1.本发明涉及刺绣机技术领域,具体为一种刺绣机剪线方法。
背景技术:
2.刺绣机是一种由电脑等终端设备控制的刺绣机械设备,能够根据预定的程序,使用各种颜色的线,并自动在布料等物体上刺绣出预定的图形、商标等。在刺绣机工作过程中,当某一颜色的绣线刺绣工作完成需要更换一下颜色时或者某一部分图案刺绣完成需要开始下一区域的图案刺绣时,需要将绣线剪断,以保证绣线在下一次开始刺绣时能够正常使用。
3.其中,刺绣机在自动剪线后,留在绣料上的线头较长,为了不影响美观,在剪线完成后还需要人工再手动修剪绣料上的较长线头,不仅费时费力,还影响生产效率。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种刺绣机剪线方法,具备提高效率的优点,解决了刺绣机在自动剪线后,留在绣料上的线头较长,为了不影响美观,在剪线完成后还需要人工再手动修剪绣料上的较长线头,不仅费时费力,还影响生产效率的问题。
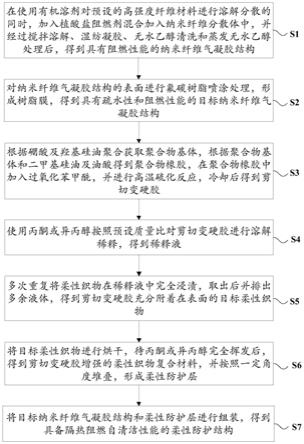
5.为解决上述的技术问题,本发明提供如下技术方案:一种刺绣机剪线方法,包括以下步骤:
6.步骤一、接收剪线指令,将剪线指令发送至剪线装置,剪线装置进入剪线状态;
7.步骤二、当剪线装置进入剪线状态的时间在5~8秒时,张力控制装置增大对绣线的张力,并获取具有第一补偿量的绣线;
8.步骤三、剪线装置将绣线拉紧,使第一补偿量的绣线增加第二补偿量;
9.步骤四、当剪线装置进入剪线状态的时在3~5秒时,剪线装置将具有第一补偿量和第二补偿量的绣线剪断。
10.进一步地,在步骤一中,剪线指令同时发送给张力控制装置,张力控制装置可根据剪线指令减小对绣线的张力,以使绣线处于自由状态或半自由状态。
11.进一步地,所述自由状态为张力控制装置对绣线均不提供夹紧力。
12.进一步地,所述半自由状态为张力控制装置对对绣线提供小于正常刺绣时的张力。
13.进一步地,所述第一补偿量的数值根据完成相应的剪线动作后所残留的线头长度进行调节。
14.进一步地,所述第二补偿量的长度由绣料的弹性、绣线的弹性和最后几个线迹收紧来提供。
15.借由上述技术方案,本发明提供了一种刺绣机剪线方法,至少具备以下有益效果:
16.该刺绣机剪线方法,在第一补偿量的绣线的基础上,在对绣线进行拉紧,使剪线装置获得第二补偿量的绣线,可将残留在绣料外的绣线进行剪断,可以从一定程度上实现无
线头剪线,省时省力,提高了剪线的效率。
具体实施方式
17.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例一:
19.一种刺绣机剪线方法,包括以下步骤:
20.步骤一、接收剪线指令,将剪线指令发送至剪线装置,剪线装置进入剪线状态,剪线指令同时发送给张力控制装置,张力控制装置可根据剪线指令减小对绣线的张力,以使绣线处于自由状态或半自由状态,自由状态为张力控制装置对绣线均不提供夹紧力,半自由状态为张力控制装置对对绣线提供小于正常刺绣时的张力。
21.步骤二、当剪线装置进入剪线状态的时间在5秒时,张力控制装置增大对绣线的张力,并获取具有第一补偿量的绣线,第一补偿量的数值根据完成相应的剪线动作后所残留的线头长度进行调节,第一补偿量是一个可调节、可控制的值,具体长度与绣料有关,如偏硬的绣料,松软的绣料,较薄的绣料等等,绣料属性各不相同,因此所对应的第一补偿量也不同,通常,绣料的弹性越大,第一补偿量越小。
