1.本发明属于涡轮增压技术领域,具体涉及一种涡轮增压器轴锁紧螺母动态力矩检测装置及方法。
背景技术:
2.涡轮增压器是利用发动机排出的废气惯性冲力来推动涡轮室内的涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸,空气的压力和密度增大,可以燃烧更多的燃料,相应增加燃料量和调整发动机的转速,进而可以增加发动机的输出功率。
3.涡轮增压器的转子芯轴用于传递涡轮叶片到压气机叶片的动力输出。该芯轴转速高且工作环境较恶劣,转速通常能达到,25万到30万转每分钟。当该锁紧螺母存在虚假力矩时,在恶劣的工况下,会使锁紧螺母发生力矩衰减,进而造成加气机转子和涡轮轴之间的相对运动,该相对运动会导致包括动平衡失效,转子与轴粘连乃至材料高温性能衰退,当超过其屈服应力时,可能会引发轴断裂,进而导致发动机失动的重大安全隐患。因此,对该锁紧螺母的实际有效锁紧力矩检测显得尤为重要。
4.涡轮增压器转子芯轴的锁紧螺母力矩检测方面,目前尚无针对性的检测手段,仅以螺母的拧紧机拧紧过程为保证,属于开环控制,在一定程度上造成了产品的风险。在涡轮增压器的生产过程中,该锁紧力矩仅以拧紧机的拧紧动作作为控制方法,通常为转角法,但这种方法在一致性方面存在问题,显现出多项弊端。其一,系统无法探测到因螺纹加工公差带来的拧紧力矩异常,当螺纹配合的过盈量较大时,可能存在拧紧不到位的情况;其二,系统无法判断因芯轴与压气机轮转子孔配合公差导致的虚假力矩,当该配合过盈量较大时,对压气机轮转子的预压装可能会不到位,从而会导致锁紧螺母拧紧时存在虚假力矩,或锁紧力矩的一致性较差,最终结果仍然等同于压气机轮未被最终锁紧。其三,若拧紧力矩过大时,存在超出轴许用应力的风险,会导致芯轴过早疲劳断裂。
技术实现要素:
5.针对上述情况,本发明提供了一种涡轮增压器轴锁紧螺母动态力矩检测装置及方法,可以在较高转速下检测动态的锁紧力矩。
6.为了实现以上目的,本发明采用如下技术方案:
7.一种涡轮增压器轴锁紧螺母动态力矩检测装置,包括待检工件和检测工位,所述待检工件包括涡轮机叶轮和压气机叶轮,两者通过增压器轴同轴固接,增压器轴外侧设置有增压器中间体;所述检测工位包括设置在所述涡轮机叶轮后侧的驱动电机,所述驱动电机连接轴通过花键一与所述增压器轴后端可拆卸连接,所述压气机叶轮通过锁紧螺母与所述增压器轴前端紧固连接,所述压气机叶轮前方同轴设置有可前后活动的制动电机,所述制动电机连接轴通过花键二连接有连接轴法兰,所述连接轴法兰通过压紧软垫与所述压气机叶轮可离合摩擦接触,所述制动电机的外壳与制动电机的保持架之间设置有扭矩传感
器,所述扭矩传感器底部与地面固定连接,所述驱动电机和制动电机分别通过控制器一和控制器二与控制单元电连接,所述扭矩传感器也与所述控制单元电连接。
8.进一步地,所述增压器中间体的进油端连接有进油管,进油管上设置有单向阀一。
9.进一步地,所述进油管的侧部连接有吹扫管,吹扫管通过单向阀二连接至吹扫泵。
10.进一步地,所述进油管通过供油泵连接至润滑油箱,所述增压器中间体的出油端通过回油管连接至润滑油箱。
11.进一步地,所述吹扫泵的进气口上设置有空气过滤器。
12.该涡轮增压器轴锁紧螺母动态力矩检测装置的检测方法包括以下步骤:
13.步骤一,将所述待检工件安装到所述检测工位上;所述增压器轴后端与所述驱动电机连接轴前端通过花键一连接,所述连接轴法兰通过压紧软垫与所述压气机叶轮压紧接触,并检查所述增压器轴可自由转动。
