造形物的制造方法
1.本技术是申请号为201910776991.5、申请日为2019年08月21日、名称为“热膨胀性薄片以及造形物的制造方法”的专利申请的分案申请。
技术领域
2.本发明涉及利用包含对应于吸收的热量而膨胀的热膨胀性材料的热膨胀层的热膨胀性薄片以及利用其的造形物的制造方法。
背景技术:
3.过去已知,在基材薄片的一方的面上形成包含对应于吸收的热量而发泡、膨胀的热膨胀性材料的热膨胀层的热膨胀性薄片。在该热膨胀性薄片上形成将光变换成热的热变换层,能通过对热变换层照射光来使热膨胀层部分或整体膨胀。另外还已知,通过使热变换层的形状变化来在热膨胀性薄片上形成具有立体的凹凸的形状的方法(例如参考特开昭64
‑
28660号公报、特开2001
‑
150812号公报)。
4.在上述的方法中,为了使热膨胀层的特定的区域膨胀而需要在基材或热膨胀层上上设置热变换层。过去,由于热变换层含碳黑,因此有热变换层显眼而有损外观的问题。另外,还有需要形成热变换层的工序的问题。
5.因此,谋求在热膨胀性薄片不使用热变换层就使热膨胀层膨胀。
技术实现要素:
6.本发明的一个方面提供热膨胀性薄片,所述热膨胀性薄片具备:第1热膨胀层,其设于基材的第1面的至少一部分上,包含第1粘合剂、第1热膨胀性材料和将电磁波变换成热的第1电磁波热变换材料。
7.本发明的另一方面提供造形物的制造方法,使用热膨胀性薄片,其中所述热膨胀薄片具备第1热膨胀层,该第1热膨胀层设于基材的第1面的至少一部分上,包含第1粘合剂、第1热膨胀性材料和将电磁波变换成热的第1电磁波热变换材料,使用具有与使所述第1热膨胀层膨胀的区域对应的开口的掩模,隔着所述掩模照射电磁波,来使所述第1热膨胀层膨胀。
8.本发明的另一方面提供造形物的制造方法,使用热膨胀性薄片,该热膨胀性薄片具备:第1热膨胀层,其设于基材的第1面的至少一部分上,包含第1粘合剂、第1热膨胀性材料和将电磁波变换成热的第1电磁波热变换材料;和第2热膨胀层,其设于所述基材的所述第1面的至少一部分上,包含第2粘合剂、第2热膨胀性材料和将电磁波变换成热的第2电磁波热变换材料,对所述热膨胀性薄片照射电磁波,来使所述第1热膨胀层和所述第2热膨胀层膨胀。
附图说明
9.图1是表示实施方式1所涉及的热膨胀性薄片的概要的截面图。
10.图2a以及图2b是表示实施方式1所涉及的热膨胀性薄片的制造方法的截面图。
11.图3是表示实施方式1所涉及的造形物的概要的截面图。
12.图4a以及图4b是表示实施方式1所涉及的造形物的制造方法的截面图。
13.图5是表示实施方式2所涉及的热膨胀性薄片的概要的截面图。
14.图6a~图6c是表示实施方式2所涉及的热膨胀性薄片的制造方法的截面图。
15.图7是表示实施方式2所涉及的造形物的概要的截面图。
16.图8a以及图8b是表示实施方式2所涉及的造形物的制造方法的截面图。
17.图9是表示实施方式2的变形例所涉及的热膨胀性薄片的概要的截面图。
18.图10是表示实施方式3所涉及的热膨胀性薄片的概要的截面图。
19.图11a是表示实施方式3所涉及的造形物的概要的截面图,图11b是表示造形物的部分截面图。
20.图12a以及图12b是表示实施方式3所涉及的造形物的制造方法的截面图。
21.图13a是表示实施方式3的变形例所涉及的热膨胀性薄片的概要的截面图,图13b是表示实施方式3的变形例所涉及的造形物的概要的截面图。
22.图14a是表示实施方式4所涉及的热膨胀性薄片的概要的截面图,图14b是表示实施方式4所涉及的造形物的概要的截面图。
具体实施方式
23.以下使用附图来详细说明本发明的实施方式所涉及的热膨胀性薄片、热膨胀性薄片的制造方法以及造形物的制造方法。
24.在本说明书中,、「造形物」是指在给定的面造型(形成)凸部(凸)、凹部(凹)等单纯的形状、几何学形状、字符、纹样、装饰等形状的热膨胀性薄片。在此,所谓「装饰」,是通过视觉以及/或者触觉使人想起美感的概念。「造形(或造型)」是指做出有形物,还包括添加装饰的加饰、形成装饰的造饰这样的概念。另外,本实施方式的造形物是在给定的面具有凹凸、几何学形状、装饰等的立体物,为了与由所谓的3d打印机制造的立体物进行区别,也将本实施方式的造形物称作2.5维(2.5d)物件或伪三维(pseudo
