1.本技术涉及打印设备的技术领域,尤其是涉及一种丝网模板及其打印方法。
背景技术:
2.传统的丝网制版法,从分色描稿、黑白胶片制作、上胶、曝光显影到成品花网有十多道工序,总体上讲,工序多、工艺路线长、手工凭经验操作为主。因而精细度、精密度、均匀性。重现性、速度和效率等方面都存在较大的问题,特别是在国际上印花图案的设计风格朝着精细朦胧的方向发展贸易订单向着“小批量、多花色、快交货、高质量"发展的今天,传统感光制网法已经成为提高印花质量和快速反应能力的瓶颈。
3.为解决此问题,本发明采用新的方式提出了简单高效的一种丝网模板及其打印方法。
技术实现要素:
4.为了提高丝网的打印效率,本技术提供了一种丝网模板及其打印方法。
5.第一方面,本技术提供一种丝网模板,采用如下的技术方案:一种丝网模板,包括板框,所述板框的底部设有卡槽,所述卡槽内设有挤压件,所述卡槽内部通过挤压件设有热熔丝网板。
6.通过采用上述技术方案:在进行打印之前,将热熔丝网板卡进到卡槽内,并通过挤压件进行固定,结构简单,操作方便。
7.可选的,所述挤压件包括设置在卡槽内的弹性挤压条,所述卡槽的外侧螺纹连接有挤压螺栓。
8.通过采用上述技术方案:在热熔丝网板卡入卡槽后,通过拧紧螺栓抵紧弹性挤压条使其靠近并抵紧热熔丝网板实现固定。
9.第二方面,本技术提供了一种丝网模板的打印方法,包括以下步骤:s1、将热熔丝网板插入到卡槽并动过弹性挤压条和挤压螺栓固定;s2、将带有热熔丝网板的板框固定在制版机上进行自动打印;s3、将打印完毕的丝网模板拆卸后,重复上述步骤打印下一个模板。
10.通过采用上述技术方案:通过使用制版机,可实现自动打印,提高了制版效率。
11.可选的,制版机包括机架,所述机架上滑动设置有龙门架,所述龙门架由设置在机架上的驱动机构驱动,所述机架上设有板框定位机构,所述龙门架上设有胶辊,所述龙门架的下端设有若干拼接的打印头,所述胶辊和打印头分设在板框定位机构的两侧,还包括控制丝网制版机运行的控制器。
12.通过采用上述技术方案:龙门架由驱动机构驱动可以在机架上实现滑动,板框定位机构用于固定板框,在控制器的控制下,龙门架带动打印头和胶辊往复移动实现打印,提高了网版的打印制作效率。
13.可选的,所述机架上设有滑轨,所述龙门架滑动设置在滑轨上,所述驱动机构包括
设置在机架一端的驱动电机,所述驱动电机的输出轮通过同步带驱动连接主动轴,所述主动轴通过开口带驱动连接从动轴,开口带的两端分别固定在龙门架的两侧。
14.通过采用上述技术方案:通过设置滑轨,一是便于实现龙门架的滑动,二是可以对龙门架进行定位,实现龙门架的精准滑动。
15.可选的,所述板框定位机构包括设置在机架上的螺杆、套设在螺杆上的压紧件和螺纹连接在螺杆上的用于抵紧压紧件的螺母。
16.通过采用上述技术方案:在网版放置到机架上后,转动螺母使得螺母向下移动并锁紧压紧件,使得压紧件压紧网版,从而实现对网版的定位和紧固。
17.可选的,所述压紧件包括套设在螺杆上的套筒部和与套筒部连接的压板。
18.通过采用上述技术方案:在网版放置到机架上后,转动螺母时,先转动压板使其处于网版的上方,转动螺母时,螺母不断向下移动使得压板抵紧在网版上实现对网版的定位和紧固。
19.可选的,所述龙门架上设有摆臂机构,所述胶辊通过摆臂机构与龙门架连接。
20.通过采用上述技术方案:摆臂机构用于带动胶辊摆动,便于拆卸网版,合理利用机架的空间。
21.可选的,所述摆臂机构包括龙门架上转动连接的转轴,所述转轴上固定连接有摆臂,所述摆臂的下端转动连接有胶辊,还包括驱动和控制转轴转动幅度的驱动组件。
22.通过采用上述技术方案:通过设置驱动组件可以对转轴的转动幅度进行控制,从而实现胶辊不同位置的定位,使得胶辊按照特定位置进行动作。
23.可选的,所述驱动组件包括动力件和安装在龙门架上的检测组件,所述检测组件电连接控制器,所述控制器电连接动力件。
