两个所述驱动件驱动所述两个第一切削件向第一方向同时正向运动;在所述两个第一切削件正向运动第一预设距离时,停止一个所述第一切削件的运动;与停止的所述第一切削件连接的一个所述驱动件反向驱动该停止的所述第一切削件向第一方向的负向运动;同时另一个所述第一切削件继续正向运动。
12.在一些实施例中,所述两个第一切削件同时正向运动的距离小于一个所述第一切削件负向运动的距离,且小于另一个所述第一切削件继续正向运动的距离。
13.在一些实施例中,步骤s1还包括:确定所述两个第二切削件在滑轨上的位置的间距大于预设值;步骤s2还包括:分别与所述两个第二切削件连接的两个所述驱动件驱动所述两个第二切削件沿着第一方向的同时同向运动;或,与所述两个第二切削件均连接的一个所述驱动件驱动所述两个第二切削件沿着第一方向同时同向运动;沿同向运动的方向,在后的所述第二切削件超过在前的所述第二切削件的初始位置时,停止在后的所述第二切削件的运动或继续运动。
14.在一些实施例中,所述同时反向运动的所述两个切削件的运动速率相同。
15.本发明实施例提供的削边装置,包括滑轨、多个切削件和多个驱动件,多个切削件可分别沿滑轨往复运动,多个驱动件分别驱动多个切削件运动,其中至少有两个切削件同时反向运动。切削件切削件本发明实施例通过多个驱动件分别驱动多个切削件,以使至少两个切削件同时在第一方向上反向运动,同时切割工件的同一条边,减少切削工件的切割时间,提高切割效率。本发明实施例提供的切削方法,多个驱动件中的至少两个驱动件分别驱动对应的两个切削件沿第一方向同时反向运动,从而可在同一时间内由至少两个驱动件同时切削工件同一条边的不同部分,缩短了切削时间,提高了切削效率。
附图说明
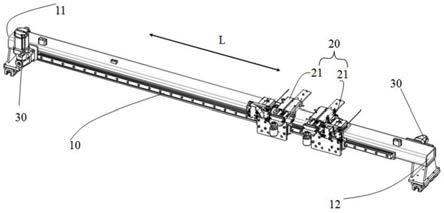
16.图1为本发明实施例提供的一种削边装置的结构示意图;
17.图2为本发明实施例提供的第一种削边装置的切削件运动示意图;切削件
18.图3为本发明实施例提供的第二种削边装置的切削件运动示意图;切削件
19.图4为本发明实施例提供的第三种削边装置的切削件运动示意图;切削件图5本发明实施例提供的第四种削边装置的切削件运动示意图;切削件
20.图6为本发明实施例提供的另一种削边装置的结构示意图;
21.图7为本发明实施例提供的第一种削边装置的切削件运动示意图切削件。
22.附图标记说明:
23.10、滑轨;11、第一端;12、第二端;20、切削件;21、第一切削件;22、第二切削件;30、驱动件。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.在具体实施方式中所描述的各个实施例中的各个具体技术特征,在不矛盾的情况下,可以进行各种组合,例如通过不同的具体技术特征的组合可以形成不同的实施方式,为了避免不必要的重复,本技术中各个具体技术特征的各种可能的组合方式不再另行说明。
26.在以下的描述中,所涉及的术语“第一\
……”
仅仅是是区别不同的对象,不表示各对象之间具有相同或联系之处。应该理解的是,所涉及的方位描述“上方”、“下方”、“左”、“右”均为正常使用状态时的方位。
27.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。术语“连接”在未特别说明的情况下,既包括直接连接也包括间接连接。
28.本发明实施例提供的一种削边装置,可应用于玻璃、太阳能电池板等工件加工领域,对需要进行加工的工件的边缘进行切割。
29.本发明实施例提供的一种削边装置,如图1所示,包括:滑轨10、多个削边组件20、多个驱动件30。
30.如图1所示,滑轨10沿第一方向延伸,第一方向可以是滑轨10的长度方向,也即图1中l所指示的方向。滑轨10可以与其他部件固定,以从而限定滑轨10的位置,方便安装。