‑
3d)物件。本实施方式的制造造形物的技术也称作2.5d印刷技术或pseudo
‑
3d印刷技术。
25.另外,在本说明书中,为了说明的方便,在热膨胀性薄片中进行将设有热膨胀层的面称作表侧(表面)或上表面、将基材侧称作背侧(背面)或下表面的表现。在此,「表」、「背」、「上」或「下」的用语并不限定热膨胀性薄片的使用方法,根据成形后的热膨胀性薄片的利用方法,有时还将热膨胀性薄片的背面作为表来使用。关于造形物也同样。
26.<实施方式1>
27.以下使用附图来说明实施方式1所涉及的热膨胀性薄片10、热膨胀性薄片10的制造方法、造形物51以及造形物51的制造方法。
28.(热膨胀性薄片10)
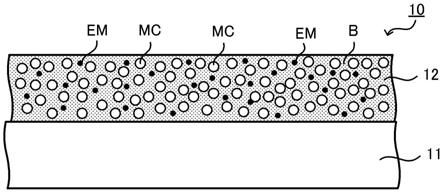
29.热膨胀性薄片10如图1所示那样具备基材11和设于基材11的第1面(图1所示的上表面)上的热膨胀层12。
30.基材11是支承热膨胀层12的薄片状的构件。作为基材11,例如能使用上质纸、合成纸等纸、树脂制的薄片、布等。作为树脂,虽然并不限定于这些,但能举出聚乙烯(pe)或聚丙
烯(pp)等聚烯烃系树脂、聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸乙二醇酯(pen)、聚对苯二甲酸丁二醇酯(pbt)、聚酯系树脂、尼龙等聚酰胺系树脂、聚氯乙烯(pvc)系树脂、聚苯乙烯(ps)、聚酰亚胺系树脂等。另外,基材11的厚度例如是100~1000μm。
31.热膨胀层12设于基材11的第1面(图1中上表面)上。热膨胀层12是膨胀成与加热的程度(例如加热温度、加热时间)相应的大小的层,在粘合剂b中分散配置热膨胀性材料(热膨胀性微胶囊、微粉末)mc和电磁波热变换材料em。热膨胀层12并不限于具有1个层的情况,也可以具有多个层。另外,热膨胀层12如后述那样形成于基材11的第1面的整体。另外,也可以不在基材11的端部(例如余白部分)形成热膨胀层12。
32.作为热膨胀层12的粘合剂b而使用乙烯醋酸乙烯系聚合物、丙烯酸系聚合物等任意的热可塑性树脂。另外,热膨胀性材料mc是在热可塑性树脂的壳内包含丙烷、丁烷、其他低沸点气化性物质的结构。壳例如由聚苯乙烯、聚氯乙烯、聚偏氯乙烯、聚乙酸乙烯酯、聚丙烯酸酯、聚丙烯腈、聚丁二烯、或它们的共聚合物等热可塑性树脂形成。例如热膨胀性材料mc的平均粒径为约5~50μm。若将该热膨胀性材料mc加热到热膨胀开始温度以上,则由树脂构成的壳软化,内含的低沸点气化性物质气化,通过其压力让壳以气球状膨胀。虽然也依赖于所使用的热膨胀性材料mc的特性,但热膨胀性材料mc的粒径膨胀到膨胀前的粒径的5倍程度。另外,在图1中将热膨胀性材料mc的粒径图示成大致相同,但在热膨胀性材料mc的粒径中存在偏差。
33.电磁波热变换材料em(以下称作热变换材料)是将电磁波变换成热的材料。电磁波的波长根据照射电磁波的单元而任意。例如在使用卤素灯的情况下,是近红外区域(波长750~1400nm)、可见光区域(波长380~750nm)或中红外区域(波长1400~4000nm)的电磁波(光)。另外,作为热变换材料,只要能将照射的电磁波良好地变换成热,就能使用任意的材料。
34.作为热变换材料em,例如能举出金属氧化物、金属硼化物、金属氮化物等红外线吸收剂、碳黑等。
35.作为金属氧化物,例如能使用氧化钨系化合物、氧化铟、掺锡氧化铟(ito)、掺锑氧化锡(ato)、氧化钛、氧化锆、氧化钽、氧化铯、氧化锌等。
