一种pvd双色喷涂方法及其喷涂装置
技术领域
1.本发明涉及喷涂技术领域,更具体地说,涉及一种pvd双色喷涂方法及其喷涂装置。
背景技术:
2.mim即粉末注射成形,该技术是融合了塑料注塑成型与金属或陶瓷粉末冶金技术而发展起来的一门技术。注射成形突破了传统粉末冶金的成形限制,在三维复杂形状零件的大批量生产方面有着极高的成本优势,在各个领域都有着广泛的应用。不仅产品的结构复杂程度越来越高,外观要求也越来越高,mim件不锈钢类的单色外观通常采用抛光、喷砂、cnc高光、pvd、喷涂、电镀等,特殊的双色外观主要为满足mim零件与整机的颜色匹配,双色pvd已经广泛应用,但是pvd颜色色系有局限性,并不是所有颜色都可以达到外观要求,所以需要考虑pvd配合喷涂达到颜色要求。
3.常规的双色pvd,顶部蓝灰色颜色达不到要求,会偏浅;传统的遮蔽治具,会产生溢漆严重问题,良率低,无法实现量产。
技术实现要素:
4.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种pvd双色喷涂方法及其喷涂装置。
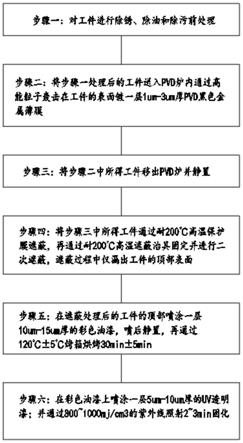
5.本发明解决其技术问题所采用的技术方案是:一种pvd双色喷涂方法,其中,包括以下步骤,
6.步骤一:对工件进行除锈、除油和除污前处理;
7.步骤二:将步骤一处理后的所述工件送入pvd炉内通过高能粒子轰击在所述工件的表面镀一层1um
‑
3um厚pvd黑色金属薄膜;
8.步骤三:将步骤二中所得所述工件移出pvd炉并静置;
9.步骤四:将步骤三中所得所述工件通过耐200℃高温保护膜遮蔽,再通过耐200℃高温遮蔽治具固定并进行二次遮蔽,遮蔽过程中仅漏出所述工件的顶部表面;
10.步骤五:在遮蔽处理后的所述工件的顶部喷涂一层10um
‑
15um厚的彩色油漆,喷后静置,再通过120℃
±
5℃烤箱烘烤30min
±
5min;
11.步骤六:在所述彩色油漆上喷涂一层5um
‑
10um厚的uv透明漆;并通过800~1000mj/cm3的紫外线照射2~3min固化;
12.本发明所述的pvd双色喷涂方法,其中,所述pvd炉内的环境温度是150℃
±
5℃,所述工件在所述pvd炉中被所述高能粒子轰击的时长为3.5h
±
15min;
13.本发明所述的pvd双色喷涂方法,其中,所述pvd黑色金属薄膜为crc薄膜;薄膜硬度hv300
±
20;
14.本发明所述的pvd双色喷涂方法,其中,所述彩色油漆为蓝灰色调色机的铁氟龙油漆;
15.本发明所述的pvd双色喷涂方法,其中,所述高能粒子的主要成分是cr;
16.本发明还公开了一种喷涂装置,其中,包括应用pvd双色喷涂方法的所述工件、夹紧所述工件的所述遮蔽夹具和用于支撑所述遮蔽夹具的支撑座;
17.本发明所述的喷涂装置,其中,所述遮蔽夹具包括供所述工件放置的第一夹块和与所述第一夹块卡扣连接的第二夹块;
18.本发明所述的喷涂装置,其中,所述第一夹块包括架设于所述支撑座上的底板和固定安装于所述底板上的凸台;所述底板上挖设有供所述工件顶部穿过的通孔;所述凸台的内侧表面还挖设有与所述工件的部分侧表面完全贴合的第一凹槽;所述第二夹块的内侧表面挖设有与所述工件的另一部分侧表面完全贴合的第二凹槽;所述第一凹槽与所述第二凹槽相对设置;
19.本发明所述的喷涂装置,其中,所述第二夹块呈u形结构;所述凸台与所述第二夹块过盈配合卡接;
20.本发明所述的喷涂装置,其中,所述第二夹块的两端分别设有至少一个倒钩;所述倒钩与所述凸台的外侧表面相互卡接紧密配合固定。
21.本发明的有益效果在于:该pvd双色喷涂方法在工件表面喷涂一层pvd黑色金属薄膜后,再对工件通过高温保护膜和遮蔽治具进行有效的遮蔽,遮蔽过程中只露出顶部,解决了遮蔽缝隙的问题,避免了溢漆;喷漆后,不仅提高了产品的耐磨性,提高了产品的良率,而且产品的外观美观,成本低,实现了批量生产。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