31.如图1所示,多个切削件20可分别沿滑轨10往复运动。多个切削件20可滑动的与滑轨10连接,例如,切削件20可以具有类似u型卡座,可活动的与滑轨10连接,从而切削件20能够不脱离滑轨10并在滑轨10上沿第一方向滑动。多个切削件20可以沿第一方向依次排布,分别沿滑轨10滑动,从而能对工件进行切割。切削件20的数量可以根据实际情况设置,例如,切削件20的数量可以是2个、3个等。切削件20包括用于切割工件的刀具,刀具可以通过气缸等器件驱动,以使刀具在切割过程中紧贴工件的边缘以及不进行切割时刀具远离工件边缘,从而保护刀具。多个切削件20中,切割方向相同的刀具的刀刃的朝向相同,切割方向不同的刀具的刀刃的朝向相反,例如,切削件20向左运动的刀具的刀刃方向均向左,而切削件20向右运动的刀具的刀刃方向向右。刀刃向左的切削件20在向左运动时刀具可以进行切割,而刀具向右的切削件20在向左运动时并不进行切割。
32.如图1和图2所示,多个驱动件30分别驱动多个切削件20中的至少两个切削件20同时在第一方向(如图1中l所指示的方向)上反向运动。切削件20用驱动件30来驱动,以使切削件能在滑轨10上往复运动。一个驱动件30可以至少驱动一个切削件20,所有切削件20中,至少有两个切削件20的运动方向相反,例如,一个切削件20向着滑轨10的一端运动,另一个切削件20向着滑轨10的另一端运动;或者,两个切削件20向着滑轨10一端运动,另外一个或两个切削件20向着滑轨10的另一端运动。驱动件30的数量可以为两个,三个等,例如,切削件20的数量为两个时,驱动件30的数量也可以为两个,每个驱动件30分别驱动一个切削件20,不同的驱动件30所驱动的切削件20不同。一个驱动件30也可以驱动多个切削件20,多个切削件20在同一个驱动件30的驱动下能同时运动、同时停止。
33.多个切削件20在多个驱动件30的共同作用下对工件进行切割,以下将根据切削件20的具体数量,对切削件20的切割方向进行示例性说明。
34.结合图1和图2所示,切削件20的数量为两个时,两个切削件20的起始位置可以位于滑轨10的中间,并分别对应向滑轨10的两端运动,例如,一个切削件20沿着滑轨10向左运动,一个切削件20沿着滑轨10向右运动,从而共同切割完一个工件的同一条边。需要说明的是,在两个切削件20分别向滑轨10的两端运动的情况下,两个切削件20的刀刃的初始位置紧贴,从而两刀具之间不存在间距。在一些实施例中,两个切削件20可以分别位于滑轨10的两端分别向滑轨10的中间切割。
35.结合图1和图3所示,切削件20的数量为三个时,三个切削件20间隔布置在滑轨10上,三个切削件20分别切割一个工件的同一条边,其中,三个切削件20可以由两个驱动件30驱动,一个驱动件30可以同时驱动两个相邻的切削件20向同一个方向切割,另一个驱动件30可以驱动另一个切削件20向与两个切削件20运动方向相反的方向切割。结合图1和图4所示,切削件20的数量为四个时,四个切削件20可以分别由多个驱动件30驱动,也可以只有两个驱动件30驱动,在两个驱动件30驱动的情况下,靠近滑轨10一端的两个切削件20的运动方向相同,靠近滑轨10的另一端的方向相同,也即4个切削件20中连续的两个向同一方向切割,另外连续的两个向与该同一方向相反的方向切割。
36.本发明实施例提供的削边装置,包括滑轨、多个切削件和多个驱动件,多个切削件可分别沿滑轨往复运动,多个驱动件分别驱动多个切削件运动,其中至少有两个切削件同时反向运动。切削件切削件本发明实施例通过多个驱动件分别驱动多个切削件,以使至少两个切削件同时在第一方向上反向运动,同时切割工件的同一条边,减少切削工件的切割时间,提高切割效率。本发明实施例提供的切削方法,多个驱动件中的至少两个驱动件分别驱动对应的两个切削件沿第一方向同时反向运动,从而可在同一时间内由至少两个驱动件同时切削工件同一条边的不同部分,缩短了切削时间,提高了切削效率。
