1.本发明涉及线圈缠脚设备技术领域,尤其涉及一种线圈自动缠脚机构。
背景技术:
2.电感是一种常用的电子元件,电感线圈通常包括作为铁芯的磁环和骨架,磁环上缠绕有绕线,骨架上设有针脚,而绕线线头需要缠绕在针脚上。缠脚过程具有压骨架、夹线、绕线缠脚、断尾线、收尾线、压线等过程,比较繁杂。
3.目前现有技术是通过人工手动完成,劳务成本高、工作量大、效率低、速度慢,人工缠脚质量也是参差不齐。
4.本发明就是基于这种情况作出的。
技术实现要素:
5.本发明目的是克服了现有技术的不足,提供一种自动化程度高、速度快、效率高、产品质量高、成本低的线圈自动缠脚机构。
6.本发明是通过以下技术方案实现的:
7.一种线圈自动缠脚机构,包括设于机架上的用于容纳线圈的线圈基座、用于向下顶压并固定线圈骨架的顶压组件、用于夹持绕线线头的绕线夹持组件,所述绕线夹持组件上连接有用于带动绕线夹持组件做三维圆周运动从而将绕线缠在线圈针脚上的绕线驱动组。
8.如上所述的一种线圈自动缠脚机构,所述绕线夹持组件包括夹持座,所述夹持座上设有能相对开合的上夹和下夹、以及用于驱动上夹和下夹开合的夹持驱动。
9.如上所述的一种线圈自动缠脚机构,所述上夹和下夹之间设有夹线沟槽,所述夹线沟槽的一端设有能引导绕线向下伸出的绕线凸嘴。
10.如上所述的一种线圈自动缠脚机构,所述夹线沟槽两端的两侧均设有往夹线沟槽方向倾斜的导向壁。
11.如上所述的一种线圈自动缠脚机构,所述绕线驱动组包括x轴驱动、y轴驱动和z轴驱动,且所述y轴驱动连接在x轴驱动的输出端上,所述z轴驱动连接在y轴驱动的输出端上,所述绕线夹持组件连接在z轴驱动的输出端上。
12.如上所述的一种线圈自动缠脚机构,所述顶压组件包括倾斜向下并能下压线圈骨架的顶压针、用于驱动顶压针伸到线圈骨架处并下压线圈骨架的顶压驱动。
13.如上所述的一种线圈自动缠脚机构,所述线圈基座上方还设有用于将线圈针脚上的绕线向下压实的压线组件,所述压线组件包括能升降并套在针脚上往下压绕线线头的压线套筒、用于驱动压线套筒升降的压线驱动。
14.如上所述的一种线圈自动缠脚机构,所述绕线夹持组件的一侧设有能夹住尾线并移动以将尾线拉断的断线组件,所述断线组件包括能相对开合的拉断夹、以及驱动拉断夹开合的拉断驱动。
15.如上所述的一种线圈自动缠脚机构,所述拉断夹内端面上设有防滑锯齿。
16.如上所述的一种线圈自动缠脚机构,所述绕线夹持组件的另一侧设有用于夹住尾线线头并能和绕线夹持组件发生相对移动的尾线夹持组件;所述尾线夹持组件包括能相对开合的尾线夹爪、以及驱动尾线夹爪开合的尾线夹持驱动。
17.与现有技术相比,本发明有如下优点:
18.1.本发明中,顶压组件下压压住骨架的一边将其固定住,绕线夹持组件夹住绕线,绕线驱动组驱动绕线夹持组件做三维圆周运动,从而将绕线缠绕在针脚上。即线圈基座到达工位之后,顶压针向下移动并下压在线圈骨架上将线圈骨架固定住;接着,上夹和下夹打开,移动到绕线线头位置,将绕线夹在二者之间,此时绕线也夹在绕线凸嘴之内;此后绕线驱动组驱动绕线夹持组件做三维圆周运动从而将绕线缠在线圈针脚上;缠脚完毕之后,压线套筒下移套在针脚之上并压紧针脚上的绕线;然后上夹和下夹打开,拉断夹闭合将绕线线头夹紧,绕线驱动组驱动拉断夹往外移动,从而将绕线线头拉断;绕线线头拉断之后,尾线夹爪打开,拉断夹向尾线夹爪方向移动将尾线转移给尾线夹爪,尾线夹爪夹住尾线,拉断夹打开后再回撤,这样就可以扯出尾线,最后尾线夹爪打开扔掉尾线。继续缠下一个针脚。全程自动化,缠脚速度快,省时省力。