36.另外,作为金属硼化物而优选多硼化金属化合物,特别优选六硼化金属化合物,使用从六硼化镧(lab6)、六硼化铈(ceb6)、六硼化镨(prb6)、六硼化钕(ndb6)、六硼化钆(gdb6)、六硼化铽(tbb6)、六硼化镝(dyb6)、六硼化钬(hob6)、六硼化钇(yb6)、六硼化钐(smb6)、六硼化铕(eub6)、六硼化铒(erb6)、六硼化铥(tmb6)、六硼化镱(ybb6)、六硼化镥(lub6)、六硼化镧铈((la,ce)b6)、六硼化锶(srb6)、六硼化钙(cab6)等所构成的群选择的1种或多种材料。
37.另外作为金属氮化物,能举出氮化钛、氮化铌、氮化钽、氮化锆、氮化铪、氮化钒等。
38.氧化钨系化合物由以下的一般式示出。
39.mxwyoz
…
(i)
40.在此,元素m是从cs、rb、k、tl、in、ba、li、ca、sr、fe以及sn所构成的群选出的至少1种元素,w是钨,o是氧。
41.另外,x/y的值优选满足0.001≤x/y≤1.1的关系,特别适合x/y是0.33附近。此外,z/y的值优选满足2.2≤z/y≤3.0的关系。具体地,是cs
0.33
wo3、rb
0.33
wo3、k
0.33
wo3、tl
0.33
wo3等。
42.在使用卤素灯的情况下,优选能将从卤素灯照射的电磁波良好地变换成热的碳黑、六硼化金属化合物或氧化钨系化合物,特别由于在近红外区域吸收率高(透过率低)且可见光区域的透过率高,因此优选碳黑、六硼化镧(lab6)或氧化铯钨(cs
0.33
wo3)。六硼化镧或氧化铯钨的可见光区域的透过性与碳黑比较更高。为此,能抑制热变换材料的颜色对造形物51的颜色搭配带来影响,是适合的。另外,热变换材料em可以单独使用1种材料,或者也可以并用2种以上不同的材料。
43.另外,在热膨胀层12中,热变换材料em相对于将粘合剂b、热膨胀性材料mc和热变换材料em合计的重量例如以5~10重量%含有。在本实施方式中,通过在热膨胀层12中含有热变换材料em,能在热膨胀层12内产生热,不使用热变换层就能使热膨胀层12膨胀。
44.(热膨胀性薄片10的制造方法)
45.另外,本实施方式的热膨胀性薄片10如以下所示那样制造。
46.首先如图2a所示那样,作为基材11而准备薄片状的材料,例如准备由上质纸构成的薄片。基材11可以是卷状,也可以预先裁断。
47.接下来在溶媒中混合由热可塑性树脂等构成的粘合剂、热膨胀性材料(热膨胀性微胶囊)和热变换材料,调制用于形成热膨胀层12的涂布液。接下来使用刮棒涂布机等公知的涂布装置来在基材11的第1面上涂布涂布液。接下来使溶媒挥发,如图2b所示那样形成热膨胀层12。另外,也可以为了形成所期望的厚度的热膨胀层12而多次进行涂布以及干燥。另外,热膨胀层12还能使用丝网印刷装置等印刷装置形成。另外,在使用卷状的基材11的情况下,若需要就进行裁断。由此制造热膨胀性薄片10。
48.(造形物51)
49.造形物51使用热膨胀性薄片10制造。造形物51是热膨胀性薄片10的热膨胀层12的至少一部分隆起的产物。具体如图3所示那样,在造形物51中,热膨胀层12具备由于热膨胀性材料mc的膨胀而隆起的凸部12a和凸部12b。凸部12a、12b比其周围更突出。凸部12a、12b的形状对应于造形物51所表现的形状而任意决定。另外,如后述那样,凸部12a、12b的高度通过使对热膨胀层12照射的电磁波的量增减来予以调整。
50.(造形物51的制造方法)
51.接下来参考图4来说明利用热膨胀性薄片10的造形物51的制造方法。
52.首先如图4a所示那样隔着掩模60对热膨胀性薄片10的第1面(图4a所示的上表面)照射电磁波。在此,作为照射电磁波的照射部而使用灯加热器,例如卤素灯。卤素灯放出近红外区域(波长750~1400nm)、可见光区域(波长380~750nm)或中红外区域(波长1400~4000nm)的电磁波(光)。将该电磁波向热膨胀性薄片10照射。另外,也可以以在照射部下运送的形式对热膨胀性薄片10照射电磁波,还可以使照射部移动来对热膨胀性薄片10照射电磁波。
53.这时,为了选择性地使电磁波到达热膨胀性薄片10的表面的特定的区域而使用掩模60。掩模60在热膨胀性薄片10中与使热膨胀层12膨胀的区域(膨胀区域)对应的位置具备开口部60a、60b。掩模60例如由铬、不锈钢、铝等金属形成。掩模60只要能遮挡电磁波,就也可以由金属以外形成。