37.在一些实施例中,结合图1和图5所示,多个切削件20具有在初始状态下的间距小于预设值的两个第一切削件21。多个切削件20在滑轨10上依次排布,每两个切削件20之间的间距可以根据实际情况进行调整,有些切削件20的尺寸较大,从而相邻的切削件20之间的最小间距不能忽略。预设值为预先规定的距离,用于帮助限定多个切削件20的位置。预设值至少要大于两个第一切削件21之间间距,从而两个第一切削件21能设置在滑轨10上。两个第一切削件21之间的间距小于预设值,以使两个第一切削件21的位置较近。两个第一切削件21在分别对应的两个驱动件30的驱动下先进行同向运动后进行反向运动。两个第一切削件21由不同的驱动件30驱动,并先向同一方向运动,也即图5中短箭头所指示的方向,然后其中一个第一切削件21反向运动,也即图5中下方长箭头所指示的方向,而另一个第一切削件21继续保持原方向运动,也即图5中上方长箭头所指示的方向。两个第一切削件21之间的存在一定的距离,两个第一切削件21先同向运动一定的距离,将两个第一切削件21之间的间距切割完,然后反向切割各自预设的切割部分,从而能完整的切割工件的同一条边。
38.在一些实施例中,结合图1和图5所示,滑轨10在所述第一方向(如图5所示的左右方向)上具有相对的第一端11和第二端12,第一端11和第二端12分别为滑轨10的端部,第一端11到第二端12的距离至少等于工件的一条边的长度,从而切削件20能在第一端11和第二端12之间滑动,切割完工件的整条边。两个第一切削件21在初始状态下的位置靠近滑轨10的第一方向的第二端12,同向运动向第一端11运动。两个第一切削件21先同向运动,以使两个第一切削件21之间间距部分能被切割,然后两个第一切削件21反向切割各自预设的部分,其中两个第一切削件21中,靠近第二端12的第一切削件21可以反向运动,而靠近第一端11的第一切削件21则可以继续运动,从而实现反向运动。两个第一切削件21可以靠近第二端12,从而两个第一切削件21反向运动时所运动的行程相近,进而能进一步地减少切割时间。
39.在一些实施例中,如图6和图7所示,多个切削件20具有在初始状态下间距大于预设值的两个第二切削件22。多个切削件20中的第二切削件22的间距可以大于预设值,以使
两个第二切削件22之间的间距较大,从而可以均匀的分布各个切削件20需要切割的部分,例如,两个第二切削件22靠近滑轨10的第一端11设置,两个第一切削件21靠近滑轨10的第二端12设置,4个切削件40分别切割工件的一部分,从而能快速的切削完工件。两个第二切削件22在至少一个驱动件的驱动下同向运动。两个第二切削件22之间间距较大,可以沿着相同的方向切割,两个第二切削件22可以由同一个驱动件30控制,也可以分别有一个驱动件30控制,例如,同一个驱动件30可以控制两个第二切削件22同时向靠近第一端11的方向运动。通过设置两个第二切削件22同向切割组件,减少切割时间,提高了切割效率。
40.在一些实施例中,多个切削件20同时运动的路径之和大于或等于滑轨10沿第一方向的长度。工件的同一条边被多个切削件20同时切割,多个切削件20均切割完相应的部分后所花费的时间为切割完工件所花费的时间,多个切削件20的运动路径之和越小,花费的时间也就越短,而多个切削件20要完整的切割完工件的同一条边的最小运动路径为滑轨10的长度,也即滑轨10的最小长度为工件的被切割的边的长度,从而能减少切割时间,提供切割效率。
