技术特征:
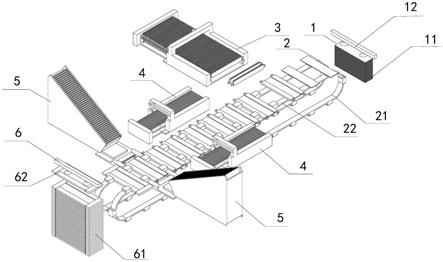
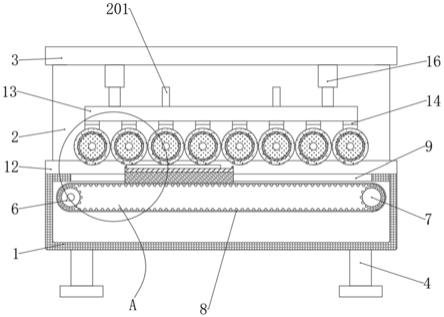
1.一种抽屉面板自动化组装机系统,其特征在于:包括芯板上料单元、芯板传输单元、横档点胶单元、一对竖档点胶单元、压装组合单元、卸料单元、第一智能控制系统和第二智能控制系统;所述芯板上料单元包括芯板储置架和上料臂,所述芯板储置架置于芯板传输单元上游,上料臂位于芯板储置架上方,且上料臂下方设有上料吸盘,所述上料吸盘连接负压系统,由上料臂动力系统驱动上料臂运行;所述芯板传输单元包括芯板传输机架、传送带和传送带动力系统,所述传送带动力系统固定于所述芯板传输机架上,所述传送带安装在芯板传输机架上;所述传送带包括传送带基体和传送带基体上均匀设置的凸体,相邻两个凸体之间形成压装卡位体;所述横档点胶单元包括横档点胶机架、横档输送台和横档点胶臂,所述横档输送台固定于横档点胶机架上,所述横档点胶臂固定于横档点胶机架上且位于横档输送台上方,所述横档点胶臂设置横档点胶组件;所述横档点胶组件包括横档点胶头和移动滑块,所述横档点胶头固定于所述移动滑块上且与送胶管连接,所述横档点胶臂底部设有与移动滑块配套的滑槽,由点胶动力系统驱动移动滑块沿横档点胶臂来回运行,横档点胶头随移动滑块运行并对横档槽口施胶;所述的一对竖档点胶单元对称设置于芯板传输机架的两侧,所述竖档点胶单元包括竖档点胶机架、竖档输送台和竖档点胶臂,所述竖档输送台固定于竖档点胶机架上,所述竖档点胶臂固定于竖档点胶机架上且位于竖档输送台上方,所述竖档点胶臂设置竖档点胶组件;所述竖档点胶组件包括竖档点胶头和移动滑块,所述竖档点胶头固定于所述移动滑块上且与送胶管连接,所述竖档点胶臂底部设有与移动滑块配套的滑槽,由点胶动力系统驱动移动滑块沿竖档点胶臂来回运行,竖档点胶头随移动滑块运行并对竖档安装孔以及槽口施胶;所述压装组合单元包括一对对称设置于芯板传输机架两侧的竖档送料架,所述竖档送料架前端设有组装平台,所述组装平台一端搭接芯板传输机架,所述组装平台的一端设有竖档推杆,与芯板传输机架搭接的一端设有修正组件,由竖档送料架输送竖档至组装平台,再由竖档推杆将竖档经修正组件推送至传送带上与芯板、横档完成组装;所述卸料单元包括成品架和下料臂,所述成品架置于压装组合单元下游,下料臂位于压装组合单元和成品架上方,且下料臂下方设有下料吸盘,所述下料吸盘连接负压系统,由下料臂动力系统驱动下料臂运行;所述芯板上料单元、芯板传输单元、压装组合单元以及卸料单元由第一智能控制系统控制运行,所述横档点胶单元、一对竖档点胶单元由第二智能控制系统控制运行。2.根据权利要求1所述的抽屉面板自动化组装机系统,其特征在于:所述竖档送料架具有斜向芯板传输机架的送料斜坡,所述送料斜坡的出口端具有限位挡板,所述限位挡板由气动推杆驱动,所述气动推杆的动力系统由第一智能控制系统控制。3.根据权利要求1所述的抽屉面板自动化组装机系统,其特征在于:所述芯板传输机架两侧对称设置一对芯板移位装置,所述芯板移位装置包括卡位底盘、竖向伸缩组件、水平伸缩组件和驱动系统,所述卡位底盘固定在所述芯板传输机架上,所述卡位底盘上固定竖向
伸缩组件,所述竖向伸缩组件顶部设有安装台,所述安装台固定水平伸缩组件,所述水平伸缩组件的运行方向与芯板传输机架平行,所述芯板移位装置将组装横档后的芯板由传送带的凸体上推送至传送带的压装卡位体内。4.根据权利要求1所述的抽屉面板自动化组装机系统,其特征在于:所述竖档修正组件包括对称设置在组装平台两侧的修正块,所述修正块与组装平台的侧边挡板之间设有缓冲弹簧组件。5.根据权利要求4所述的抽屉面板自动化组装机系统,其特征在于:所述修正块的入口段设有弧形过渡段。
技术总结
本发明公开一种抽屉面板自动化组装机系统,包括芯板上料单元、芯板传输单元、横档点胶单元、一对竖档点胶单元、压装组合单元、卸料单元、第一智能控制系统和第二智能控制系统。本发明方案提供的加工设备通过将人工与机械自动加工结合,施胶过程独立进行,对组装生产线的工作不产生限制,避免了加工过程中点胶过程的耗时长的制约因素,整个过程中,在连续工作状态下,单个抽屉面板的组装时间在5秒以内,每分钟大约在12个左右,效率有了极大的提高。效率有了极大的提高。效率有了极大的提高。
技术研发人员:蒋伟 夏家军
受保护的技术使用者:泰州市龙洋木业有限公司
技术研发日:2020.05.29
技术公布日:2021/12/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。