1.本发明涉及铁路维修领域,具体涉及一种火车轮对的激光自动除锈装置。
背景技术:
2.随着中国高铁运营里程的不断增加,车辆速度越来越快,对行车安全要求亦越来越高,这在铁路轮对检修工艺上,对车辆转向架部分的轮对探伤提出了非常高的要求,目前,大多数车辆轮对火车轮探伤检测必须除去火车轮表面的氧化皮、锈蚀物(锈斑)等附着物,目前,火车轮表面抛丸清理设备较少。
3.现有的对火车轮表面抛丸清理采用碱水煮洗和人工除锈的办法,然而清理过程中不仅工人劳动强度较大,效率较低,作业时间长,而且对环境的污染和对铁路职工健康存在着许多不足之处,新型快速客车大量使用了橡胶件,采用碱水煮洗会加速橡胶件的老化,降低其性能,面对上述问题铁总车辆检修部门急需一种使用方便、效率高的轮对除锈清洗设备,为此,提出一种火车轮对的激光自动除锈装置。
技术实现要素:
4.本发明的主要目的在于提供一种火车轮对的激光自动除锈装置,主要为了解决现有除锈装置效率较低,适用性较差的问题,提供一种火车轮对的激光自动除锈装置。
5.为实现上述目的,本发明采取的技术方案为:一种火车轮对的激光自动除锈装置,包括支撑组件、除锈组件、检测组件、至少两个移动组件、限位组件、支撑框架;
6.所述支撑组件设置在所述支撑框架的底部,将需加工轮对支撑起,进而进行除锈;
7.所述限位组件设置在所述支撑组件之间,对需加工轮对进行位置限定;
8.所述移动组件设置在所述支撑框架上,所述移动组件与所述支撑框架滑动连接;
9.所述除锈组件和所述检测组件分别设置在所述移动组件上,所述除锈组件对加工轮对自动除锈,所述检测组件对除锈后的轮对进行自动检测,并判断除锈是否合格。
10.进一步地,所述支撑组件包括减速电机、第一驱动滚轮、第二驱动滚轮、滚轮转轴和设置在钢轨上的轮对,所述减速电机的输出端与所述滚轮转轴连接,所述第一驱动滚轮设置在所述滚轮转轴上,所述第一驱动滚轮之间的距离与所述轮对相匹配,所述第二驱动滚轮设置在所述第一驱动滚轮的一侧,除锈时,所述轮对在所述第一驱动滚轮与所述第二驱动滚轮之间转动。
11.进一步地,所述支撑组件还包括止动气缸,所述止动气缸设置在所述轮对的一侧,避免所述轮对工作过程中晃动。
12.进一步地,所述移动组件包括第一滑轨、第一移动板、第一伺服电机、直线驱动结构,所述第一滑轨设置在所述支撑框架上,所述第一移动板与所述第一滑轨滑动连接,所述第一伺服电机设置在所述第一移动板上,所述第一伺服电机与所述直线驱动结构连接,所述第一伺服电机带动所述第一移动板在所述第一滑轨上水平移动。
13.进一步地,所述移动组件还包括第二伺服电机、升降结构、第二移动板、连接件,所
述升降结构设置在所述第一移动板上,所述第二伺服电机与所述升降结构连接,所述第二移动板与所述升降结构连接,所述连接件设置在所述第二移动板上,所述第二伺服电机通过所述升降结构带动所述第二移动板上下移动。
14.进一步地,所述除锈组件包括第一中空旋转平台、激光枪、第三伺服电机、第四伺服电机,所述第一中空旋转平台设置在一个所述移动组件上,所述第一中空旋转平台的一端与所述第三伺服电机连接,所述第一中空旋转平台的另一端与所述激光枪连接,所述第三伺服电机通过所述第一中空旋转平台带动所述激光枪转动,所述第四伺服电机设置在所述移动组件上,所述第四伺服电机带动所述第一中空旋转平台、所述激光枪、所述第三伺服电机整体转动。
15.进一步地,所述检测组件包括相机、第二中空旋转平台、第五伺服电机,所述第二中空旋转平台设置在另一个所述移动组件上,所述第二中空旋转平台的一端与所述第五伺服电机连接,所述第二中空旋转平台的另一端与所述相机连接,所述第五伺服电机通过所述第二中空旋转平台带动所述相机转动。
16.进一步地,所述限位组件包括缓冲架、缓冲液压缸、推轮液压缸、推轮架,所述推轮架设置在所述支撑组件之间,所述推轮液压缸设置在所述推轮架的内部,对所述推轮架进行支撑,所述缓冲架对称设置在所述推轮架的两侧,所述缓冲液压缸设置在所述缓冲架的内部,对所述缓冲架进行支撑。
