1.本发明涉及蜂窝板加工技术领域,具体涉及一种高强度蜂窝复合板的制作方法,该蜂窝复合板主要用于大厦外墙装饰,不易变形、平直度好、具有较高的承载强度。
背景技术:
2.蜂窝板的基本结构是蜂窝芯上下两个面上通过不同方法将不同材质的面板与之结合而成。现有的铝制蜂窝板和不锈钢蜂窝板主要区别是上下面板的区别,而蜂窝芯的材质主要是铝蜂窝芯。并且对于蜂窝芯内部的连接主要方式为高强胶连接,部分采用焊接方法。上下面板与蜂窝芯的连接则以高强胶连接。这种粘合而成的结构在强度上有限,不适合高强度的使用情况,而且这种连接方式会对环境产生一定污染。黏胶方式不适用于高温下的蜂窝板的使用,在高温下该种蜂窝板易出现开胶、脱离等问题,且这种方式获得的复合板的承载强度也较低,不适用于对工件的承载强度有一定要求的工况。杨柳在文中所述的蜂窝板为通过胶黏剂结合而成,该种结合方式不适用于高温下的蜂窝板的使用,在高温下该种蜂窝板易出现开胶、脱离等问题;此外,该方法的承载强度也较低,不适用于对工件的承载强度有一定要求的工况。尹小燕在文中所述的铝不锈钢钎焊是在真空钎焊炉中进行,而本文将不再局限于真空环境,只需在惰性气体保护下即可;此外,还简化了焊接过程,不需要在焊前进行钎料的添加过程,扩宽了这种蜂窝复合板的制作条件,为批量生产提供了可能。
3.为改善这种高强胶带来的强度限制和实验设备的尺寸限制,本发明提供了一种蜂窝芯与面板之间的焊接连接方法,以此方法可使得整个结构具备更高的强度以及批量化生产的可能,拓宽了该结构的使用范围。
技术实现要素:
4.本发明的目的是为了克服已有技术的缺点,提供一种机械强度高,耐火性能好,外形美观以及承载强度更高的铝、不锈钢蜂窝复合板的制作方法。该制作方法获得的复合板机械强度更高、抗腐蚀性好、强度高,芯部结构可使用更长时,主要用于大厦外墙装饰等。
5.为实现上述目的,本发明采用的技术方案是:
6.一种铝、不锈钢蜂窝复合板的制作方法,该制作方法包括以下内容:
7.1)在对铝合金面板和不锈钢蜂窝焊接前,用400#的砂纸打磨不锈钢蜂窝,去除表面的氧化膜来保证焊接质量。
8.2)采用轧制方法将固态的al
‑
si合金薄片与铝板轧制成一体,形成铝合金面板,在轧制时要对铝板两侧进行拘束,来保证二者能够实现结合,轧制时需要保证最后成品的合金箔层厚度达到90~110μm,为下一步焊接取得更好的效果提供保证。在轧制过程中要控制轧制温度,轧制温度不能达到铝合金面板的软化温度,否则在轧制时对成品的控制将很难。冷轧时可以在室温下进行,热轧时,铝合金面板不能太软,因此控制热轧温度在铝合金面板的软化温度以下,以使其能够承受较大压力。
9.3)将轧制后的铝合金面板与不锈钢蜂窝芯按照上面板 不锈钢蜂窝芯 下面板的方式进行装配。焊接时需在一密闭容器中进行,焊前需采用惰性气体进行保护,加热台加热到580℃~620℃范围内进行保温,保温5~20分钟;
10.4)完成上述焊接过程后,需在冷却至室温后方可终止惰性气体的输入,避免造成氧化而影响焊接效果。
11.所述铝板述铝板为铝合金板或纯铝板,所用al
‑
si合金薄片的成分应与铝硅系焊材成分相同。
12.一种铝、不锈钢蜂窝复合板,包括上面板、下面板,上、下面板之间的蜂窝芯,其特征在于所述的上面板和下面板均为铝合金面板,蜂窝芯为不锈钢材质。
13.或者在步骤2)之后采用感应钎焊方式进行钎焊,将轧制后的铝合金面板与不锈钢蜂窝芯按照上面板 不锈钢蜂窝芯 下面板的方式进行装配,感应钎焊方式所用参数为感应电流为270
‑
300a,感应加热时间为12
‑
60s,达到al
‑
si合金融化温度580℃~620℃,使al
‑
si合金融化后直接冷却至室温,获得铝、不锈钢蜂窝复合板。但同等条件下感应钎焊连接效果远低于真空环境下的连接效果。
14.优选地,感应电流272
‑
280a,感应加热时间为14
‑
18s。
15.更加优选地,感应电流为275a,感应加热时间为15s。
16.所述al
‑
si合金薄片的厚度为0.05mm~0.1mm。
17.与现有技术相比,本发明的有益效果是:
18.本发明简化了焊接工艺过程,将al
‑
si合金薄片与铝板进行复合做成铝合金面板成品,可随时使用,而且可脱离真空环境焊接,避免真空环境的限制,拓宽了制备工艺;在轧制的过程中可根据所需尺寸决定备料多少,也可进行大尺寸的制备。
