1.本实用新型涉及锂电除尘技术领域,尤其涉及一种锂电行业卷绕机除尘装置。
背景技术:
2.锂离子电池(简称锂电池)具有高电压、高容量、长寿命等显著特点,正在拓展电动汽车和储能等大容量市场领域。为了满足更高要求,电池生产过程控制、电池各工序产品品质保证至关重要,小瑕疵也会给最终成品的性质产生致命的影响。
3.中国专利文献公开号cn105280960a公开的一种锂电池极片全自动卷绕机,所述卷绕机包括:输入单元,所述输入单元用于用户输入卷绕信息;分析单元,所述分析单元用于基于所述卷绕信息进行分析,获得卷绕控制指令;卷绕单元,所述卷绕单元用于基于所述卷绕控制指令进行全自动卷绕操作。但是,上述锂电池极片全自动卷绕机在进行极片等芯材的卷绕过程中,难以保证卷绕各工位的清洁卫生,容易使粉尘等杂质混入芯材中污染芯材,进而缩短电池的使用寿命,降低电池的性能,甚至容易引发起火爆炸等安全隐患。
技术实现要素:
4.为了克服现有技术的缺陷,本实用新型所要解决的技术问题在于提出一种锂电行业卷绕机除尘装置,采用裁切组件、若干个传动辊组以及卷绕辊组构成卷绕机构,结合若干个除尘机构,可对多个工位上的卷绕型材同步除尘,可高效可靠地对卷绕过程中的电芯基材进行除尘工作,以确保电芯基材卷绕质量,从而保证电芯成型质量。
5.为达此目的,本实用新型采用以下技术方案:
6.本实用新型提供的一种锂电行业卷绕机除尘装置,包括卷绕机构以及若干个除尘机构,除尘机构用以清除卷绕机构产生的粉尘,卷绕机构包括裁切组件、若干个传动辊组以及卷绕辊组,传动辊组设在送料工位上,裁切组件设在裁切工位上,卷绕辊组设在卷绕工位上,正极片、隔离膜以及负极片可分别通过传动辊组传送到卷绕辊组上进行卷绕动作,以使正极片、隔离膜以及负极片均由送料工位传动到裁切工位再传动到卷绕工位上,正极片、隔离膜以及负极片可同步穿过裁切组件,裁切组件的刀刃端可对经过裁切工位的正极片、隔离膜以及负极片同步进行裁切动作,至少一个设在裁切工位上的除尘机构配置为第一除尘组,第一除尘组的除尘口与裁切组件的刀刃端相对应。
7.本实用新型优选的技术方案在于,裁切组件包括上裁刀组以及下裁刀组,上裁刀组以及下裁刀组分别设在裁切工位上,上裁刀组与下裁刀组相切适配,以同步裁断正极片、隔离膜以及负极片,上裁刀组的刀刃端以及下裁刀组的刀刃端分别与第一除尘组的除尘口相对应。
8.本实用新型优选的技术方案在于,第一除尘组包括第一除尘器以及第二除尘器,上裁刀组的刀刃端与第一除尘器的除尘口相对应,下裁刀组的刀刃端与第二除尘器的除尘口相对应。
9.本实用新型优选的技术方案在于,至少一个设在卷绕工位上的除尘机构配置为第
二除尘组,第二除尘组的除尘口与卷绕辊组的外周面相对应。
10.本实用新型优选的技术方案在于,送料工位包括正极送料工位,正极送料工位设有正极辊组,正极片可沿正极辊组的外周面传送到传动辊组的外周面上,至少一个设在正极送料工位上的除尘机构配置为第三除尘组,第三除尘组的除尘口与正极片的表面相对应。
11.本实用新型优选的技术方案在于,送料工位包括隔膜送料工位,隔膜送料工位设有隔膜辊组,隔离膜可沿隔膜辊组的外周面传送到传动辊组的外周面上,至少一个设在隔膜送料工位上的除尘机构配置为第四除尘组,第四除尘组的除尘口与隔离膜的表面相对应。
12.本实用新型优选的技术方案在于,送料工位包括负极送料工位,负极送料工位设有负极辊组,负极片可沿负极辊组的外周面传送到传动辊组的外周面上,至少一个设在负极送料工位上的除尘机构配置为第五除尘组,第五除尘组的除尘口与负极片的表面相对应。
13.本实用新型优选的技术方案在于,隔离膜夹在正极片与负极片之间。
14.本实用新型的有益效果为:
15.本实用新型提供的锂电行业卷绕机除尘装置,在正极片、隔离膜以及负极片等基材的卷绕过程中,传动辊组将上述基材传导到卷绕辊组上,卷绕辊组通过卷绕动作将上述基材卷绕成圈后,裁切组件将上述基材进行同步裁切,上述基材由送料工位传动到裁切工位再传动到卷绕工位上,实现送料、卷绕以及裁切动作。其中,除尘机构可对卷绕过程进行粉尘吸附动作,第一除尘组的除尘口正对着裁切组件的刀刃端,可对附着在裁切组件的刀刃端上的粉尘等杂质进行吸附清除,保证正极片、隔离膜以及负极片等基材被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染上述基材,确保卷绕过程中没有颗粒、杂物、粉尘等混入上述基材中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。通过上述过程,使锂电行业卷绕机除尘装置可以高效可靠地对卷绕过程中的电芯基材进行除尘工作,以确保电芯基材卷绕质量,从而保证电芯成型质量。
