1.本实用新型属于吸收制品制造领域,具体涉及一种薄型片材压纹辊组。
背景技术:
2.在吸收制品(如卫生巾、纸尿裤、尿垫等)制造领域,吸收制品由各层片(如表面片层、吸收芯体、导流层、底片层等)复合而成,实际生产中,为增强吸收制品的导流性、吸收性、舒适性及美观度等使用性能,通常会在所述各层片上压制各种纹路,在压纹工序前段,需要将所述层片沿横幅方向分切为预定长度,由于所述各层片通常为薄型片材,分切为预定长度后的所述层片在压制纹路过程中,容易缠绕至压纹辊上,导致压纹工序故障,使得生产效率低下,浪费原料,严重时还会造成压纹辊组的损坏。
3.目前,通常会在所述薄型片材的压纹工序增设一名操作工,定点观测薄型片材的绕辊情况,造成了人力的浪费。
技术实现要素:
4.鉴于上述现有技术存在的不足,本实用新型提供了一种薄型片材压纹辊组,能够有效防止薄型片材缠绕压纹辊导致的压纹工序故障的发生。
5.本实用新型采用的技术方案是:一种薄型片材压纹辊组,包括机架,在机架上安装有辊组和绕辊检测组件,其中,
6.所述辊组包括上压辊以及与该上压辊配合的底辊,在所述上压辊和底辊中至少一个的外周面上设置有压纹凸起,用于在薄型片材穿过所述上压辊和底辊之间的辊隙时被压制出纹路;
7.所述绕辊检测组件设置在辊组下游并与辊组间隔设置,包括至少一个光电传感器,所述光电传感器朝向薄型片材,用于通过检测薄型片材幅面上的空洞判断上压辊上缠绕薄型片材,且,当绕辊检测组件检测到上压辊上缠绕薄型片材时,所述辊组停止运行。
8.进一步的,绕辊检测组件包括支杆,所述的支杆上设置有连接块,所述的光电传感器设置在连接块上。
9.进一步的,连接块可调的设置在支杆上。
10.进一步的,在所述连接块上侧设置有套筒,所述套筒套设并紧固在所述支杆上。
11.进一步的,所述套筒与连接块一体成型。
12.进一步的,所述的连接块有多个,多个所述的连接块沿支杆轴线方向等距排列。
13.进一步的,相邻两个所述光电传感器之间的距离不大于所述上压辊长度的三分之一。
14.进一步的,在所述支杆的两端连接有调节座,在该调节座上开设有条形安装孔,所述调节座通过所述条形安装孔安装在机架上。
15.进一步的,在所述上压辊上设置有第一压纹凸起,在所述底辊上设置有第二压纹凸起,所述第一压纹凸起和第二压纹凸起对应设置或错开设置。
16.区别于现有技术,本实用新型所提供的薄型片材压纹辊组中,包括机架,在机架上安装有辊组和绕辊检测组件,其中,辊组包括上压辊及底辊,在所述上压辊和/或底辊设置压纹凸起,绕辊检测组件设置在辊组下游并与辊组间隔设置,包括至少一个光电传感器,光电传感器朝向薄型片材,用于通过检测薄型片材幅面上的空洞判断上压辊上缠绕薄型片材,且,当绕辊检测组件检测到上压辊上缠绕薄型片材时,所述辊组停止运行,从而避免不合格产品被送至下游,方便及时调整设备,避免进一步的损失,以及提高效率,降低人力需求。
附图说明
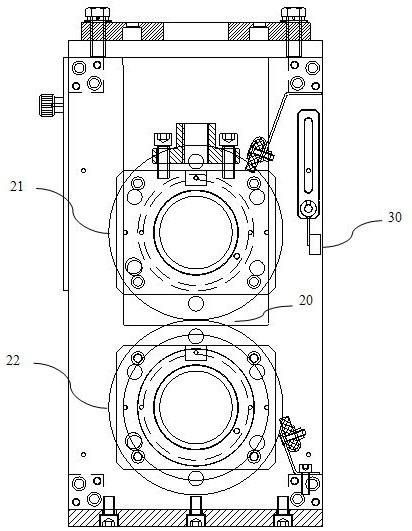
17.图1是本技术实施例中薄型片材压纹辊组的侧视结构示意图;
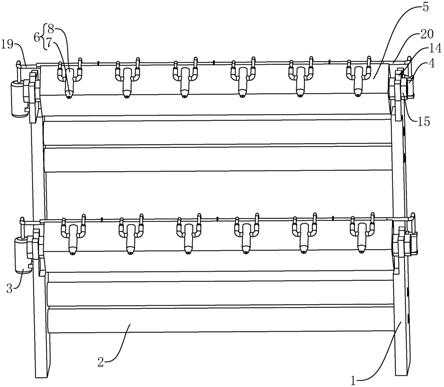
18.图2为图1中的绕辊检测组件侧视结构图;
19.图3为图1中的绕辊检测组件正视结构图;
20.图4为绕辊检测组件检测薄型片材示意图。
具体实施方式
21.下面结合附图和实施例,对本实用新型作进一步的详细描述。