19.2.本发明中,夹线沟槽具有引导绕线、保护绕线不被夹扁、夹断的作用,由于在缠脚过程中,绕线逐渐缩短而滑动,夹线沟槽可以使得绕线能在其中滑动而不被夹死。绕线凸嘴向下凸出,则能将绕线向下引出,这样在将绕线缠绕在针脚的过程中,便于绕线缠绕到针脚上,绕线夹持组件不会和针脚等物产生干涉,不容易撞到针脚。
20.3.本发明中,所述夹线沟槽两端的两侧均设有往夹线沟槽方向倾斜的导向壁。即夹线的时候,绕线需要放置到夹线沟槽中,但允许一定的误差,即绕线放到导向壁上时,导向壁会使绕线滑到夹线沟槽中,也就是方便将绕线置于夹线沟槽中之内。
附图说明
21.下面结合附图对本发明的具体实施方式作进一步详细说明,其中:
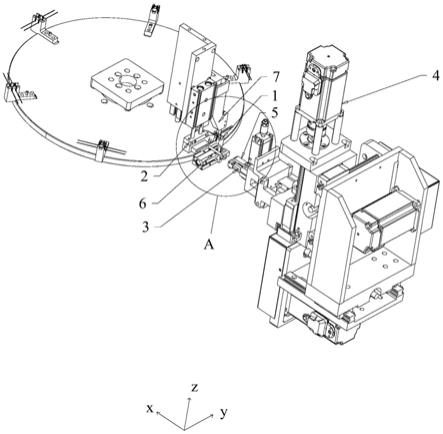
22.图1是本发明立体结构示意图;
23.图2是图1中a处局部放大图;
24.图3是绕线夹持组件和断线组件部分的爆炸图;
25.图4是下夹立体结构图;
26.图5是绕线驱动组立体结构图;
27.图6是顶压组件、尾线夹持组件和压线组件部分的爆炸图。
具体实施方式
28.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
29.如图1至图6所示的一种线圈自动缠脚机构,包括设于机架上的用于容纳线圈的线圈基座1、用于向下顶压并固定线圈骨架的顶压组件2、用于夹持绕线线头的绕线夹持组件3,所述绕线夹持组件3上连接有用于带动绕线夹持组件3做三维圆周运动从而将绕线缠在线圈针脚上的绕线驱动组4。
30.本发明中,顶压组件2下压压住骨架的一边将其固定住,绕线夹持组件3夹住绕线,绕线驱动组4驱动绕线夹持组件3做三维圆周运动,从而将绕线缠绕在针脚上。全程自动化,缠脚速度快。
31.在本发明更具体的实施例中,所述绕线夹持组件3包括夹持座31,所述夹持座31上设有能相对开合的上夹32和下夹33、以及用于驱动上夹32和下夹33开合的夹持驱动34。夹持驱动34优选为气缸。
32.在本发明更具体的实施例中,所述上夹32和下夹33之间设有夹线沟槽331,所述夹线沟槽331的一端设有能引导绕线向下伸出的绕线凸嘴35。所述绕线凸嘴35包括设在上夹32的右半部321和设在下夹33上的左半部332。夹线沟槽331具有引导绕线、保护绕线不被夹扁、夹断的作用,由于在缠脚过程中,绕线逐渐缩短而滑动,夹线沟槽331可以使得绕线能在其中滑动而不被夹死。绕线凸嘴35向下凸出,则能将绕线向下引出,这样在将绕线缠绕在针脚的过程中,便于绕线缠绕到针脚上,绕线夹持组件3不会和针脚等物产生干涉,不容易撞到针脚。
33.在本发明更具体的实施例中,所述夹线沟槽331两端的两侧均设有往夹线沟槽331方向倾斜的导向壁333。即夹线的时候,绕线需要放置到夹线沟槽331中,但允许一定的误差,即绕线放到导向壁333上时,导向壁333会使绕线滑到夹线沟槽331中,也就是方便将绕线置于夹线沟槽331中之内。
34.在本发明更具体的实施例中,所述绕线驱动组4包括x轴驱动41、y轴驱动42和z轴驱动43,且所述y轴驱动42连接在x轴驱动41的输出端上,所述z轴驱动43连接在y轴驱动42的输出端上,所述绕线夹持组件3连接在z轴驱动43的输出端上。即x轴驱动41、y轴驱动42和z轴驱动43一起驱动绕线夹持组件3在三轴移动,从而实现三维圆周运动,实现绕线缠脚。