54.开口部60a、60b的平面形状对应于造形物51的凸部12a、12b的形状来决定。另外,开口部60a、60b的开口率能任意变更。例如开口部60a是将开口率设为100%的示例。另外,
开口部60b是形成为狭缝状、将开口率设为低于100%的值(例如60%)的示例。电磁波在开口部60a、60b到达热膨胀性薄片10,在开口部60a、60b以外的区域被掩模60阻挡。另外,热膨胀层12的膨胀高度与照射到热膨胀层12的电磁波的能量的量成正比。因此,在开口部60b,由于开口率减低,因此照射到热膨胀层12的电磁波的量减低,能减低热膨胀层12的膨胀高度(凸部12b的高度)。还能通过如此地变更开口率来调整热膨胀层12的膨胀高度。
55.在被照射电磁波的区域,热膨胀层12中的热变换材料em吸收电磁波而发热。若通过该热而到达开始膨胀的温度,则热膨胀层12中的热膨胀性材料mc膨胀。通过热膨胀性材料mc的膨胀而如图4b所示那样,热膨胀层12的至少一部分隆起。由此在热膨胀层12形成凸部12a、12b,制造造形物51。
56.根据本实施方式,由于热膨胀性薄片10的热膨胀层12含热变换材料em,因此通过隔着掩模60对热膨胀层12照射电磁波,能使热膨胀层12的特定的区域选择性地膨胀。如此地,通过使用本实施方式的热膨胀性薄片10,不使用过去需要的热变换层地使热膨胀层12膨胀,能制造造形物51。
57.<实施方式2>
58.以下使用附图来说明实施方式2所涉及的热膨胀性薄片20。本实施方式的热膨胀性薄片20与实施方式1所涉及的热膨胀性薄片10的不同的在于,图案形成热膨胀层21。对与实施方式1共通的部分标注相同附图标记,省略详细的说明。
59.(热膨胀性薄片20)
60.热膨胀性薄片20具备基材11和热膨胀层21。基材11与实施方式1同样。
61.热膨胀层21设于基材11的第1面(图5所示的上表面)上的至少一部分区域。热膨胀层21被图案形成,形成为所期望的形状。例如热膨胀层21如图5所示那样在基材11的第1面上具备第1热膨胀层21a和第2热膨胀层21b。另外,热膨胀层21与实施方式1的热膨胀层12同样,是膨胀到与加热的程度相应的大小的层。
62.另外,第1热膨胀层21a包含粘合剂b1、热膨胀性材料mc1和热变换材料em1。粘合剂b1、热膨胀性材料mcl以及热变换材料em1与实施方式1同样。在第1热膨胀层21a中,相对于粘合剂b1、热膨胀性材料mc1与热变换材料em1的总重量以第1比例(例如重量%)包含热变换材料em1。
63.第2热膨胀层21b,在基材11的第1面上设于与第1热膨胀层21a不同的区域。第2热膨胀层21b包含粘合剂b2、热膨胀性材料mc2和热变换材料em2。在第2热膨胀层21b中,相对于粘合剂b2、热膨胀性材料mc2与热变换材料em2的总重量以第2比例(例如重量%)包含热变换材料em2。
64.第1比例和第2比例可以相同,也可以不同。在本实施方式中,举出使第1热膨胀层21a的第1比例与第2热膨胀层21b的第2比例相比更高的结构为例来进行说明。若在热膨胀层21提高含有热变换材料em的比例,就能使在热膨胀层21中产生的热增加。因此,在以相同条件照射电磁波的情况下,能使第1热膨胀层21a与第2热膨胀层21b相比更高地隆起。另外,第1热膨胀层2la的厚度和第2热膨胀层21b的厚度可以如图示那样相同,也可以不同。另外,第1热膨胀层21a和第2热膨胀层21b可以由至少一部分不同的材料形成,但若使用相同材料形成就能削减成本,因此是适合的。
65.(热膨胀性薄片20的制造方法)
66.另外,本实施方式的热膨胀性薄片20如以下所示那样制造。
67.首先如图6a所示那样,作为基材11而准备薄片状的材料,例如准备由上质纸构成的薄片。基材11可以是卷状,也可以预先裁断。