22.本实用新型提供了一种薄型片材压纹辊组,用于对吸收制品用薄型片材压制纹路,可有效防止薄型片材缠绕压纹辊导致的压纹工序故障的发生,提高了生产效率。
23.所述薄型片材可以是表面片层、吸收芯体、底片层、导流层等吸收制品用层片。
24.请参阅图1
‑
图3,图1示出了本实用新型实施例所提供的薄型片材压纹辊组的侧视结构,所述薄型片材压纹辊组用于对吸收制品用薄型片材压制纹路,所述薄型片材压纹辊组包括机架10,在机架10上安装有辊组和绕辊检测组件30,所述辊组用于对薄型片材100压制纹路,所述绕辊检测组件30用于检测薄型片材缠绕在上压辊21上,以在上压辊21上缠绕薄型片材时,使所述辊组停止运行,为了方便描述,在下述说明中以缠绕片材指代缠绕在上压辊21的薄型片材。
25.所述辊组包括上压辊21以及与该上压辊21配合的底辊22,在所述上压辊21和底辊22中至少一个的外周面上设置有压纹凸起,所述上压辊21和底辊22同步传动连接,薄型片材100从前至后穿过所述上压辊21和底辊22之间的辊隙20,被压制出纹路。
26.其中,所述辊隙20的宽度设置为小于薄型片材100的厚度,在所述辊隙20的挤压作用下,所述薄型片材100被压制出纹路。
27.压制有纹路的所述薄型片材可增强吸收制品的导流性、吸收性、舒适性及美观度等使用性能,可以理解的,所述纹路与所述压纹凸起的形状相对应,所述压纹凸起可以设置为平行延伸的条状凸起、纵横交错或倾斜交错的格子状凸起、呈特定形状的点状凸起等。
28.在本实施例一个优选的实施方式中,在所述上压辊21的外周面上设置有压纹凸起,所述底辊22为光辊,薄型片材100从左至右穿过所述上压辊21和底辊22之间的辊隙20,在薄型片材100的上表面压制出凹进的纹路,薄型片材100的下表面保持平整,当然,也可以在所述底辊22的外周面上设置有压纹凸起,所述上压辊21为光辊。
29.在本实施例的另一实施方式中,在所述上压辊21的外周面上设置压纹凸起,在所述底辊22的外周面上设置压纹凹进,所述压纹凹进与压纹凸起相对应,薄型片材100从前至
后穿过所述上压辊21和底辊22之间的辊隙20,在薄型片材100的上表面压制出凹进的纹路,在薄型片材100的下表面对应形成凸起的纹路。
30.在本实施例的再一实施方式中,在所述上压辊21上设置有第一压纹凸起,在所述底辊22上设置有第二压纹凸起,所述第一压纹凸起和第二压纹凸起对应设置或错开设置,薄型片材100从前至后穿过所述上压辊21和底辊22之间的辊隙20,在薄型片材100的上表面压制出凹进的第一纹路,在薄型片材100的下表面形成凹进的第二纹路,所述第一纹路与第二纹路相对应或相互错开。
31.所述绕辊检测组件30包括至少一个光电传感器33,所述的光电传感器33设置在上压辊21的下游,并与上压辊21间隔设置,所述的光电传感器33朝向薄型片材100幅面方向,请一并参考图4,图4示出了光电传感器33检测缠绕片材102时的示意图,当薄型片材100的至少一部分被缠绕在上压辊形成缠绕片材102时,在薄型片材100幅面上的部分区域将会出现空洞101,光电传感器33向薄型片材100幅面方向发射光束,当遇到到空洞101时,光电传感器33的光通量发生变化从而识别空洞101,从而判断有薄型片材100的至少一部分被缠绕在上压辊21上,当绕辊检测组件30检测到缠绕片材102时,辊组停止运行,从而避免不合格产品被送至下游以及方便及时调整设备,避免进一步的损失。