23.图1是本发明较佳实施例的一种pvd双色喷涂方法的流程示意图;
24.图2是本发明较佳实施例的喷涂装置的结构示意图;
25.图3是本发明较佳实施例的工件的结构示意图;
26.附图标记如下:
27.100
‑
工件;101
‑
支架本体;102
‑
导向杆;103
‑
安装槽;104
‑
镜片槽;
28.105
‑
开口;106
‑
导向槽;107
‑
定位块;200
‑
遮蔽夹具;201
‑
第一夹块;
29.202
‑
第二夹块;203
‑
底板;204
‑
凸台;205
‑
倒钩;206
‑
第一凹槽;
30.207
‑
第二凹槽;300
‑
支撑座。
具体实施方式
31.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
32.本发明较佳实施例的一种pvd双色喷涂方法,如图1所示,包括以下步骤,
33.步骤一:对工件进行除锈、除油和除污前处理;
34.步骤二:将步骤一处理后的工件送入pvd炉内通过高能粒子轰击在工件的表面镀一层1um
‑
3um厚pvd黑色金属薄膜;
35.步骤三:将步骤二中所得工件移出pvd炉并静置;
36.步骤四:将步骤三中所得工件通过耐200℃高温保护膜遮蔽,再通过耐200℃高温遮蔽治具固定并进行二次遮蔽,遮蔽过程中仅漏出工件的顶部表面;
37.步骤五:在遮蔽处理后的工件的顶部喷涂一层10um
‑
15um厚的彩色油漆,喷后静置,再通过120℃
±
5℃烤箱烘烤30min
±
5min;
38.步骤六:在彩色油漆上喷涂一层5um
‑
10um厚的uv透明漆;并通过800~1000mj/cm3的紫外线照射2~3min固化。
39.优选地,pvd炉内的环境温度是150℃
±
5℃,工件在pvd炉中被高能粒子轰击的时长为3.5h
±
15min;高能粒子的主要成分是cr。
40.优选地,pvd黑色金属薄膜为crc薄膜;薄膜硬度hv300
±
20。
41.优选地,彩色油漆为蓝灰色调色机的铁氟龙油漆。
42.该pvd双色喷涂方法在工件表面喷涂一层pvd黑色金属薄膜后,再对工件通过高温保护膜和遮蔽治具进行有效的遮蔽,遮蔽过程中只露出顶部,解决了遮蔽缝隙的问题,避免了溢漆;喷漆后,不仅提高了产品的耐磨性,提高了产品的良率,而且产品的外观美观,成本低,实现了批量生产。
43.如图2
‑
3所示,一种喷涂装置,包括应用pvd双色喷涂方法的工件100、夹紧工件100的遮蔽夹具200和用于支撑遮蔽夹具200的支撑座300。
44.优选地,工件100为升降摄像头支架;该工件100的上部分为支架本体101;下部分为导向杆102;支架本体101上设有安装槽103;安装槽103内表外表面挖设有供摄像头放置的镜片槽104;安装槽103的内侧还设有开口105;导向杆102上挖设有升降导向槽106;导向杆102的一侧还设有定位块107;该工件结构简单,喷漆方便;该工件100的顶部表面喷涂彩色油漆,其余表面喷涂为黑色金属薄膜。
45.优选地,遮蔽夹具200包括供工件100放置的第一夹块201和与第一夹块201卡扣连接的第二夹块202;第一夹块201包括架设于支撑座300上的底板203和固定安装于底板203上的凸台204;底板203上挖设有供工件100顶部穿过的通孔(图中未示);凸台204的内侧表面还挖设有与工件100的部分侧表面完全贴合的第一凹槽206;第二夹块202的内侧表面挖设有与工件100的另一部分侧表面完全贴合的第二凹槽207;第一凹槽206与第二凹槽207相对设置。
46.优选地,第二夹块202呈u形结构;凸台204与第二夹块202过盈配合卡接;第二夹块202的两端分别设有至少一个倒钩205;倒钩205与凸台204的外侧表面相互卡接紧密配合固定。
47.该喷涂装置结构简单,将工件夹紧并遮蔽,仅漏出工件的顶部表面便于喷涂彩色油漆,不仅颜色鲜明,而且不会溢漆,提高了产品的良率。
48.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。