表面具有crb2硬质涂层的冰刀
技术领域
1.本实用新型涉及一种表面具有crb2硬质涂层的冰刀。
背景技术:
2.近年来冰雪运动快速发展,滑冰运动是冰雪运动的重要组成部分,冰刀是滑冰运动中使用的重要工具。在滑冰运动的竞技过程中,除了运动员的个人水平之外,冰刀的选择对竞技成绩也存在着极大的影响。冰刀质量的好坏与冰刀材料的物理、化学、力学性质有着很大的关系,主要包括材料的刚度、强韧性、表面耐磨性和耐腐蚀性。目前,国内对高性能冰刀的研究尚不丰富,运动员使用的优质冰刀大部分依靠进口。研制新型高性能冰刀,对于实现冰刀设计和生产的自主化、提升相关冰上运动的竞技成绩具有重要意义。
3.国产的冰刀主要为不锈钢、高速钢和弹簧钢等材质,其刀身整体的刚度和强韧性一般能够满足使用要求,冰刀的失效一般为刀刃的损坏。刀刃的损坏,比较常见的包括钝刃、偏刃和脊刃等几种形式,其主要是由于冰刀刀刃表面耐磨性能差导致的。通过对整个冰刀实施进一步的热处理,可以提升冰刀的硬度,进而使冰刀刀刃表面的耐磨性提升。但是,金属材料的热处理是“硬则脆”的矛盾体,硬度提升的同时材料的脆性将显著升高。脆性较高的冰刀,难以承受运动员在竞技过程中的爆发性用力,刀身易于断裂。同时,热处理过程中还会出现多种不可预见的变形,给后续加工带来困难。此外,冰刀在使用和长期存放的过程中,刀刃区域不可避免的会发生环境腐蚀,需要经常对刀刃进行打磨除锈,使刀刃产生损耗,造成冰刀的受用寿命缩短。
技术实现要素:
4.本实用新型的目的在于提供一种表面具有crb2硬质涂层的冰刀,其能够在保持冰刀本体原有刚度和强韧性的前提下,提高冰刀本体的耐磨性和耐腐蚀性,方便快捷。
5.为达到上述目的,本实用新型提供如下技术方案:一种表面具有crb2硬质涂层的冰刀,包括冰刀本体、及涂覆在所述冰刀本体上且用以提高所述冰刀本体耐磨性和耐腐蚀性的保护层,所述保护层与所述冰刀本体的表面贴合设置。
6.进一步地,所述保护层包括涂覆在所述冰刀本体上的耐磨层、及涂覆在所述耐磨层上的耐腐蚀层,所述耐磨层和耐腐蚀层紧密贴合。
7.进一步地,所述耐磨层为cr涂层,所述耐腐蚀层为crb2涂层。
8.进一步地,所述crb2涂层的厚度范围为4~12μm。
9.进一步地,所述cr涂层的厚度范围为0.5~3μm。
10.进一步地,所述保护层的总厚度范围为4.5~15μm。
11.进一步地,所述保护层皆通过磁控溅射形成。
12.进一步地,所述冰刀本体的材质为不锈钢。
13.本实用新型的有益效果在于:通过在冰刀本体上设置有保护层,该保护层可以使得冰刀本体在保持原有刚度和强韧性的前提下,还能够提高冰刀本体的耐磨性和耐腐蚀
性,方便快捷。
14.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
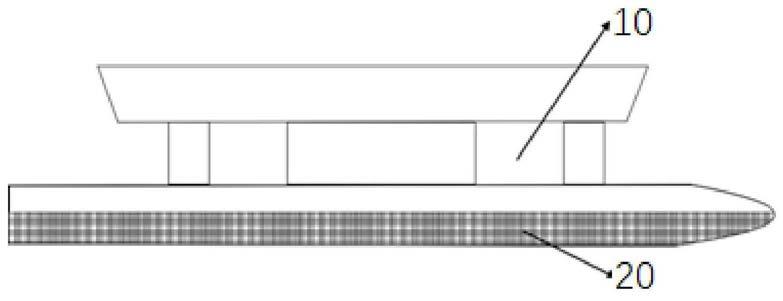
15.图1为本实用新型的表面具有crb2硬质涂层的冰刀的结构示意图。
16.图2为图1中的保护层结构示意图。
具体实施方式
17.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
18.请参见图1及图2,本实用新型的一较佳实施例中的一种表面具有crb2硬质涂层的冰刀,包括冰刀本体10、及涂覆在所述冰刀本体10上且用以提高所述冰刀本体10耐磨性和耐腐蚀性的保护层20,所述保护层20与所述冰刀本体10 的表面贴合设置。其中,保护层20设置在冰刀本体10的刀刃处,诚然,在其他实施例中,冰刀本体10的表面全部设置有保护层20,在此不做具体限定,根据实际情况而定。将保护层20和冰刀本体10的表面贴合设置的目的在于:防止保护层20与冰刀本体10脱落,进而降低冰刀本体10的耐磨性和耐腐蚀性。在本实施例中,所述冰刀本体10的材质为不锈钢。诚然,在其他实施例中,所述冰刀本体10的材质也可以为其他,例如高速钢、弹簧钢等,在此不做具体限定,根据实际情况而定。