68.接下来,在溶媒中混合由热可塑性树脂等构成的粘合剂b1、热膨胀性材料mc1和热变换材料em1,调制用于形成第1热膨胀层21a的墨水。在墨水中,相对于粘合剂b1、热膨胀性材料mc1与热变换材料em1的总重量以第1比例(例如重量%)混合热变换材料em1的重量。接下来,由丝网印刷装置等印刷装置将该墨水印刷在基材11的第1面上。墨水印刷成与第1热膨胀层21a对应的图案。接下来使溶媒挥发,例如如图6b所示那样形成第1热膨胀层21a。另外,也可以为了形成所期望的厚度的第1热膨胀层21a而多次进行印刷以及干燥。
69.接下来,在溶媒中混进由热可塑性树脂等构成的粘合剂b2、热膨胀性材料mc2和热变换材料em2,来调制用于形成第2热膨胀层21b的墨水。在墨水中,相对于粘合剂b2、热膨胀性材料mc2与热变换材料em2的总重量以第2比例(例如重量%)混合热变换材料em2的重量。第2比例比第1比例低。接下来由丝网印刷装置等印刷装置将该墨水印刷在基材11的第1面上。墨水印刷成与第2热膨胀层21b对应的图案。接下来使溶媒挥发,来如图6c所示那样形成第2热膨胀层21b。另外,也可以多次进行印刷以及干燥。另外,在利用卷状的基材11的情况下,若有需要就进行裁断。
70.由此制造热膨胀性薄片20。
71.另外,在将在第1热膨胀层21a和第2热膨胀层21b中含有热变换材料em的比例设为相同的情况下,也可以同时形成第1热膨胀层21a和第2热膨胀层21b。
72.(造形物52)
73.造形物52使用热膨胀性薄片20制造。在造形物52中,热膨胀层21隆起。具体如图7所示那样,在造形物52中,热膨胀层21具备由于热膨胀性材料mc1的膨胀而隆起的第1热膨胀层21a和由于热膨胀性材料mc2的膨胀而隆起的第2热膨胀层21b。第1热膨胀层21a由于以与第2热膨胀层21b相比更多的比例包含热变换材料em1,因此第1热膨胀层21a的膨胀后的高度与第2热膨胀层21b相比更高。
74.(造形物52的制造方法)
75.接下来使参考图8来说明利用热膨胀性薄片20的造形物52的制造方法。
76.本实施方式中也与实施方式1同样地使用卤素灯等将电磁波对热膨胀性薄片20的第1面(图8a所示的上表面)照射。在本实施方式中,不使用掩模60地对热膨胀性薄片20的第1面(例如第1面的整体)照射电磁波。
77.若被照射电磁波,就第1热膨胀层21a中的热变换材料em1和第2热膨胀层21b中的热变换材料em2通过吸收电磁波而发热。若通过该热而到达开始膨胀的温度,则第1热膨胀层21a中的热膨胀性材料mc1膨胀。同样地,第2热膨胀层21b中的热膨胀性材料mc2膨胀。在此,在本实施方式中,第1热膨胀层21a中含有热变换材料em1的比例被设定成与第2热膨胀层21b中热变换材料em2含有的比例比较而更高。由此在第1热膨胀层21a中产生更多的热,如图8b所示那样,第1热膨胀层21a与第2热膨胀层21b比较而更高隆起。由此制造造形物52。
78.根据本实施方式,由于热膨胀性薄片20的热膨胀层21包含热变换材料,因此能不使用过去需要的热变换层地使热膨胀层21膨胀。另外,在本实施方式中,将热膨胀层21自身图案形成,做出所期望的形状。由此,将电磁波对热膨胀层21的整体照射,能使设于特定的
区域的热膨胀层21膨胀。另外,通过由第1热膨胀层21a和第2热膨胀层21b构成热膨胀层21,使含有热变换材料的比例等不同,还能使膨胀后的高度不同。
79.在上述的实施方式2中,举出第1热膨胀层21a和第2热膨胀层2lb分开的结构为例,但第1热膨胀层21a和第2热膨胀层21b也可以相接。进而热膨胀性薄片20也可以在与第1热膨胀层21a和第2热膨胀层21b不同的区域进一步具有1个以上的其他热膨胀层(未图示)。在该情况下,也可以在各热膨胀层间使含有热变换材料的比例等不同。