35.所示x轴驱动41、y轴驱动42和z轴驱动43优选为步进电机、伺服电机或气缸,并通过同步带、齿轮、或导轨滑块传动。如图5所示的实施例中,x轴驱动41、y轴驱动42和z轴驱动43均选用气缸,并使用导轨滑块传动。
36.在本发明更具体的实施例中,如图1、图2、图6所示,所述顶压组件2包括倾斜向下并能下压线圈骨架的顶压针21、用于驱动顶压针21伸到线圈骨架处并下压线圈骨架的顶压驱动22。顶压针21为针状(较为细长)且倾斜向下,有利于减小体积、避免干涉到针脚、拉直的绕线等部件。顶压驱动22优选为气缸。
37.在本发明更具体的实施例中,如图1、图2、图6所示,所述线圈基座1上方还设有用于将线圈针脚上的绕线向下压实的压线组件7,所述压线组件7包括能升降并套在针脚上往下压绕线线头的压线套筒71、用于驱动压线套筒71升降的压线驱动72。压线套筒71下压时先套在针脚上再往下压就会将缠绕在针脚上的绕线压实,结构简单、速度快,精准度高。压线驱动72优选为气缸。压线驱动72本体固定连接在机架上。
38.在本发明更具体的实施例中,如图3所示,所述绕线夹持组件3的一侧设有能夹住尾线并移动以将尾线拉断的断线组件5。优选的,所述断线组件5连接在绕线夹持组件3上,以便绕线夹持组件3带动断线组件5移动。所述断线组件5包括能相对开合的拉断夹51、以及驱动拉断夹51开合的拉断驱动52。缠脚完成之后,需要把多余的线头拉断,压线套筒71套在针脚上并压紧后,拉断夹51夹住绕线之后往外拉,由于针脚根部的绕线是弯曲的,绕线会从靠近针脚的位置被拉断,这样断线位置均在靠近针脚的位置,比较整齐,不会有凸出的线
头。
39.拉断驱动52优选为气缸。如图3所示,拉断夹51的两个半部均转动连接在夹持座31上,且二者之间设有用于复位的弹簧,拉断驱动52输出端和拉断夹51之间通过相对的斜面来传动。
40.在本发明更具体的实施例中,所述拉断夹51内端面上设有防滑锯齿511。由于拉断夹51需要将线头夹地很紧才能拉断线头,防滑锯齿511具有很好的防滑作用,避免拉线的时候线头被扯出。
41.在本发明更具体的实施例中,如图2、图6所示,所述绕线夹持组件3的另一侧设有用于夹住尾线线头并能和绕线夹持组件3发生相对移动的尾线夹持组件6;所述尾线夹持组件6包括能相对开合的尾线夹爪61、以及驱动尾线夹爪61开合的尾线夹持驱动62。尾线被拉断之后,需要尾线夹爪61将尾线夹住,拉断夹51松开尾线并后撤,这样尾线夹爪61就会扯出尾线并扔掉。尾线夹持驱动62优选为气缸。尾线夹持驱动62优选固定在顶压驱动22的输出端。当然,尾线夹爪61需要设在拉断夹51的对面。
42.本发明的工作过程是这样的:线圈基座1到达工位之后,顶压针21向下移动并下压在线圈骨架上将线圈骨架固定住;接着,上夹32和下夹33打开,移动到绕线线头位置,将绕线夹在二者之间,此时绕线也夹在绕线凸嘴35之内;此后绕线驱动组4驱动绕线夹持组件3做三维圆周运动从而将绕线缠在线圈针脚上;缠脚完毕之后,压线套筒71下移套在针脚之上并压紧针脚上的绕线;然后上夹32和下夹33打开,拉断夹51闭合将绕线线头夹紧,绕线驱动组4驱动拉断夹51往外移动,从而将绕线线头拉断;绕线线头拉断之后,尾线夹爪61打开,拉断夹51向尾线夹爪61方向移动将尾线转移给尾线夹爪61,尾线夹爪61夹住尾线,拉断夹51打开后再回撤,这样就可以扯出尾线,最后尾线夹爪61打开扔掉尾线。继续缠下一个针脚。
43.本线圈自动缠脚机构优选对称设置两个,以便分别缠左针脚和右针脚。
44.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。