14.步骤二,开启所述供油泵,给所述增压器中间体泵入润滑油;所述增压器中间体内部设置有润滑油孔道,润滑油通过润滑油孔道充入增压器中间体含油轴承,溢出的润滑油回流到润滑油箱。
15.步骤三,启动所述驱动电机,进而拖动制动电机旋转,开始检测;所述制动电机转子被拖动旋转时,制动电机定子内产生发电电流,所述发电电流经所述控制器二调节,以热量形式耗散;同时在制动电机定子外壳产生制动扭矩,所述制动扭矩传递到所述扭矩传感器,扭矩传感器即可准确地得出所述锁紧螺母的动态扭矩,并且将检测信号输出到控制单元,对检测过程形成闭环动态监控。
16.所述制动电机被驱动电机拖动旋转,从两电机对应的两控制器及控制单元可得出两电机的转速差值,若两电机的转速差值为零,则待检工件锁紧螺母紧固合格;若两电机的转速差值有差异,且呈动态变化,则控制单元发出警报并控制终止检测,说明待检工件锁紧螺母存在紧固失效问题。
17.步骤四,检测结束,关闭供油泵,开启所述吹扫泵;所述吹扫泵用于将增压器中间体内的残余润滑油吹出回流到润滑油箱。
18.步骤五,将被检工件从检测工位上拆卸下,完成检测。
19.本发明还包括能够使其正常使用的其它组件,均为本领域的常规手段,另外,本发明中未加限定的装置或组件,如:控制单元、扭矩传感器、驱动电机和制动电机及其控制器等,均采用本领域的现有技术。
20.本发明的有益效果如下:
21.本发明提供的一种涡轮增压器轴锁紧螺母动态力矩检测装置及方法,其主要是采用驱动电机对制动电机高速拖动,涡轮机叶轮和压气机叶轮在转动运行中进行传动连接和力矩检测,由此判断锁紧力矩是否存在异常,并以此作为被检工件合格品的下线依据,有效杜绝不合格增压器发生质量溢出,乃至发生发动机损坏的严重故障。在高转速下直接对压气机轮的紧固性进行动态测试,模拟实际涡轮增压器轴的工作状态,并有效探测锁紧失效件,防止潜在缺陷件流入市场而造成重大安全事故和经济损失。
附图说明
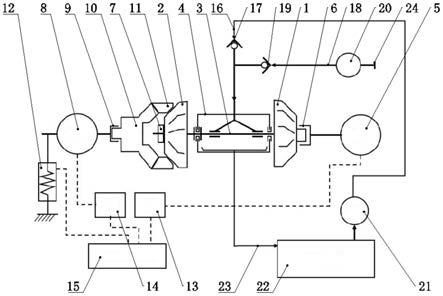
22.图1为实施例中涡轮增压器轴锁紧螺母动态力矩检测装置的结构示意图。
23.图2为实施例中涡轮增压器轴锁紧螺母动态力矩检测方法的工艺流程图。
具体实施方式
24.下面将结合具体的实施例,对本发明的技术方案进行清晰完整地描述,显然,所描述实施例仅仅是本发明的部分实施例,而非全部实施例。
25.需要说明的是,术语“前”、“后”、“内”、“外”等所指示的方位或位置关系均为基于附图所示,仅为便于描述。
26.实施例
27.如图1所示,一种涡轮增压器轴锁紧螺母动态力矩检测装置,包括待检工件和检测工位,所述待检工件包括涡轮机叶轮1和压气机叶轮2,两者通过增压器轴3同轴固接,增压器轴外侧设置有增压器中间体4;所述检测工位包括设置在所述涡轮机叶轮后侧的驱动电机5,所述驱动电机连接轴通过花键一6与所述增压器轴后端可拆卸连接,所述压气机叶轮通过锁紧螺母7与所述增压器轴前端紧固连接,所述压气机叶轮前方同轴设置有可前后活动的制动电机8,所述制动电机连接轴通过花键二9连接有连接轴法兰10,所述连接轴法兰通过压紧软垫11与所述压气机叶轮可离合摩擦接触,所述制动电机的外壳与制动电机的保持架之间设置有扭矩传感器12,所述扭矩传感器底部与地面固定连接,所述驱动电机和制动电机分别通过控制器一13和控制器二14与控制单元15电连接,所述扭矩传感器也与所述控制单元电连接。