80.进而在上述的实施方式2中,举出了第1热膨胀层21a和第2热膨胀层21b在基材11的第1面上并排配置的情况作为示例,但第1热膨胀层21a和第2热膨胀层21b也可以层叠设置,使得至少一部分重叠。例如,可以如图9所示那样,是在基材11的第1面上在第2热膨胀层21b上层叠第1热膨胀层21a的结构。在该情况下,第1热膨胀层21a和第2热膨胀层21b中的含有热变换材料的比例等既可以相同,也可以不同。另外,在图9中,也可以在第2热膨胀层21b或第1热膨胀层21a上、或者与第2热膨胀层21b不同的区域,还具有1个以上的其他热膨胀层。在该情况下,也可以使含有热变换材料的比例、厚度等在各热膨胀层间不同。
81.<实施方式3>
82.以下使用附图来说明实施方式3所涉及的热膨胀性薄片30。本实施方式的热膨胀性薄片30与实施方式1所涉及的热膨胀性薄片10的不同点在于,通过热膨胀层的膨胀让基材变形。对与实施方式1等共通的部分标注相同附图标记,省略详细的说明。
83.(热膨胀性薄片30)
84.本实施方式的热膨胀性薄片30,如图10所示那样,具备基材31和设于基材31的一方的面上的热膨胀层32。
85.基材31是支承热膨胀层32的薄片状的构件。在本实施方式中,由于基材31的至少一部分变形,因此作为基材31而使用树脂制的薄片。作为树脂并不限于此,但能举出聚乙烯(pe)或聚丙烯(pp)等聚烯烃系树脂、聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸乙二醇酯(pen)、聚对苯二甲酸丁二醇酯(pbt)、聚酯系树脂、尼龙等聚酰胺系树脂、聚氯乙烯(pvc)系树脂、聚苯乙烯(ps)、聚酰亚胺系树脂等。
86.另外,基材31由于谋求易于通过热而变形,因此,决定用作基材31的材料、基材11的厚度等,使得易于通过热而变形,能维持变形后的形状。另外,基材11的材料、厚度对应于加工后的造形物53的用途设计。例如,根据造形物53的用途,不仅谋求维持变形后的形状,还谋求在通过按压而变形后能复原到原本的形状的弹性力。在这样的情况下,决定基材11的材料,使得变形后的基材11具有所要求的弹性力。另外,虽然并不限于此,但基材31是100~500μm的厚度。
87.热膨胀层32设于基材31的第1面(图10所示的上表面)上。热膨胀层32与实施方式1所示的热膨胀层12同样,是膨胀成与加热的程度相应的大小的层,在粘合剂b中分散配置热膨胀性材料mc和电磁波热变换材料em。热膨胀层32并不限于具有1个层的情况,也可以具有多个层。另外,热膨胀层32如后述那样形成于基材31的第1面的整体。另外,可以不在余白那样的基材31的端部形成热膨胀层32。粘合剂b、热膨胀性材料mc以及电磁波热变换材料em与实施方式1同样。
88.另外,在本实施方式中,热膨胀层32至少具备能使基材31变形成所期望的形状的程度的厚度即可。为此,热膨胀层32可以形成得与基材31的厚度相同或更薄。作为结果,与
实施方式1比较,能削减用于形成热膨胀层32的材料,能谋求成本削减。
89.(热膨胀性薄片30的制造方法)
90.热膨胀性薄片30的制造方法与实施方式1同样。首先,作为基材11而准备薄片状的材料。这时,在本实施方式中,准备能通过热膨胀层32而变形的树脂制的薄片。例如使用无延伸pet等。接下来,在溶媒中混合由热可塑性树脂等构成的粘合剂、热膨胀性材料和热变换材料,调制用于形成热膨胀层32的涂布液。使用刮棒涂布机等公知的涂布装置或丝网印刷装置等的印刷装置,在基材11的第1面上涂布涂布液。接下来使溶媒挥发,形成热膨胀层32。
91.由此制造热膨胀性薄片30。
92.(造形物53)
93.接下来使用图11a以及图11b来说明造形物53。造形物53与实施方式1的造形物51同样通过使热膨胀性薄片30的热膨胀层32膨胀来制造,但在基材31变形这点上与实施方式1的造形物51不同。
94.在造形物53中,如图11a所示那样,热膨胀层32具备通过热膨胀性材料mc的膨胀而隆起的凸部32a、32b。凸部32a和凸部32b从周围的区域突出。基材31在热膨胀层32的凸部32a下具有追随凸部32a的膨胀而变形的凸部31a。另外,在热膨胀层32的凸部32b下具有追随凸部32b的膨胀而变形的凸部31b。进而,基材31具有:具有与凸部31a对应的形状的凹部31c;和具有与凸部31b对应的形状的凹部31d。在本说明书中,将这样的热膨胀层32的凸部32a、基材31的凸部31a以及凹部31c的形状表现为浮雕形状。关于凸部32b、基材31的凸部31b以及凹部31d也同样。