17.进一步地,该装置还包括防护组件,所述支撑组件、所述支撑框架、所述限位组件、所述除锈组件、所述移动组件、所述检测组件都设置在所述防护组件的内部,所述防护组件对加工过程中产生的空气污染和产生的噪音进行处理。
18.进一步地,所述防护组件包括防护罩、排气管、挡帘、检修门、空气过滤器,所述排气管设置在所述防护罩的顶部,所述挡帘对称的设置在所述防护罩的两侧,所述检修门设置在所述防护罩一侧,所述空气过滤器设置在所述排气管一侧,所述空气过滤器对除锈产生的污染气体进行过滤。
19.与现有技术相比,本发明具有如下有益效果:通过防护组件降低了除锈时的噪音,解决因为除锈带来的空气污染;通过第三伺服电机与第一中空旋转平台结合,使激光除锈更加全面,更加彻底;通过缓冲架与推轮架,从而避免因火车轮对产生的冲击对滚动轴承寿命造成的影响,大幅提高了稳定性和可靠性,使用激光枪能够稳定、高效地对火车轮对进行激光清洗除锈,提升了激光清洗的效率。
附图说明
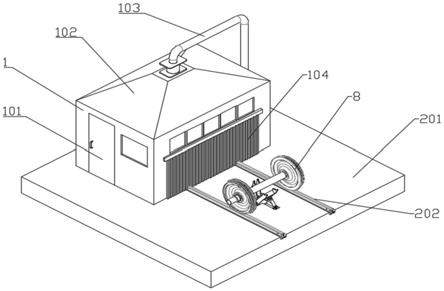
20.图1为本发明的整体结构示意图;
21.图2为本发明的工作区结构示意图;
22.图3为本发明的工作区前视图;
23.图4为本发明工作区侧视图;
24.图5为本发明的工作区俯视图;
25.图6为本发明的支撑组件结构示意图;
26.图7为本发明的整体结构主视图。
具体实施方式
27.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
28.如图1
‑
7所示,本实施例提供一种技术方案:一种火车轮对的激光自动除锈装置,包括一种火车轮对的激光自动除锈装置,包括防护组件1、支撑组件2、支撑框架3、移动组件4、除锈组件5、检测组件6、限位组件7;
29.所述支撑组件2设置在所述支撑框架3的底部,将需加轮对8支撑起,进而进行除锈,并且将所述轮对8支撑在所述支撑组件2上进行转动;
30.所述限位组件7设置在所述支撑组件2之间,对需加工轮对8进行位置限定;
31.所述移动组件4设置在所述支撑框架3上,所述移动组件4与所述支撑框架3滑动连接,所述移动组件4在所述支撑框架3上前后移动和上下移动;
32.所述除锈组件5和所述检测组件6分别设置在所述移动组件4上,所述除锈组件5对加工轮对8进行自动除锈,所述检测组件6对除锈后的加工轮对8进行自动检测,判断除锈是否合格。
33.所述支撑组件2包括地基201和钢轨202,所述钢轨202设置在所述地基201上,所述轮对8设置在所述钢轨202上,所述轮对8与所述钢轨202滑动连接,所述钢轨202之间的距离与所述轮对8相匹配。
34.所述钢轨202平行的设置有两条,运动过程中更加平稳。
35.所述支撑组件2还包括减速电机204、第一驱动滚轮205、第二驱动滚轮206、滚轮转轴207,所述减速电机204的输出端与所述滚轮转轴207连接,所述第一驱动滚轮205设置在所述滚轮转轴207上,所述第一驱动滚轮205之间的距离与所述轮对8相匹配,所述第二驱动滚轮206设置在所述第一驱动滚轮205的一侧,工作时,所述轮对8在所述第一驱动滚轮205和所述第二驱动滚轮206之间转动,增加了所述轮对8的清洗区域。
36.所述支撑组件2还包括止动气缸203,所述止动气缸203设置在所述轮对8的一侧。
37.所述止动气缸203的输出端设置有小滚轮208,工作过程中,所述止动气缸203伸出,将所述小滚轮208顶在所述轮对8上,避免所述轮对8工作工程中轴向窜动。
38.所述止动气缸203设置有两个,分别设置在两个所述轮对8的外侧,对两个车轮进行轴向限位,减少两个车轮的晃动。
39.所述支撑框架3包括底座301、立柱302、横梁303,所述立柱302设置有四个,所述横梁303设置有两个,四个所述立柱302设置在所述底座301的四个角处,所述横梁303对称的设置在所述立柱302的顶端,所述横梁303支撑起所述移动组件4。