19.通过设置有保护层20,从而不需对整个冰刀本体10进行热处理,可以避免热处理过程中“硬则脆”的矛盾,从而保持冰刀本体10材料原有刚度和强韧性,还可以避免热处理过程不可预见的变形对冰刀本体10的形态带来的影响。所述保护层20的总厚度范围为4.5~15μm,且所述保护层20皆通过磁控溅射形成。
20.其中,所述保护层20包括涂覆在所述冰刀本体10上的耐磨层2、及涂覆在所述耐磨层2上的耐腐蚀层1,所述耐磨层2和耐腐蚀层1紧密贴合。该耐磨层 2和耐腐蚀层1紧密贴合的目的同上,在此不做赘述。在本实施例中,所述耐磨层2为cr涂层2,所述耐腐蚀层1为crb2涂层1。其中,cr涂层2可以显著降低crb2涂层1和冰刀本体10之间由于晶格不匹配而产生的界面应力,进而提高整个保护层20与冰刀本体10间的结合稳定性。此外,由于cr层自身较为良好的化学稳定性,还可以辅助提升整个保护层20的耐腐蚀性能。
21.呈上述,所述crb2涂层1的厚度范围为4~12μm,所述cr涂层2的厚度范围为0.5~3μm。其中,crb2涂层1和cr涂层2的磁控溅射过程为:首先,对普通铁素体不锈钢冰刀本体10进行表面清洁处理,将冰刀本体10置于酒精和丙酮混合溶液中超声波清洗15min。然后,利用高真空磁控溅射设备,在表面清洁处理后的普通铁素体不锈钢冰刀刀刃区域表面沉积cr涂层2。具体的:将设备抽真空至5.0
×
10
‑
2pa以上真空度,设置加热温度为100℃。待腔体真空度低于 3.0
×
10
‑
3pa时通入纯度为99.999%的氩气(ar),使腔室内气压达到1.064pa,打开偏压电源,对冰刀本体10施加
‑
300v的偏压进行刻蚀,刻蚀时间为15min。然后调整ar的流量,在气压达到0.2pa时,开启直流磁控溅射电源,将金属cr 靶设定恒定溅射功率为80w,开始在冰刀本体10的表面沉积金属cr层,沉积时间为30min。
22.而后,在cr涂层2表面磁控溅射crb2涂层1:在沉积之前,真空腔内基础压力低于3
×
10
‑
3pa,在250℃温度下通入纯度为99.999%氩气(ar)。在气压达到 0.3pa时,开启直流磁控溅射电源,将crb2靶设定为恒定溅射功率为320w,开始沉积crb2涂层1,沉积时间60min。
23.在本实用新型的一较佳实施例中,冰刀本体10的刀刃区域表面具有cr/crb2 保护层20,该保护层20的整体厚度大约为10μm,且各涂层结构致密。该具有保护层20的冰刀本体10的力学性能测试结果为:硬度为50.2
±
1gpa,弹性模量为512.3
±
15gpa。其耐腐蚀性能测试结果为:该具有保护层20的冰刀本体 10的刀刃区域在常温3.5wt.%nacl水溶液中浸泡720h无明显锈斑、蚀孔产生。
24.综上所述:通过在冰刀本体10上设置有保护层20,该保护层20可以使得冰刀本体10在保持原有刚度和强韧性的前提下,还能够提高冰刀本体10的耐磨性和耐腐蚀性,方便快捷。
25.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
26.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。