95.另外,在本实施方式的热膨胀性薄片30中,由于利用热膨胀层32来使基材31变形,因此可以如图11b所示那样,使基材31的变形量δh1与热膨胀层32的发泡高度δh2相比更大。另外,变形量δh1是与基材31的未变形的区域的表面相比的凸部31a的高度。另外,热膨胀层32的发泡高度(差分)δh2是从热膨胀层32的膨胀后的高度减去热膨胀层32的膨胀前的高度而得到的高度。另外,差分δh2也可以说是由于热膨胀性材料的膨胀而产生的热膨胀层32的高度的增加量。关于凸部31b的变形量、凸部32b的发泡高度也是同样。
96.(造形物53的制造方法)
97.接下来参考图12a以及图12b来说明利用热膨胀性薄片30的造形物53的制造方法。
98.首先如图12a所示那样,隔着掩模60对热膨胀性薄片30的第1面(图12a所示的上表面)照射电磁波。在此,作为照射电磁波的照射部,与实施方式1同样地使用例如卤素灯。掩模60与实施方式1同样,在与热膨胀性薄片30中使膨胀的区域(膨胀区域)对应的位置具备开口部60a、60b。由此能仅使热膨胀性薄片30的热膨胀层32的特定的区域选择性地膨胀。另外,在本实施方式中,开口部60a、60b的平面形状也能对应于造形物53的形状来决定,开口部60a、60b的开口率能任意变更。例如通过使开口部60b的开口率比开口部60a的开口率低来使照射到热膨胀层32的电磁波的能量的量降低,能减低热膨胀层32的凸部32b的膨胀高度。结果,能使追随凸部32b而变形的基材31的凸部31b的高度也减低。
99.在被照射电磁波的区域,通过热膨胀层32中的热变换材料em吸收电磁波而发热。另外,在热膨胀层32中产生的热也传递到基材31,基材31软化。若到达开始膨胀的温度,则热膨胀层32中的热膨胀性材料mc膨胀。接下来,通过热膨胀性材料mc的膨胀,如图12b所示
那样,热膨胀层32的至少一部分隆起,伴随热膨胀层32的隆起而基材31变形。由此在热膨胀层32形成凸部32a、32b,并在基材31也形成凸部31a、31b和凹部31c、31d。根据以上制造造形物53。
100.根据本实施方式,通过使热膨胀性薄片30的热膨胀层32含有热变换材料em,隔着掩模60对热膨胀层32电磁波照射照射,能使热膨胀层32的特定的区域选择性地膨胀。进而,能利用热膨胀层32的进行膨胀的力来使基材31变形。通过如此地使用本实施方式的热膨胀性薄片30,能不利用过去需要的热变换层地使热膨胀层32膨胀,并能制造基材31变形的造形物53。
101.在本实施方式3中,也如实施方式2那样,能将含有热变换材料的热膨胀层图案形成,从而不使用掩模60地对热膨胀层32的整体照射电磁波。在该情况下,热膨胀性薄片35如图13a所示那样,在基材31的第1面(图13a所示的上表面)上具备具有第1热膨胀层36a和第2热膨胀层36b的热膨胀层36。
102.与实施方式2同样,第1热膨胀层36a相对于粘合剂b1、热膨胀性材料mc1与热变换材料em1的总重量,以第1比例(例如重量%)包含热变换材料em1。另外,第2热膨胀层36b包含粘合剂b2、热膨胀性材料mc2和热变换材料em2。第2热膨胀层36b相对于粘合剂b2、热膨胀性材料mc2与热变换材料em2的总重量,以第2比例(例如重量%)包含热变换材料em2。另外,第1比例和第2比例可以相同,也可以不同。在本实施方式中,也举出使第1比例与第2比例相比而更高的结构为例来进行说明。另外,第1热膨胀层36a的厚度和第2热膨胀层36b的厚度可以如图示那样相同,也可以不同。
103.另外,在图13b示出对图13a所示的热膨胀性薄片35照射电磁波来使热膨胀层36膨胀的造形物54。造形物54也如图13b所示那样,通过热膨胀性材料mc的膨胀而第1热膨胀层36a和第2热膨胀层36b隆起。另外,基材31追随热膨胀层36的膨胀而变形。由此在基材31也形成凸部31a、31b和凹部31c、31d,形成造形物54。