24.通过采用上述技术方案:动力件用于驱动转轴转动,检测组件用于检测转动的转动角度,将检测组件的检测信号传递给控制器,控制器控制动作组件的动作,使得转轴转动到特定位置,从而实现胶辊的定位。
25.可选的,所述动力件包括安装在龙门架上的步进电机,所述步进电机的输出轴连接有驱动齿轮,所述驱动齿轮与设置在转轴上的从动齿轮啮合。
26.通过采用上述技术方案:步进电机动作带动驱动齿轮转动,从而与驱动齿轮啮合的从动齿轮转动,从而带动转轴转动。
27.可选的,所述检测组件包括设置在龙门架上的第一传感器、第二传感器和复位传感器,所述转轴上设有与第一传感器对应的第一感应片、与第二传感器对应的第二感应片和与复位传感器对应的第三感应片。
28.通过采用上述技术方案:通过设置第一传感器和第一感应片,第二传感器和第二感应片以及复位传感器和第三感应片,能够感应到转轴的转动位置,当感应到位置后,控制器控制步进电机停止转动,从而实现定位的功能。
29.综上所述,本技术包括以下至少一种有益技术效果:1.丝网模板结构简单,易于操作和进行打印。
30.2.龙门架由驱动机构驱动可以在机架上实现滑动,板框定位机构用于固定板框,在控制器的控制下,龙门架带动打印头和胶辊往复移动实现打印,提高了网版的打印制作效率。
附图说明
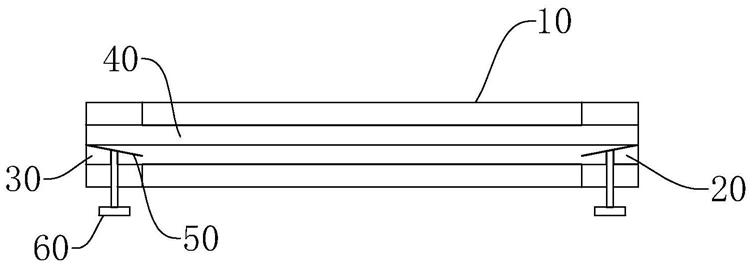
31.图1是本技术实施例的板框的结构示意图图2是本技术实施例的整体结构示意图。
32.图3是本技术实施例的机架和驱动机构的结构示意图。
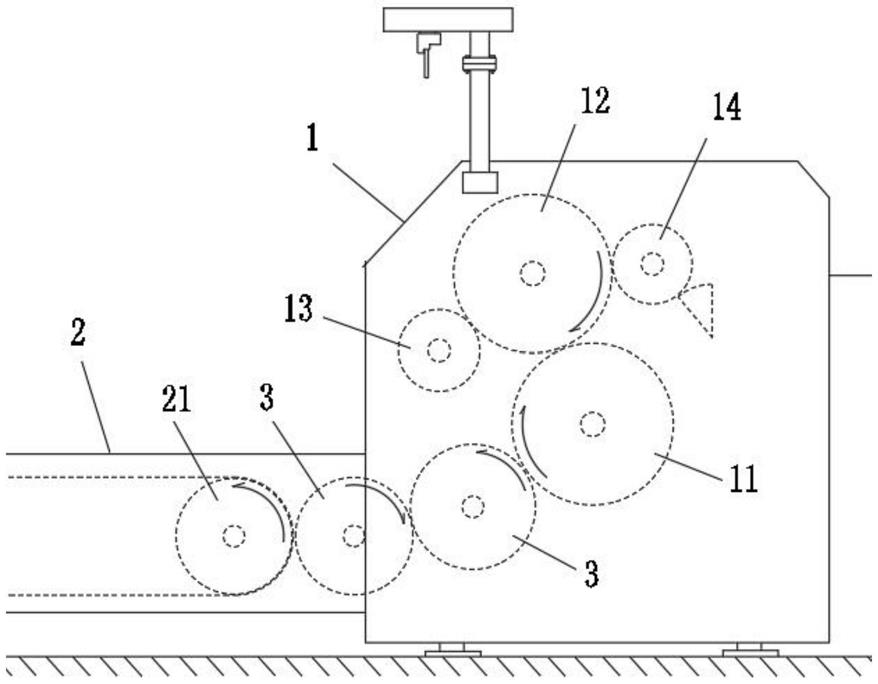
33.图4是本技术实施例的侧面结构示意图。
34.图5是本技术实施例的龙门架及摆臂机构的结构示意图。
35.10、板框;20、卡槽;30、挤压件;40、热熔丝网板;50、弹性挤压条;60、挤压螺栓;100、机架;110、滑轨;200、龙门架;210、胶辊;220、打印头;300、驱动机构;310、驱动电机;320、同步带;330、主动轴;340、开口带;350、从动轴;400、板框定位机构;410、螺杆;420、压紧件;421、套筒部;422、压板;430、螺母;500、控制器;600、摆臂机构;610、转轴;620、摆臂;700、驱动组件;710、动力件;711、步进电机;712、驱动齿轮;713、从动齿轮;720、检测组件;721、第一传感器;722、第二传感器;723、复位传感器;724、第一感应片;725、第二感应片;726、第三感应片。
具体实施方式
36.以下结合附图1
‑
5对本技术作进一步详细说明。
37.第一方面,本技术提供一种丝网模板,采用如下的技术方案:参照图1,第一方面,本技术提供一种丝网模板,采用如下的技术方案:一种丝网模板,包括板框10,所述板框10的底部设有卡槽20,所述卡槽20内设有挤压件30,所述卡槽20内部通过挤压件30设有热熔丝网板40。在进行打印之前,将热熔丝网板40卡进到卡槽20内,并通过挤压件30进行固定,结构简单,操作方便。
38.在本实施例中,所述挤压件30包括设置在卡槽20内的弹性挤压条50,弹性挤压条50倾斜设置在卡槽20内,按照板框10由外到内的方向向下倾斜,所述卡槽20的外侧螺纹连接有挤压螺栓60。在热熔丝网板40卡入卡槽20后,通过拧紧螺栓抵紧弹性挤压条50使其靠近并抵紧热熔丝网板40实现固定。
39.第二方面,本技术提供了一种丝网模板的打印方法,包括以下步骤:s1、将热熔丝网板40插入到卡槽20并动过弹性挤压条50和挤压螺栓60固定;s2、将带有热熔丝网板40的板框10固定在制版机上进行自动打印;s3、将打印完毕的丝网模板拆卸后,重复上述步骤打印下一个模板。
40.通过采用上述技术方案:通过使用制版机,可实现自动打印,提高了制版效率。
41.参照图2
‑
