一种四驱合流矫直机驱动装置
1.(一)技术领域本发明涉及一种矫直机驱动装置,特别涉及一种四驱合流矫直机驱动装置。
2.(二)
背景技术:
现有的板料矫直机,其主传动装置大多设置为单侧驱动机构,由于固定直径的传动轴传递的扭矩有限,在高强度薄板板料矫直机的设计中往往出现传动轴直径尺寸远远大于工作辊直径的情况,使得传动系统中传动轴的布置无法实现。前期有申请人为长治钢铁(集团)锻压机械制造有限公司、申请号为2015201743637、名称为一种两端合流驱动的高强度钢板校平机的专利,提出一种主传动为两端合流驱动的高强度钢板校平机,通过在工作辊两端设立相互对称的集中驱动装置来实现最大驱动力矩减半,从而实现两侧驱动装置尺寸缩减,进而实现传动装置的合理布置。但是,由于板料矫平的过程是一个板材由弯曲到平直的过程,进、出口工作辊在板料矫直时必存在一定速度差,这种两侧对称的集中驱动方式强制进出口工作辊速度相同,在板料矫平过程中产生较大的内部应力,在较长板材矫直过程中内部应力尤其明显。在板料矫直过程中,为释放这种内应力,往往造成板材相对工作辊滑动,造成板面损伤,加剧工作辊磨损;严重情况下会导致整个传动系统的薄弱环节损坏,设备停用。
3.(三)
技术实现要素:
本发明为了弥补现有技术的不足,提供了一种调节进出口工作辊速度差、释放板材内应力、延长设备使用寿命、保证矫直板材质量的四驱合流矫直机驱动装置。
4.本发明是通过如下技术方案实现的:一种四驱合流矫直机驱动装置,包括安装于矫直机本体上的工作辊组,其特征是:所述工作辊组由进料端工作辊、中间随动工作辊和出料端工作辊构成,进料端工作辊两端分别通过进料端传动轴与进料端齿轮箱相连接,进料端齿轮箱由进料端电机带动,出料端工作辊两端分别通过出料端传动轴与出料端齿轮箱相连接,出料端齿轮箱由出料端电机带动。
5.所述进料端齿轮箱与进料端电机之间连接进料端减速机,出料端齿轮箱与出料端电机之间连接出料端减速机。
6.所述进料端减速机与进料端电机之间通过进料端第一联轴器连接,出料端减速机与出料端电机之间通过出料端第一联轴器连接。
7.所述进料端减速机与进料端齿轮箱之间连接进料端输入轴,出料端减速机与出料端齿轮箱之间连接出料端输入轴。
8.所述进料端输入轴与进料端减速机之间通过进料端第二联轴器连接,出料端输入轴与出料端减速机之间通过出料端第二联轴器连接。
9.本发明的有益效果是:进料端工作辊和出料端工作辊两侧分别由独立的驱动装置带动,从而实现了进、出料端工作辊速度差异的调节,合理释放了板材矫直过程中的内应力,延长了设备使用寿命,降低了能耗。
10.(四)附图说明
下面结合附图对本发明作进一步的说明。
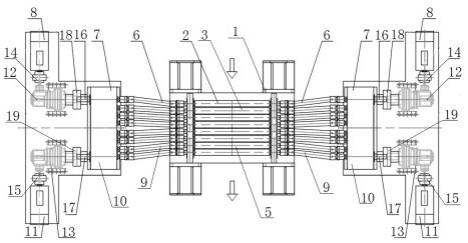
11.附图1为本发明的主视结构示意图;附图2为本发明的俯视结构示意图;附图3为本发明的工作辊结构示意图;附图4为本发明的工作辊组排布结构示意图;图中,1矫直机本体,2工作辊组,3进料端工作辊,4中间随动工作辊,5出料端工作辊,6进料端传动轴,7进料端齿轮箱,8进料端电机,9出料端传动轴,10出料端齿轮箱,11出料端电机,12进料端减速机,13出料端减速机,14进料端第一联轴器,15出料端第一联轴器,16进料端输入轴,17出料端输入轴,18进料端第二联轴器,19出料端第二联轴器。