19.本技术只需在惰性气体保护下,即可制备相应性能要求的复合板,本发明方法简化了焊接过程,不需要在焊前进行钎料的添加过程,扩宽了这种蜂窝复合板的制作条件,为批量生产提供了可能。
20.本技术是在单层铝合金上进行铝硅合金的轧制使得二者达到原子间结合,先将铝硅合金与铝板轧制到一起从而达成焊接要求,不仅起到连接作用,还能通过添加合金元素的方式加强连接效果,强化焊接作用,不再单纯依靠熔化的铝进行连接,在进行焊接时不需要再去涂抹钎剂,也就不需要单独准备铝硅焊剂,满足焊接需求。在不锈钢蜂窝芯基础上焊接一层铝合金板,采用钎焊的焊接方法,是在一个面上进行连接。此外,本技术简化了焊接过程,可将铝硅合金与铝板一起轧制而成,节省了涂抹或放置钎料这一过程,为批量生产提供了基础。
附图说明
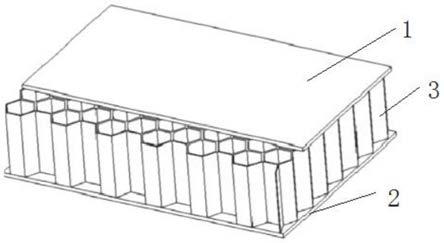
21.图1是本发明蜂窝复合板的结构示意图。
具体实施方式
22.下面结合实施例及附图进一步解释本发明,但并不以此作为对本技术保护范围的限定。
23.本发明公开了一种高强度蜂窝复合板的制作方法,蜂窝复合板主要有上面板1、下
面板3和上、下面板之间的蜂窝芯2所组成,夹层部位的蜂窝芯材质为不锈钢。所述的蜂窝层由若干个不锈钢制蜂格交错邻接而成,沿表层的周边向外延伸有可包围蜂窝层的侧壁。
24.以六边形壁厚0.1mm、蜂窝尺寸3mm为例,所用al
‑
si合金牌号为4004。
25.具体搭配方式根据实际使用情况选定后采用焊接方法将不锈钢与铝合金面板进行连接。蜂窝复合板的制作方法的具体过程是:
26.1)在焊接前,用400#的砂纸打磨不锈钢蜂窝,去除表面的氧化膜来保证焊接质量。
27.2)采用轧制方法将固态的al
‑
si合金薄片与铝板轧制成一体,形成铝合金面板,在轧制时要对铝板两侧进行拘束,来保证二者能够实现结合。轧制时需要保证最后成品的合金箔层厚度达到90~110μm,为下一步焊接取得更好的效果提供保证。
28.3)将轧制后的铝合金面板与不锈钢蜂窝芯按照上面板 不锈钢蜂窝芯 下面板的方式进行装配。装配时需给予焊件约为3mpa的外力,焊接时需在一密闭容器中进行,并采用惰性气体进行保护,加热台加热到580℃~620℃范围内进行保温,保温5~20分钟。在轧制过程中要控制温度,不能达到铝合金面板的软化温度,否则在轧制时对成品的控制将很难。
29.4)完成上述焊接过程后,需在冷却至室温后方可终止惰性气体的输入,避免造成氧化而影响焊接效果。
30.铝合金面板采用冷轧法形成,且在轧制时需在铝板上加附al
‑
si合金。在轧制时要对试样的横向方向(指与轧制方向平行的方向)进行限制,可通过根据加工的铝板尺寸制备模具,模具需要在铝板的横向方向上进行限制。此外,轧制时必须沿同一方向轧制,不能双向轧制,保证铝板和铝硅合金沿同一方向发生变形,最终使得铝板能够和al
‑
si合金达到原子间的结合,可以保证铝合金与铝硅合金实现紧密结合,具备更好的连接效果,在承受载荷时不易发生开裂等问题。此外,在轧制时还需保证轧制完成后al
‑
si合金的厚度在90~110μm,以此保证在进行焊接时所需焊材的使用量。
31.外力施加在工件上方的铝合金面板上方时需要注意所用外物应不与铝板反应,避免外物中某些元素发生扩散从而对焊接效果产生不良影响。
32.本发明制作方法所制备的铝、不锈钢蜂窝复合板在相同尺寸条件、相同压下量下具有比铝蜂窝复合板更高的承载强度,且本技术制作方法脱离真空的限制,所制备板材的大小可控,使适用范围更广,且本技术制作方法相对于常规焊接工艺,承载强度也能显著提高。
33.本发明制作获得的铝、不锈钢复合蜂窝板,具备比相同使用条件下的铝蜂窝芯更高的承载性能和性能效果。
34.本发明复合板不仅质地轻,密封性好,而且具有强度高,坚固性好,本技术制作方法获得的蜂窝复合板材具有较好的强度重量比(材料的抗拉强度与材料表观密度之比叫做比强度)和刚性重量比(材料的弹性模量与材料的表观密度之比为刚性重量比),有效解决了单一实体材料难以在重量、密度、成本、强度、刚性、表面触感等各种性能上完全满足人们越来越高的使用要求。
35.本发明未述及之处适用于现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。