附图说明
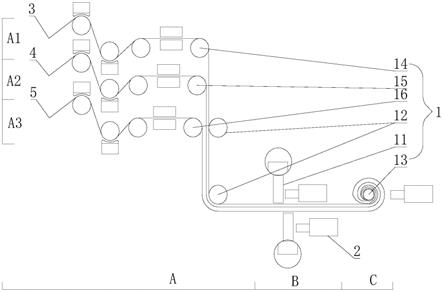
16.图1是本实用新型具体实施方式中提供的锂电行业卷绕机除尘装置的整体结构示意图;
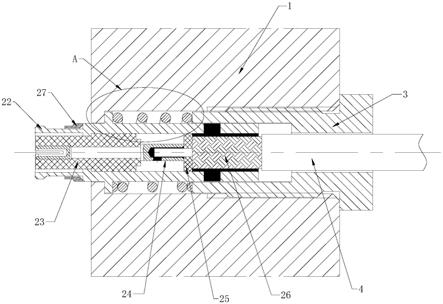
17.图2是本实用新型具体实施方式中提供的锂电行业卷绕机除尘装置的细节结构示意图。
18.图中:
19.1、卷绕机构;11、裁切组件;111、上裁刀组;112、下裁刀组;12、传动辊组;13、卷绕辊组;14、正极辊组;15、隔膜辊组;16、负极辊组;2、除尘机构;21、第一除尘组;211、第一除尘器;212、第二除尘器;22、第二除尘组;23、第三除尘组;24、第四除尘组;25、第五除尘组;3、正极片;4、隔离膜;5、负极片;a、送料工位;a1、正极送料工位;a2、隔膜送料工位;a3、负极送料工位;b、裁切工位;c、卷绕工位。
具体实施方式
20.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
21.如图1和图2所示,为了使锂电行业卷绕机除尘装置可以高效可靠地对卷绕过程中的电芯基材进行除尘工作,以确保电芯基材卷绕质量,从而保证电芯成型质量,进一步地,本实施例中提供的一种锂电行业卷绕机除尘装置,包括卷绕机构1以及若干个除尘机构2,除尘机构2用以清除卷绕机构1产生的粉尘,卷绕机构1包括裁切组件11、若干个传动辊组12以及卷绕辊组13,传动辊组12设在送料工位a上,裁切组件11设在裁切工位b上,卷绕辊组13设在卷绕工位c上,正极片3、隔离膜4以及负极片5可分别通过传动辊组12传送到卷绕辊组13上进行卷绕动作,以使正极片3、隔离膜4以及负极片5均由送料工位a传动到裁切工位b再传动到卷绕工位c上,正极片3、隔离膜4以及负极片5可同步穿过裁切组件11,裁切组件11的刀刃端可对经过裁切工位b的正极片3、隔离膜4以及负极片5同步进行裁切动作,至少一个设在裁切工位b上的除尘机构2配置为第一除尘组21,第一除尘组21的除尘口与裁切组件11的刀刃端相对应。在正极片3、隔离膜4以及负极片5等基材的卷绕过程中,传动辊组12将上述基材传导到卷绕辊组13上,卷绕辊组13通过卷绕动作将上述基材卷绕成圈后,裁切组件11将上述基材进行同步裁切,上述基材由送料工位a传动到裁切工位b再传动到卷绕工位c上,实现送料、卷绕以及裁切动作。其中,除尘机构2可对卷绕过程进行粉尘吸附动作,第一除尘组21的除尘口正对着裁切组件11的刀刃端,可对附着在裁切组件11的刀刃端上的粉尘等杂质进行吸附清除,保证正极片3、隔离膜4以及负极片5等基材被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染上述基材,确保卷绕过程中没有颗粒、杂物、粉尘等混入上述基材中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。除尘机构2通过多频声波与精密流体控制、非接触式、干式、等离子体等原理实现电芯内部极片除尘,不损伤极片及涂层,本技术技术基于锂电池卷绕工艺的参数结合,实现智能化粉尘控制和监测。通过上述过程,使锂电行业卷绕机除尘装置可以高效可靠地对卷绕过程中的电芯基材进行除尘工作,以确保电芯基材卷绕质量,从而保证电芯成型质量。
22.优选地,裁切组件11包括上裁刀组111以及下裁刀组112,上裁刀组111以及下裁刀组112分别设在裁切工位b上,上裁刀组111与下裁刀组112相切适配,以同步裁断正极片3、隔离膜4以及负极片5,上裁刀组111的刀刃端以及下裁刀组112的刀刃端分别与第一除尘组21的除尘口相对应。上裁刀组111与下裁刀组112相配合,以裁切正极片3、隔离膜4以及负极片5等基材,第一除尘组21的除尘口正对着上裁刀组111以及下裁刀组112的刀刃端,可对附着在上裁刀组111以及下裁刀组112的刀刃端上的粉尘等杂质进行吸附清除,保证正极片3、隔离膜4以及负极片5等基材被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染上述基材,确保卷绕过程中没有颗粒、杂物、粉尘等混入上述基材中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