12.(五)具体实施方式附图为本发明的一种具体实施例。该实施例包括安装于矫直机本体1上的工作辊组2,工作辊组2由进料端工作辊3、中间随动工作辊4和出料端工作辊5构成,进料端工作辊3两端分别通过进料端传动轴6与进料端齿轮箱7相连接,进料端齿轮箱7由进料端电机8带动,出料端工作辊5两端分别通过出料端传动轴9与出料端齿轮箱10相连接,出料端齿轮箱10由出料端电机11带动。进料端齿轮箱7与进料端电机8之间连接进料端减速机12,出料端齿轮箱10与出料端电机11之间连接出料端减速机13。进料端减速机12与进料端电机8之间通过进料端第一联轴器14连接,出料端减速机13与出料端电机11之间通过出料端第一联轴器15连接。进料端减速机12与进料端齿轮箱7之间连接进料端输入轴16,出料端减速机13与出料端齿轮箱10之间连接出料端输入轴17。进料端输入轴16与进料端减速机12之间通过进料端第二联轴器18连接,出料端输入轴17与出料端减速机13之间通过出料端第二联轴器19连接。
13.采用本发明的四驱合流矫直机驱动装置,传动系统有两套,对称布置在工作辊组2两端。每套传动系统由进料端电机8、出料端电机11、进料端第一联轴器14、出料端第一联轴器15、进料端减速机12、出料端减速机13、进料端第二联轴器18、出料端第二联轴器19、进料端齿轮箱7、出料端齿轮箱10、若干与工作辊对应的进料端传动轴6及出料端传动轴9、传动系统底座构成。电机通过螺钉固定到传动系统底座上,电机通过联轴器与减速机相连,减速机通过螺钉固定到传动系统底座上,减速机通过联轴器与齿轮箱的输入轴相连。工作辊两端均设有与传动轴相连接配合的轴头和键槽,所有工作辊的轴头通过传动轴与传动系统齿轮箱输出轴头相连接。
14.进料端齿轮箱7设有进料端输入轴16,出料端齿轮箱10设有出料端输入轴17,输出轴数量与工作辊数量相同,输入轴通过齿轮箱内部齿轮之间的啮合关系,将来自输入轴的扭矩分配传递给所有的输出轴。与进料端输入轴16通过齿轮组合啮合连接的输出轴通过进料端传动轴6与矫直机进料端工作辊3相连,与出料端输入轴17通过齿轮组合啮合连接的输出轴通过出料端传动轴9与矫直机出料端工作辊5相连;与进料端输入轴16通过齿轮组合啮合连接的输出轴和与出料端输入轴17通过齿轮组合啮合连接的输出轴之间相互独立,可分别动作,内部齿轮传动之间不存在啮合关系。两套传动系统的齿轮箱关于工作辊组完全对称设计,进料端输入轴16均与进料端工作辊3相连,出料端输入轴17均与出料端工作辊5相连。
15.同侧传动系统的进料端电机8和出料端电机11通过电气系统分别进行速度、力矩
控制。控制进料端工作辊3的两个进料端电机8(分别安装在两侧传动系统上)通过电气系统统一控制,控制出料端工作辊5的两个出料端电机11(分别安装在两侧传动系统上)通过电气系统统一控制。电气控制确保出料端工作辊5运行速度略快于进料端工作辊3,出料端电机11输出力矩不高于进料端电机8输出力矩的2/3,以确保传动系统长期稳定运行。
16.板料矫直机工作辊数量为奇数,矫直机排布在中间位置的一根工作辊去掉动力驱动控制,设定为自由随动;对应的齿轮箱中间位置的输出轴去掉。以矫直机工作状态下板材进料方向来看,排布在无动力工作辊以前的工作辊由一组电机、减速机驱动,排布在无动力工作辊以后的工作辊由另一组电机、减速机驱动。这样,就在两组电机驱动的工作辊之间存在一根随动工作辊,该工作辊发挥良好的柔性过渡作用,避免因两组电机的差速控制不当造成的传动系统损坏。
17.采用四组电机、减速机,两组齿轮箱分别两两对称布置在工作辊两侧,每侧均由两套电机、减速机来驱动一套齿轮箱,对工作辊进行驱动;齿轮箱内由不同电机、减速机驱动的齿轮相互独立,解除了机械硬连接,从而实现了进、出口工作辊速度差异调节,合理释放板材矫直过程中的内应力,延长了设备使用寿命,降低能耗。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。