图5,在本实施例中,制版机包括机架100,所述机架100上滑动设置有龙门架200,所述龙门架200由设置在机架100上的驱动机构300驱动,所述机架100上设有板框定位机构400,所述龙门架200上设有胶辊210,所述龙门架200的下端设有若干拼接的打印头220,所述胶辊210和打印头220分设在板框定位机构400的两侧,还包括控制丝网制版机运行的控制器500。龙门架200由驱动机构300驱动可以在机架100上实现滑动,板框定位机构400用于固定板框10,在控制器500的控制下,龙门架200带动打印头220和胶辊210往复移动实现打印,提高了网版的打印制作效率。
42.在本实施例中,所述机架100上设有滑轨110,所述龙门架200滑动设置在滑轨110上,所述驱动机构300包括设置在机架100一端的驱动电机310,所述驱动电机310的输出轮
通过同步带320驱动连接主动轴330,所述主动轴330通过开口带340驱动连接从动轴350,开口带340的两端分别固定在龙门架200的两侧。通过设置滑轨110,一是便于实现龙门架200的滑动,二是可以对龙门架200进行定位,实现龙门架200的精准滑动。
43.在本实施例中,所述板框定位机构400包括设置在机架100上的螺杆410、套设在螺杆410上的压紧件420和螺纹连接在螺杆410上的用于抵紧压紧件420的螺母430。通过采用上述技术方案:在网版放置到机架100上后,转动螺母430使得螺母430向下移动并锁紧压紧件420,使得压紧件420压紧网版,从而实现对网版的定位和紧固。
44.在本实施例中,所述压紧件420包括套设在螺杆410上的套筒部421和与套筒部421连接的压板422。在网版放置到机架100上后,转动螺母430时,先转动压板422使其处于网版的上方,转动螺母430时,螺母430不断向下移动使得压板422抵紧在网版上实现对网版的定位和紧固。
45.在本实施例中,所述龙门架200上设有摆臂机构600,所述胶辊210通过摆臂机构600与龙门架200连接。摆臂机构600用于带动胶辊210摆动,便于拆卸网版,合理利用机架100的空间。
46.在本实施例中,所述摆臂机构600包括龙门架200上转动连接的转轴610,所述转轴610上固定连接有摆臂620,所述摆臂620的下端转动连接有胶辊210,还包括驱动和控制转轴610转动幅度的驱动组件700。通过设置驱动组件700可以对转轴610的转动幅度进行控制,从而实现胶辊210不同位置的定位,使得胶辊210按照特定位置进行动作。
47.在本实施例中,所述驱动组件700包括动力件710和安装在龙门架200上的检测组件720,所述检测组件720电连接控制器500,所述控制器500电连接动力件710。动力件710用于驱动转轴610转动,检测组件720用于检测转动的转动角度,将检测组件720的检测信号传递给控制器500,控制器500控制动作组件的动作,使得转轴610转动到特定位置,从而实现胶辊210的定位。
48.在本实施例中,所述动力件710包括安装在龙门架200上的步进电机711,所述步进电机711的输出轴连接有驱动齿轮712,所述驱动齿轮712与设置在转轴610上的从动齿轮713啮合。步进电机711动作带动驱动齿轮712转动,从而与驱动齿轮712啮合的从动齿轮713转动,从而带动转轴610转动。
49.在本实施例中,所述检测组件720包括设置在龙门架200上的第一传感器721、第二传感器722和复位传感器723,所述转轴610上设有与第一传感器721对应的第一感应片724、与第二传感器722对应的第二感应片725和与复位传感器723对应的第三感应片726。通过设置第一传感器721和第一感应片724,第二传感器722和第二感应片725以及复位传感器723和第三感应片726,能够感应到转轴610的转动位置,当感应到位置后,控制器500控制步进电机711停止转动,从而实现定位的功能。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。