40.所述移动组件包括第一滑轨401、第一移动板402、第一伺服电机、齿轮、齿条,所述第一滑轨401设置在所述横梁303上,所述第一移动板402与所述第一滑轨401滑动连接,所述第一伺服电机设置在所述第一移动板402上,所述齿轮与所述第一伺服电机连接,所述齿条与所述第一滑轨401平行的设置在所述横梁303上,所述齿轮与所述齿条啮合,在所述第一伺服电机转动过程中,带动所述第一移动板402在所述第一滑轨401上水平移动。
41.所述第一滑轨401设置在所述横梁303的顶部,每个横梁303上设置有两个所述第一滑轨401,两个所述第一滑轨401在所述第一移动板402的运动过程中导向作用更好,使所述第一移动板402在运动过程中更加平稳。
42.所述第一移动板402在每个所述横梁303上设置有两个。
43.每个所述第一移动板402上设置有一个线箱403,所述线箱403跟随所述第一移动板402一起运动,所述第一伺服电机设置在所述线箱403内,所述线箱403将设备的一些控制线路进行分类,使设备整体外观更加简洁。
44.所述移动组件4还包括第二滑轨404,所述第二滑轨404相对的设置在所述横梁303的侧面,所述第一移动板402与所述第二滑轨404滑动连接。
45.所述第一移动板402分别与所述第一滑轨401和所述第二滑轨404滑动连接,所述第一滑轨401和所述第二滑轨404使所述第一移动板402水平滑动过程中更加稳定,减少运动过程中晃动。
46.所述第一滑轨401为v型滑轨,所述第二滑轨404为圆形滑轨,增强了所述第一移动板402在运动过程中的平稳性。
47.所述移动组件4还包括第二伺服电机405、滚珠丝杆406、螺母407、第二移动板408、连接件409,所述第一移动板402上设置有所述滚珠丝杆406的保护壳410,所述滚珠丝杆406设置在所述保护壳410的内部,所述第二伺服电机405设置在所述保护壳410的顶端,所述第二伺服电机405通过减速器与所述滚珠丝杆406连接,所述第二伺服电机405带动所述滚珠丝杆406转动,所述螺母407套设在所述滚珠丝杆406上,所述第二移动板408通过所述螺母407与所述滚珠丝杆406连接,所述第二移动板408设置在所述保护壳410的外表面,所述连接件409设置在所述第二移动板408上,所述第二伺服电机405带动所述第二移动板408上下移动,进而带动所述连接件409上下移动。
48.所述第二移动板408的上下端都设置有位置传感器,所述位置传感器避免了所述第二移动板408上下移动过程中出现撞击。
49.所述除锈组件5包括第一中空旋转平台501、激光枪502、第三伺服电机503、第四伺服电机504,所述第一中空旋转平台501设置在一个连接件409上,所述第一中空旋转平台501的一端与所述第三伺服电机503连接,所述第一中空旋转平台501的另一端与所述激光枪502连接,所述第三伺服电机503通过所述第一中空旋转平台501带动所述激光枪502转动,转动过程中提高了激光枪502除锈的面积,所述第四伺服电机504设置在所述第二移动板408上,所述第四伺服电机504通过减速器带动所述连接件409整体转动,从而带动所述第一中空旋转平台501、所述激光枪502、所述第三伺服电机503整体转动,进而所述激光枪502实现在四个自由度内运动。
50.所述检测组件6包括相机601、第二中空旋转平台602、第五伺服电机603,所述第二中空旋转平台602设置在另一个所述连接件409上,所述第二中空旋转平台602的一端与所述第五伺服电机603连接,所述第二中空旋转平台602的另一端与所述相机601连接,所述第五伺服电机603通过所述第二中空旋转平台602带动所述相机601转动,进而所述相机601实现在三个自由度内运动,所述第五伺服电机603带动所述相机601按照所述激光枪502的除锈位置进行拍照检测。
51.所述相机601相机在所述激光枪502除锈过程进行实时监测,对所述激光枪502除锈后的所述轮对8表面进行图像采集,根据锈蚀与所述轮对8基底颜色的不同,判断所述激光枪502除锈所处阶段,将信息反馈给控制单元,控制单元再将信息反馈给所述激光枪502,及时修改所述激光枪502参数,避免损伤所述轮对8的基底,提高后续探伤检测数据准确性。