41.本发明实施例还提供一种削边装置的切削方法,削边装置包括沿第一方向延伸的滑轨10、可沿滑轨往复运动的多个切削件20、用于驱动多个切削件20的多个驱动件30。削边装置可以是上述任一项实施例中所涉及的削边装置。切削方法包括:
42.s1、确定多个切削件20在滑轨10上的位置。
43.根据工件的边的长度以及切削件20的数量,可以预先确定各个切削件20的起始位置,例如,当切削件20的数量为两个时,两个切削件20可以位于滑轨10的中间,需要说明的是,两个切削件20中的间距可以相背设置且紧靠在一起,从而两个切削件20之间无法切割的部分可以忽略不计,也即,两个切削件20分别相背运动即可切割工件的同一条边。若两个切削件20之间的间距因切削件20的尺寸不能忽略不计,可以根据调整切削件20的位置以及运动方向来切割工件,比如,两个切削件20的起始位置可以先偏向滑轨10的第二端12,两个切削件20先可以同时向第一端11运动一定距离,将两个切削件20之间间隔的部分切割完后,靠近第二端12的切削件20可以调整运动方向,使其运动方向与靠近第一端11的切削件20的运动方向相反,从而两个切削件20能没有遗漏的共同切割完工件的同一条边。
44.s2、根据所述位置,多个驱动件30中的至少两个驱动件30分别驱动对应的两个切削件20沿第一方向同时反向运动。
45.多个驱动件30驱动多个切削件20,其中,一个驱动件30可以驱动多个切削件20,同一个驱动件30驱动的多个切削件20的运动方向相同,不同驱动件30驱动的切削件20的运动方向可以相同,也可以不同。多个切削件20至少有两个是反向运动以切割工件,从而驱动件30中至少有两个驱动件30来控制切削件20同时反向运动来共同切割工件的同一条边,例如,有三个切削件20的情况下,其中,一个驱动件30控制靠近第一端11的两个切削件20向靠近第一端的方向运动,另一个驱动件30控制剩余的一个切削件20向靠近第二端的方向运动。
46.本发明实施例提供的切削方法,通过多个驱动件驱动多个切削件,以使多个切削件分别同时切割工件的一部分,从而减少了切割时间,提高了切割效率。
47.在一些实施例中,步骤s1包括:确定两个第一切削件21在滑轨10上的位置的间距小于预设值。
48.第一切削件21中有用于切割工件的刀具、固定刀具的固定座、驱动固定座移动的气缸等,其整体尺寸较大,相较于工件,两个第一切削件21即使相互接触,两个第一切削件21之间的刀具之间也存在一定的间距,两个第一切削件21分别由两个驱动件30分别驱动,而两个第一切削件21也可以不接触设置,以避免两个驱动件30驱动两个第一切削件21时,两个第一切削件21的切割速率不同,相互阻碍运动,破坏驱动件30。两个第一切削件21之间存在一定的间距,而该间距也不宜过大,以避免增加切割工件的时间,因此,两个第一切削件21之间的间距需预设设定,例如,两个第一切削件21之间的间距可以是300mm、500mm等。
49.步骤s2包括:分别与两个第一切削件21连接的两个驱动件30驱动两个第一切削件21向第一方向同时正向运动。
50.正向为预先规定的一个方向,例如,正向运动可以是向左运动。两个第一切削件21之间存在一定的间距,两个驱动件30驱动两个第一切削件21向同一方向运动的距离至少要都等于两个第一切削件21之间的间距,例如,两个第一切削件21之间的间距可以为500mm,两个第一切削件21至少要共同向左运动500mm,当然,两个第一切削件21与可以同时向左运动超过500mm,比如,510mm、550mm等。
51.在两个第一切削件21正向运动第一预设距离时,停止一个第一切削件21的运动;
52.第一预设距离至少要等于两个第一切削件21之间的间距,以使两个第一切削件21沿同一个方向运动时,能切割位于两个第一切削件21之间的工件。两个第一切削件21同时向同一方向运动至预先设定的距离后,其中一个第一切削件21继续保持同样的运动,另一个第一切削件21组件则减速直至停止运动。