28.所述增压器中间体的进油端连接有进油管16,进油管上设置有单向阀一17。
29.所述进油管的侧部连接有吹扫管18,吹扫管通过单向阀二19连接至吹扫泵20。
30.所述进油管通过供油泵21连接至润滑油箱22,所述增压器中间体的出油端通过回油管23连接至润滑油箱。
31.所述吹扫泵的进气口上设置有空气过滤器24,确保吹扫泵进气的洁净度,避免吹扫造成待检工件润滑油孔道污染和润滑油油品污染。
32.如图2所示,该涡轮增压器轴锁紧螺母动态力矩检测装置的检测方法包括以下步骤:
33.步骤一,将所述待检工件安装到所述检测工位上;所述增压器轴后端与所述驱动电机连接轴前端通过花键一连接,所述连接轴法兰通过压紧软垫与所述压气机叶轮压紧接触,并检查所述增压器轴可自由转动。
34.步骤二,开启所述供油泵,给所述增压器中间体泵入润滑油;所述增压器中间体内部设置有润滑油孔道,润滑油通过润滑油孔道充入增压器中间体含油轴承,溢出的润滑油回流到润滑油箱。
35.步骤三,启动所述驱动电机,进而拖动制动电机旋转,开始检测;所述制动电机转子被拖动旋转时,制动电机定子内产生发电电流,所述发电电流经所述控制器二调节,以热量形式耗散;同时在制动电机定子外壳产生制动扭矩,所述制动扭矩传递到所述扭矩传感器,扭矩传感器即可准确地得出所述锁紧螺母的动态扭矩,并且将检测信号输出到控制单元,对检测过程形成闭环动态监控。
36.所述制动电机被驱动电机拖动旋转,从两电机对应的两控制器及控制单元可得出两电机的转速差值,若两电机的转速差值为零,则待检工件锁紧螺母紧固合格;若两电机的
转速差值有差异,且呈动态变化,则控制单元发出警报并控制终止检测,说明待检工件锁紧螺母存在紧固失效问题。
37.步骤四,检测结束,关闭供油泵,开启所述吹扫泵;所述吹扫泵用于将增压器中间体内的残余润滑油吹出回流到润滑油箱。
38.步骤五,将被检工件从检测工位上拆卸下,完成检测。通过检测有效识别涡轮增压器轴锁紧螺母失效件,并予以及时处理,从而杜绝不合格品流入后续生产造成质量溢出的问题。
39.本发明的作用原理如下:
40.该检测装置应用于涡轮增压器总成的装配线,具体可应用于涡轮增压器中间体的检测工位。其中,涡轮机一端为动力输入端,驱动电机通过增压器轴拖动制动电机旋转,制动电机以发电形式消耗功率,同时产生制动扭矩。该制动扭矩设定为待检工件对应型号的涡轮增压器锁紧螺母应当满足的阈值,通过扭矩传感器可以读出实测动态扭矩,并将检测到的扭矩信号输送给控制单元形成闭环监控。涡轮和压气机轮两者转速在正常情况下应相等,其转速差值为零,则被检工件初步判断合格;结合扭矩传感器检测到的动态扭矩信号,进步识别被检工件涡轮增压器轴锁紧螺母锁紧扭矩是否符合设定阈值,若符合则被检工件判定为合格品。当出现锁紧螺母失效时,两者之间就存在不为零的转速差,两电机控制器探测到存在转速差时,控制单元即触发报警信号,被检测件按照不合格件予以处置。
41.本发明的技术方案并不限于上述具体实施例的限制,在不偏离所说明实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的,凡在本发明的精神和原则之内,所作的任何技术变形,均落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。