22.步骤三、剪线装置将绣线拉紧,使第一补偿量的绣线增加第二补偿量,第二补偿量的长度由绣料的弹性、绣线的弹性和最后几个线迹收紧来提供,。
23.步骤四、当剪线装置进入剪线状态的时在3秒时,剪线装置将具有第一补偿量和第二补偿量的绣线剪断,剪线装置将绣线拉紧,绣料因为自身的弹性、绣线的拉力向剪线刀靠近,绣线由于自身弹性被拉长,拉至最后几个线迹收紧时,剪线装置的动刀和辅刀咬合,将具有第一补偿量和第二补偿量的绣线剪断,完成剪线。
24.实施例二:
25.一种刺绣机剪线方法,包括以下步骤:
26.步骤一、接收剪线指令,将剪线指令发送至剪线装置,剪线装置进入剪线状态,剪线指令同时发送给张力控制装置,张力控制装置可根据剪线指令减小对绣线的张力,以使绣线处于自由状态或半自由状态,自由状态为张力控制装置对绣线均不提供夹紧力,半自由状态为张力控制装置对对绣线提供小于正常刺绣时的张力。
27.步骤二、当剪线装置进入剪线状态的时间在7秒时,张力控制装置增大对绣线的张力,并获取具有第一补偿量的绣线,第一补偿量的数值根据完成相应的剪线动作后所残留的线头长度进行调节,第一补偿量是一个可调节、可控制的值,具体长度与绣料有关,如偏硬的绣料,松软的绣料,较薄的绣料等等,绣料属性各不相同,因此所对应的第一补偿量也不同,通常,绣料的弹性越大,第一补偿量越小。
28.步骤三、剪线装置将绣线拉紧,使第一补偿量的绣线增加第二补偿量,第二补偿量的长度由绣料的弹性、绣线的弹性和最后几个线迹收紧来提供,。
29.步骤四、当剪线装置进入剪线状态的时在4秒时,剪线装置将具有第一补偿量和第二补偿量的绣线剪断,剪线装置将绣线拉紧,绣料因为自身的弹性、绣线的拉力向剪线刀靠
近,绣线由于自身弹性被拉长,拉至最后几个线迹收紧时,剪线装置的动刀和辅刀咬合,将具有第一补偿量和第二补偿量的绣线剪断,完成剪线。
30.实施例三:
31.一种刺绣机剪线方法,包括以下步骤:
32.步骤一、接收剪线指令,将剪线指令发送至剪线装置,剪线装置进入剪线状态,剪线指令同时发送给张力控制装置,张力控制装置可根据剪线指令减小对绣线的张力,以使绣线处于自由状态或半自由状态,自由状态为张力控制装置对绣线均不提供夹紧力,半自由状态为张力控制装置对对绣线提供小于正常刺绣时的张力。
33.步骤二、当剪线装置进入剪线状态的时间在8秒时,张力控制装置增大对绣线的张力,并获取具有第一补偿量的绣线,第一补偿量的数值根据完成相应的剪线动作后所残留的线头长度进行调节,第一补偿量是一个可调节、可控制的值,具体长度与绣料有关,如偏硬的绣料,松软的绣料,较薄的绣料等等,绣料属性各不相同,因此所对应的第一补偿量也不同,通常,绣料的弹性越大,第一补偿量越小。
34.步骤三、剪线装置将绣线拉紧,使第一补偿量的绣线增加第二补偿量,第二补偿量的长度由绣料的弹性、绣线的弹性和最后几个线迹收紧来提供,。
35.步骤四、当剪线装置进入剪线状态的时在5秒时,剪线装置将具有第一补偿量和第二补偿量的绣线剪断,剪线装置将绣线拉紧,绣料因为自身的弹性、绣线的拉力向剪线刀靠近,绣线由于自身弹性被拉长,拉至最后几个线迹收紧时,剪线装置的动刀和辅刀咬合,将具有第一补偿量和第二补偿量的绣线剪断,完成剪线。
36.该刺绣机剪线方法,在第一补偿量的绣线的基础上,在对绣线进行拉紧,使剪线装置获得第二补偿量的绣线,可将残留在绣料外的绣线进行剪断,可以从一定程度上实现无线头剪线,省时省力,提高了剪线的效率。
37.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。