1.本发明涉及印刷技术领域,尤其涉及一种阳极表面彩色印刷方法。
背景技术:
2.越来越多的电子产品保护壳,产品外壳等产品采用金属材料,可以增加对产品的保护,以及手持握感,美观度,但是目前在在金属材料上进行耐用性的彩色印刷很难或者接受度不高,比如丝印手感不好,不能进行复杂多色印刷,尤其是过渡色的处理,普通的喷漆后热转印/热升华,表面物理性能和化学性能又不能满足日常使用。所以需要找到一个既美观又可靠耐用的印刷方式,还能用于大批量生产。
3.阳极氧化工艺本身比较成熟,但是只能氧化成单一的整体颜色,达不到印刷的效果。市面上也有人开始尝试在阳极工件上进行多次套色印刷,费工费时,浪费和污染极大,不可实际生产。也有人尝试在阳极的基础上进行压电式喷嘴直接印刷,热感应式,和静电式喷嘴很直接印刷,但是生产效率不高,而且很重要的是这种方式只能对平面产品有效,不能对复杂异形曲面表面进行印刷。
4.申请人发现现有技术中至少存在如下问题:无法在金属材料表面,特别是复杂异形曲面进行有效又可靠耐用的印刷,以期达到长期使用的目的。
技术实现要素:
5.本发明实施例所解决的技术问题是无法在金属材料表面进行有效又可靠耐用的印刷的问题。
6.为达上述目的,本发明实施例提供了一种阳极表面彩色印刷方法,包括以下步骤:
7.将经过处理工序的板材进行阳极氧化;
8.在印刷基材上印刷墨水;
9.将经过阳极氧化的板材置于预热后的印刷机器上,再将经过印刷墨水的印刷基材置于所述经过阳极氧化的板材上,然后控制印刷过程的负压为
‑
0.6~
‑
2mp、温度为60℃~200℃,控制印刷时间为10s~20min;
10.对板材阳极氧化表面进行微孔封闭。
11.具体的,对板材的处理工序具体包括:
12.毛坯加工、首次抛光、化学脱脂、热水清洗、冷水冲洗、二次抛光、去屑、中和。
13.具体的,控制印刷过程的温度为80℃~200℃。
14.具体的,控制印刷过程时间为50s~20min。
15.具体的,所述热水清洗包括:使用60~100℃的水对经过所述化学脱脂的板材表面进行清洗。
16.具体的,所述冷水冲洗包括:使用流动的20℃以下的冷水清洗经过所述热水清洗的板材表面。
17.上述技术方案具有如下有益效果:本发明对板材或者工件进行阳极氧化,阳极氧
化后的产品表面有一层氧化膜/氧化层,该氧化膜中会形成丰富致密的毛细小孔。在该氧化膜上进行热升华印刷,使用热升华技术将印刷在热升华膜/热升华纸等媒介上的墨水经过热升华工艺处理,使得热升华的墨水胶囊打开,墨水气化,然后渗透到该阳极氧化后的毛细小孔里面,也就形成了整个氧化膜表层印刷。再进行封孔,由此可确保印花的美观和耐用性。形成的产品最终具有优异的色彩还原度和表现力,有极强的装饰性和耐候性,优良的耐高温性能和低温韧性有超强的耐磨性和抗污性,图案处理色差易于控制,工件整体表现出极强的金属质感。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
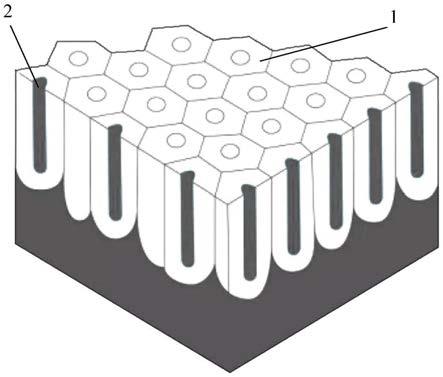
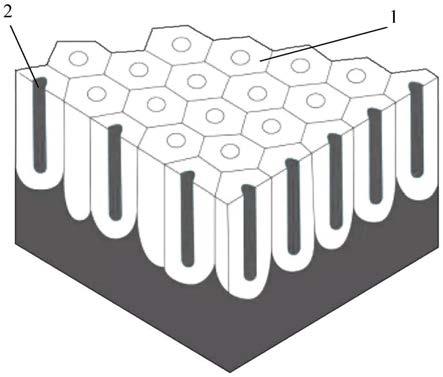
19.图1是本发明实施例提供的经过阳极氧化的板材表面氧化膜结构示意图;
20.图2是本发明实施例提供的经过阳极氧化的板材分层结构示意图。
21.附图标号说明:
22.1、氧化膜;2、氧化孔;3、氧化层;4、活性层;5、基材层。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.本发明提供了一种阳极表面彩色印刷方法,如图1所示,包括以下步骤:
25.将经过处理工序的板材进行阳极氧化;阳极氧化后的产品(板材)表面有一层氧化膜1/氧化层3,如图2所示,经过阳极氧化后的产品(板材)表面从上到下为氧化层3、活性层4和基材层5;要进行阳极氧化的板材作为基材。
26.该氧化膜1中会形成丰富致密的毛细小孔(氧化孔2),氧化孔2可吸附各种润滑剂,适合制造发动机气缸或其他耐磨零件;膜微孔吸附能力强可着色成各种美观艳丽的色彩。
27.在印刷基材上印刷墨水;印刷基材作为印刷媒介,便于使用热升华技术。
28.将经过阳极氧化的板材置于预热后的印刷机器上,再将经过印刷墨水的印刷基材置于所述经过阳极氧化的板材上,然后控制印刷过程的负压为
‑
0.6~
‑
2mp、温度为60℃~200℃,控制印刷时间为10s~20min;根据工件的不同调节不同的印刷参数,达到良好的印刷效果。
29.对板材阳极氧化表面进行微孔封闭。阳极氧化后的产品表面有一层氧化膜/氧化层,该氧化膜中会形成丰富致密的毛细小孔,对板材阳极氧化表面进行微孔封闭可确保印花的美观和耐用性。形成的产品最终具有优异的色彩还原度和表现力,有极强的装饰性和耐候性,优良的耐高温性能和低温韧性有超强的耐磨性和抗污性,图案处理色差易于控制,工件整体表现出极强的金属质感。
30.所述印刷基材包括:pet膜、pvc膜、热转印纸、热升华纸、激光纸、喷墨纸。
31.对板材的处理工序具体包括:
32.毛坯加工、首次抛光、化学脱脂、热水清洗、冷水冲洗、二次抛光、去屑、中和。
33.毛坯加工:通过板材的切割或铸铝的方式完成工件初级加工和下料;
34.首次抛光:通过机械处理的方式,对工件进行抛光处理,去处表面的自然氧化层;
35.化学脱脂:使用热碱溶液对金属制品的表面优质进行乳化和皂化处理,去处工件表面油脂;
36.热水清洗:使用60~100摄氏度的热水对工件表面进行清洗,去处上一步骤乳化油脂;
37.冷水冲洗:通过流动的20摄氏度以下的冷水清洗,进一步提高工件的表面清洁度;
38.二次抛光:使用化学抛光或者电化学抛光,提高工件的表面效果;
39.去屑:使用20摄氏度以下的冷水清洗,去处上一步骤产生的碎屑;
40.中和:去除残留在工件表面的污渍,以便提高印刷效果;
41.控制印刷过程的温度为80℃~200℃。
42.控制印刷过程时间为50s~20min。
43.所述热水清洗包括:使用60~100℃的水对经过所述化学脱脂的板材表面进行清洗。
44.所述冷水冲洗包括:使用流动的20℃以下的冷水清洗经过所述热水清洗的板材表面。
45.本发明对板材或者工件进行阳极氧化,阳极氧化后的产品表面有一层氧化膜/氧化层,该氧化膜中会形成丰富致密的毛细小孔。在该氧化膜上进行热升华印刷,使用热升华技术将印刷在热升华膜/热升华纸等媒介上的墨水经过热升华工艺处理,使得热升华的墨水胶囊打开,墨水气化,然后渗透到该阳极氧化后的毛细小孔里面,也就形成了整个氧化膜表层印刷。再进行封孔,由此可确保印花的美观和耐用性。形成的产品最终具有优异的色彩还原度和表现力,有极强的装饰性和耐候性,优良的耐高温性能和低温韧性有超强的耐磨性和抗污性,图案处理色差易于控制,工件整体表现出极强的金属质感。
46.下面结合具体的应用实例对本发明实施例上述技术方案进行详细说明,实施过程中没有介绍到的技术细节,可以参考前文的相关描述。
47.实施例1:
48.本发明提供了一种阳极表面彩色印刷方法(阳极表面高性能彩色印刷方法),如图1所示,使用热升华技术将印刷在热升华膜/热升华纸等媒介上的墨水经过热升华工艺处理,使得热升华的墨水胶囊打开,墨水气化,然后渗透到该阳极氧化后的毛细小孔里面,也就形成了整个氧化膜表层印刷。根据制程工艺和机器使用不同,该热升华工艺过程温度在80~200摄氏度之间,时间在10秒至15分钟之间。