32.在本实施例中,所述的绕辊检测组件30设置在所述上压辊21的侧上方,包括与上压辊21间隔设置的支杆31,在所述支杆31下侧间隔设置有多个连接块32,在每个所述连接块32上安装有一个光电传感器33,所述光电传感器33用于检测缠绕片材102。
33.进一步的,相邻两个所述光电传感器33之间的距离不大于所述上压辊21长度的三分之一,以确保上压辊21上任意一个位置缠绕薄型片材时,均可被所述光电传感器33感应到。
34.本实施例中,沿所述上压辊21的轴向,所述光电传感器33间隔设置有四个,相应的,在所述支杆31下侧间隔设置有四个所述连接块32。
35.本实施例中,所述绕辊检测组件30还包括控制器(图中未示出),所述控制器电连接所述光电传感器33,在所述光电传感器33感应到上压辊21上缠绕薄型片材时,向所述控制器发送反馈信号,接收到该反馈信号的所述控制器控制所述辊组停止运行。
36.可以理解的,所述控制器电连接所述辊组的驱动装置,如驱动电机等。
37.进一步的,所述控制器可以为可编程逻辑控制器、单片机或cpu中的一种。
38.进一步的,本实施例所提供的绕辊检测组件30还包括警报装置(图中未示出),所述警报装置电连接所述控制器,以在所述控制器接收到所述反馈信号时,发出警报指示。
39.具体的,该警报装置包括电源,以及电连接于该电源的爆闪灯和/或蜂鸣器,且该警报装置的电源又进一步连接至所述控制器,在所述控制器接收到所述反馈信号时,使该电源给爆闪灯和/或蜂鸣器供电,从而发出警报指示,以提醒工作人员及时处理缠绕上压辊21的薄型片材,使该压纹辊组尽快恢复压纹作业。
40.请继续参阅图2和图3,本实施例中,在所述支杆31的两端连接有调节座310,在该调节座310上开设有条形安装孔311,所述支杆31通过所述条形安装孔311安装在机架10上,通过所述条形安装孔311可在一定范围内调整所述支杆31相对于所述上压辊21的固定位置,从而调节所述光电传感器33相对于所述上压辊21的安装位置,以使所述光电传感器33处于最佳位置。
41.具体的,当所述支杆31相对于所述上压辊21移动至预定位置后,将安装螺栓、螺母与所述条形安装孔311紧固即可。
42.可以理解的,所述条形安装孔311可水平设置、竖直设置或倾斜设置。本实施例中,所述条形安装孔311竖直设置,可通过所述条形安装孔311调整所述支杆31及所述光电传感器33相对于所述上压辊21的固定高度。
43.本实施例中,在所述连接块32的上侧连接有套筒35,所述套筒35套设并紧固在所述支杆31上,所述支杆31的截面为圆形,所述套筒35与连接块32一体成型,可通过使所述套筒35绕所述支杆31转动预定角度,来微调相应的光电传感器33相对于所述上压辊21的倾斜角度。当所述套筒35绕所述支杆31转动预定角度后,通过螺钉沿支杆31径向紧固该套筒35至所述支杆31上。
44.具体的,在所述套筒35的侧壁上开设有螺纹通孔350,当所述套筒35绕所述支杆31转动所述预定角度后,使所述螺钉旋入该螺纹通孔350,使其末端抵接在所述支杆31的侧壁上,从而紧固该套筒35至所述支杆31上。
45.本实用新型所提供的薄型片材压纹辊组,当所述光电传感器33感应到上压辊21上缠绕薄型片材时,所述辊组停止运行,可有效防止压纹工序故障或损坏压纹辊组,提高生产效率,减少原料浪费,同时节约人力。
46.以上所述仅为本技术的实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。