53.与停止的第一切削件21连接的一个驱动件30反向驱动该停止的第一切削件21向第一方向的负向运动。同时另一个所述第一切削件继续正向运动。
54.负向为预先规定的与正向方向相反的方向,例如,正向若为向左运动,那么负向则是向右运动。两个第一切削件21中,一个停止运动,另一个继续保持向原来的运动方向持续运动,停止的第一切削件21在相应的驱动件30的驱动下,与另一个第一切削件21的运动方向做反向运动,也即两个第一切削件21的运动方向相背,以分别对工件进行切割。
55.在一些实施例中,两个第一切削件21同时正向运动的距离小于一个第一切削件21负向运动的距离,且小于另一个第一切削件21继续正向运动的距离。
56.两个第一切削件21同时向正向运动的距离至少要等于两个第一切削件21之间的间距,两个第一切削件21同时正向运动一定距离后,其中一个第一切削件21继续向正向移动,另一个第一切削件21停止向正向移动,并向负向一定,例如,两个第一切削件21同时向左运动,靠近左边的第一切削件21持续向左运动,靠近右边的第一切削件21向左运动一段距离后停止向左运动并向右运动,在靠近右边的第一切削件21调整运动方向的同时,靠近左边的第一切削件21持续向左运动。两个第一切削件21向相反方向运动的时间可以相同,但都要大于两个第一切削件21同向运动的时间,从而两个第一切削件21反向运动的距离均要大于两个第一切削件21向同一方向运动的距离。
57.在一些实施例中,步骤s1还包括:确定两个第二切削件22在滑轨10上的位置的间距大于预设值。
58.预设值为预先规定的值,其取值范围要至少大于两个第一切削件21之间的间距,根据工件的长度,以及切削件20的数量来确定。两个第二切削件22之间的间距要大于该预
设值,以合理的分别各个切削件20切割的长度,从而能最快的切割完工件。
59.步骤s2还包括:
60.分别与两个第二切削件22连接的两个驱动件30驱动两个第二切削件22沿着第一方向的同时同向运动。
61.两个第二切削件22分别由两个驱动件30驱动,两个第二切削件22同时向同一个方向运动,两个第二切削件22运动的时间可以相同,也可以不相同。例如,两个第二切削件22依次安装在滑轨10上,均沿着向左的方向运动,以分别切割相应的区域。
62.或,与两个第二切削件22均连接的一个驱动件30驱动两个第二切削件22沿着第一方向同时同向运动;
63.两个第二切削件22也可以由一个驱动件30驱动,同时控制两个第二切削件22的启停,以使两个第二切削件22分别切割的距离相同,例如,两个第二切削件22同时开始向左运动,并同时切割完相应的区域。
64.沿同向运动的方向,在后的第二切削件超过在前的第二切削件的初始位置时,停止在后的第二切削件的运动。
65.两个第二切削件22沿同一个方向运动,在后的第二切削件22切割的距离为在前的第二切削件22的初始位置到在后第二切削件22的初始位置。在后的第二切削件22切割完相应的区域后,有两个驱动件30驱动的两个第二切削件22的情况下,可以控制在后的第二切削件22停止运动,而有一个驱动件30驱动两个第二切削件22的情况下,两个第二切削件22均没有切割完是均继续运动。
66.在一些实施例中,同时反向运动的两个切削件20的运动速率相同。同时方向运动的两个切削件20分别有两个驱动件30驱动,两个切削件20在驱动件30的驱动下,均保持匀速运动,以均匀的切割工件,以使工件所受的切割力的大小相同,减少受力不均而对工件造成损坏。
67.以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。