49.经过第一步的氧化,第二部的热升华印刷后,再经过第三部的封孔,将会使得整个产品表面不再具有吸附性,同时将色彩固定在产品表面,最终实现印刷。
50.主要步骤为:抛光/喷砂/拉丝、除油、遮蔽、阳极氧化、热升华印花、封孔、烘干。
51.具体描述如下:
52.毛坯加工:通过板材的切割或铸铝的方式完成工件初级加工和下料;
53.首次抛光:通过机械处理的方式,对工件进行抛光处理,去处表面的自然氧化层;
54.化学脱脂:使用热碱溶液对金属制品3的表面优质进行乳化和皂化处理,去处工件表面油脂;
55.热水清洗:使用60~100摄氏度的热水对工件表面进行清洗,去处上一步骤乳化油脂;
56.冷水冲洗:通过流动的20摄氏度以下的冷水清洗,进一步提高工件的表面清洁度;
57.二次抛光:使用化学抛光或者电化学抛光,提高工件的表面效果;
58.去屑:使用20摄氏度以下的冷水清洗,去处上一步骤产生的碎屑;
59.中和:去除残留在工件表面的污渍,以便提高印刷效果;
60.阳极氧化之后,封孔之前,需要做的工艺过程有:
61.印刷或者喷绘专用墨水,在带有特殊涂层的印刷基材上;
62.预热专用的印刷机器和制具;
63.将工件置于制具之上,然后将打印好的印刷基材置于上面;
64.根据工件不同,通过负压
‑
0.6~
‑
2mp,温度60~200摄氏度之间调节,时间在50秒到20分钟之间,进行色彩气体渗透如工件的微孔之中;
65.封孔:按照阳极氧化的方式进行微孔的封闭。
66.应该明白,公开的过程中的步骤的特定顺序或层次是示例性方法的实例。基于设计偏好,应该理解,过程中的步骤的特定顺序或层次可以在不脱离本公开的保护范围的情况下得到重新安排。所附的方法权利要求以示例性的顺序给出了各种步骤的要素,并且不是要限于所述的特定顺序或层次。
67.在上述的详细描述中,各种特征一起组合在单个的实施方案中,以简化本公开。不应该将这种公开方法解释为反映了这样的意图,即,所要求保护的主题的实施方案需要比清楚地在每个权利要求中所陈述的特征更多的特征。相反,如所附的权利要求书所反映的那样,本发明处于比所公开的单个实施方案的全部特征少的状态。因此,所附的权利要求书特此清楚地被并入详细描述中,其中每项权利要求独自作为本发明单独的优选实施方案。
68.为使本领域内的任何技术人员能够实现或者使用本发明,上面对所公开实施例进行了描述。对于本领域技术人员来说;这些实施例的各种修改方式都是显而易见的,并且本文定义的一般原理也可以在不脱离本公开的精神和保护范围的基础上适用于其它实施例。因此,本公开并不限于本文给出的实施例,而是与本技术公开的原理和新颖性特征的最广范围相一致。
69.上文的描述包括一个或多个实施例的举例。当然,为了描述上述实施例而描述部件或方法的所有可能的结合是不可能的,但是本领域普通技术人员应该认识到,各个实施例可以做进一步的组合和排列。因此,本文中描述的实施例旨在涵盖落入所附权利要求书的保护范围内的所有这样的改变、修改和变型。此外,就说明书或权利要求书中使用的术语“包含”,该词的涵盖方式类似于术语“包括”,就如同“包括,”在权利要求中用作衔接词所解释的那样。此外,使用在权利要求书的说明书中的任何一个术语“或者”是要表示“非排它性的或者”。
70.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明
的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。