52.所述移动组件4共设置有四个,在每个所述横梁303上设置有两个,四个所述移动组件4提高了除锈效率。
53.所述除锈组件5和所述检测组件6分别设置有两个,对称的设置在所述移动组件4上,两个所述除锈组件5和两个所述检测组件6提高了所述轮对8的除锈效率。
54.两个所述除锈组件5分别设置在一个所述的横梁303的两个所述移动组件4上,两个所述检测组件6分别设置在另一个所述横梁303的两个所述移动组件4上。
55.所述限位组件7包括缓冲架701、缓冲液压缸702、推轮液压缸704、推轮架703,所述推轮架703设置在所述支撑组件2之间,所述推轮液压缸704设置在所述推轮架703的内部,所述推轮液压缸704对所述推轮架703进行支撑,所述缓冲架701对称的设置在所述推轮架的两侧,所述缓冲液压缸702设置在所述缓冲架701的内部,所述缓冲液压缸702对所述缓冲架701进行支撑。
56.工作过程中,所述轮对8在所述推轮架703及所述推轮液压缸704的作用下从等待区进入工作区,进入工作区后所述缓冲架701在所述缓冲液压缸702运用下托住所述轮对8,使所述轮对8从所述钢轨202上缓慢落入所述第一驱动滚轮205和所述第二驱动滚轮206之间,除锈完成后,所述推轮架703在所述推轮液压缸704运用下将所述轮对8推出,除锈完成,等待下一个轮对8进入。
57.所述支撑组件2、所述支撑框架3、所述移动组件4、所述除锈组件5、所述检测组件6、所述限位组件7都设置在所述防护组件1的内部,所述防护组件1对所述轮对8加工过程中产生的空气污染和产生的噪音进行处理。
58.所述防护组件1包括防护罩102、排气管103、挡帘104、检修门101、空气过滤器105,所述排气管103设置在所述防护罩102的顶部,所述挡帘104对称的设置在所述防护罩102的两侧,所述检修门101设置在所述防护罩102一侧,所述空气过滤器105设置在所述排气管103一侧,将所述轮对8设置在所述防护组件1内,减少了空气的污染的同时,也减少了加工中产生的噪音,所述空气过滤器105对加工产生的污染进一步处理,保证了排放满足要求。
59.所述防护罩102的内周贴合有隔音材料,进一步减少了所述轮对8加工过程中产生的噪音。
60.综上所述,上述实施例的一种火车轮对的激光自动除锈装置的工作流程,使用时,轮对8在推轮架703及推轮液压缸704的作用下从等待区进入工作区,进入工作区后缓冲架701在缓冲液压缸702运用下托住轮对8,使得轮对8从钢轨202上缓慢落入第一驱动滚轮205和第二驱动滚轮206之间,止动气缸203工作将轮对8位置固定,防止工作过程中出现轴向窜动,减速电机204工作带动滚轮转轴207转动,滚轮转轴207转动带动第一驱动滚轮205转动,进而带动轮对8在第一驱动滚轮205和第二驱动滚轮206之间转动;
61.第一伺服电机工作带动齿轮转动,通过齿轮和齿条的啮合传动实现第一移动板402在v型滑轨上左右移动,从而实现激光枪502的左右移动,在激光枪502到达轮对8的防尘板座处后,第二伺服电机405工作带动滚珠丝杆406转动,滚珠丝杆406转动带动螺母407上下移动,从而带动第二移动板408上下移动,进而实现激光枪502上下移动,激光枪502到达指定位置后,激光枪502对轮对8表面除锈,当防尘板座除锈完成后,第三伺服电机503工作带动第一中空旋转平台501工作,使得激光枪502完成平面内的转动,转动一定角度后开始对车轮辐板除锈,激光枪502依次对车轮内外辐板进行除锈;
62.车轮副板除锈完成后开始对车轮轴身除锈,轮对8整体除锈完成后,激光枪502恢复到原位;
63.除锈完成后相机601依次对轮对8的防尘板座、车轮内外辐板和轴身进行检测,将未除锈彻底位置信息反馈给控制单元,控制激光枪502进行除锈;
64.除锈完成后,减速电机204停转,推轮架703在推轮液压缸704运用下将轮对8推出,除锈完成,等待下一个轮对8进入。
65.以上显示和描述了本发明的基本原理和主要特征和本发明的优,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