23.优选地,第一除尘组21包括第一除尘器211以及第二除尘器212,上裁刀组111的刀刃端与第一除尘器211的除尘口相对应,下裁刀组112的刀刃端与第二除尘器212的除尘口相对应。第一除尘器211的除尘口正对着上裁刀组111的刀刃端,第二除尘器212的除尘口正对着下裁刀组112的刀刃端,可对附着在上裁刀组111以及下裁刀组112的刀刃端上的粉尘等杂质进行吸附清除,保证正极片3、隔离膜4以及负极片5等基材被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染上述基材,确保卷绕过程中没有颗粒、杂物、粉尘等混入上述基
材中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
24.优选地,至少一个设在卷绕工位c上的除尘机构2配置为第二除尘组22,第二除尘组22的除尘口与卷绕辊组13的外周面相对应。第二除尘组22的除尘口正对着卷绕辊组13的外周面,可对附着在卷绕辊组13的外周面上的粉尘等杂质进行吸附清除,保证正极片3、隔离膜4以及负极片5等基材被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染上述基材,确保卷绕过程中没有颗粒、杂物、粉尘等混入上述基材中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
25.优选地,送料工位a包括正极送料工位a1,正极送料工位a1设有正极辊组14,正极片3可沿正极辊组14的外周面传送到传动辊组12的外周面上,至少一个设在正极送料工位a1上的除尘机构2配置为第三除尘组23,第三除尘组23的除尘口与正极片3的表面相对应。第三除尘组23的除尘口正对着正极片3的表面,可对附着在正极片3的表面上的粉尘等杂质进行吸附清除,保证正极片3被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染正极片3,确保卷绕过程中没有颗粒、杂物、粉尘等混入正极片3中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
26.优选地,送料工位a包括隔膜送料工位a2,隔膜送料工位a2设有隔膜辊组15,隔离膜4可沿隔膜辊组15的外周面传送到传动辊组12的外周面上,至少一个设在隔膜送料工位a2上的除尘机构2配置为第四除尘组24,第四除尘组24的除尘口与隔离膜4的表面相对应。第四除尘组24的除尘口正对着隔离膜4的表面,可对附着在隔离膜4的表面上的粉尘等杂质进行吸附清除,保证隔离膜4被卷绕时保持清洁,避免粉尘等杂质污染隔离膜4,确保卷绕过程中没有颗粒、杂物、粉尘等混入隔离膜4中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
27.优选地,送料工位a包括负极送料工位a3,负极送料工位a3设有负极辊组16,负极片5可沿负极辊组16的外周面传送到传动辊组12的外周面上,至少一个设在负极送料工位a3上的除尘机构2配置为第五除尘组25,第五除尘组25的除尘口与负极片5的表面相对应。第五除尘组25的除尘口正对着负极片5的表面,可对附着在负极片5的表面上的粉尘等杂质进行吸附清除,保证负极片5被卷绕时保持清洁,避免涂层碎屑、粉尘等杂质污染负极片5,确保卷绕过程中没有颗粒、杂物、粉尘等混入负极片5中,避免混入杂物引起成型的锂电池内部造成微短路甚至起火爆炸的问题。
28.优选地,隔离膜4夹在正极片3与负极片5之间。隔离膜4置于正极片3与负极片5之间,为一微孔性及多孔性之薄膜,材质以pp、pe为主,主要作用在于隔离正极片3以及负极片5,可使离子通过,并具有保持电解液的功能。
29.本实用新型是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本实用新型不受此处所公开的具体实施例的限制,其他落入本技术的权利要求内的实施例都属于本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。