104.<实施方式4>
105.接下来使用图14a以及图14b来说明实施方式4所涉及的热膨胀性薄片40。在本实施方式中,特征在于,在基材31的第2面设有第3热膨胀层43这点。对与上述的实施方式重复的部分省略详细的说明。
106.(热膨胀性薄片40)
107.热膨胀性薄片40如图14a所示那样具备基材31、第1热膨胀层41和第3热膨胀层43。基材31与实施方式3同样。
108.第1热膨胀层41与上述的各实施方式同样是膨胀成与加热的程度相应的大小的层,在粘合剂中分散配置热膨胀性材料和热变换材料。另外,在图14a中省略粘合剂、热膨胀性材料以及热变换材料的图示。粘合剂、热膨胀性材料以及热变换材料与上述的各实施方式同样。第1热膨胀层41设于基材31的第1面(图14a所示的上表面)上。第1热膨胀层41为了在基材31的第1面上形成凸部31a而用。为此,第1热膨胀层41在基材31设于形成凸部31a的区域(第1区域40a)。
109.第3热膨胀层43与第1热膨胀层41同样是膨胀成与加热的程度相应的大小的层,在粘合剂中分散配置热膨胀性材料和热变换材料。第3热膨胀层43设于基材31的第2面(与第1面对置的面、图14a所示的下表面)上。第3热膨胀层43为了在基材31的第2面上形成凸部31e
而用。为此,第3热膨胀层43在基材31中设于形成凸部31e的区域(第2区域40e)。
110.为了使基材31良好地变形,最好在使用第1热膨胀层41和第3热膨胀层43的一方来使基材31变形的区域不会被第1热膨胀层41和第3热膨胀层43的另一方阻碍基材31的变形。因此,在基材31中通过第1热膨胀层41而变形的区域(图14a所示的第1区域40a),最好不在基材31的第2面上设置第3热膨胀层43。同样地,在基材31中通过第3热膨胀层43而变形的区域(图14a所示的第2区域40e),最好不在基材31的第1面上设置第1热膨胀层41。为此,最好设置成第1区域40a和第2区域40e不重复。换言之,第1区域40a和第2区域40e设置成不隔着基材31对置。
111.(热膨胀性薄片40的制造方法)
112.另外,本实施方式的热膨胀性薄片40如以下所示那样制造。
113.首先与实施方式3同样地,作为基材31而准备薄片状的材料,例如准备由无延伸pet构成的薄片。
114.接下来使粘合剂、热膨胀性材料和热变换材料混合,调制用于形成第1热膨胀层41的墨水。使用该墨水,通过任意的印刷装置例如丝网印刷装置在基材31的第1面上在与第1热膨胀层41对应的图案放置墨水。接下来使溶媒挥发,形成第1热膨胀层41。
115.接下来使粘合剂、热膨胀性材料和热变换材料混合,调制用于形成第3热膨胀层43的墨水。使用该墨水,通过丝网印刷装置等在基材31的第2面上形成第3热膨胀层43。另外,也可以使用与用于形成第1热膨胀层41的墨水相同的墨水来形成第3热膨胀层43。另外,若有需要就进行裁断。
116.由此制造热膨胀性薄片40。
117.(造形物55)
118.接下来使用附图来说明造形物55。造形物55通过使第1热膨胀层41和第3热膨胀层43膨胀来制造。在造形物55中,如图14b所示那样,第1热膨胀层41在上表面具备凸部41a,第3热膨胀层43具备向图14b所示的下方向突出的凸部43a。基材31在第1面具有追随第1热膨胀层41的膨胀而变形的凸部31a。同样地,基材31在第2面具有追随第3热膨胀层43的膨胀而变形的凸部31e。另外,基材31具有:具有与凸部31a对应的形状的凹部31c;和具有与凸部31e对应的形状的凹部31f。
119.另外,在本实施方式的造形物55中,也与实施方式3同样,基材31的变形量可以与第1热膨胀层41的发泡高度相比更大。关于第3热膨胀层43也同样。
120.(造形物55的制造方法)
121.接下来说明利用本实施方式的热膨胀性薄片40的造形物55的制造方法。
122.本实施方式中也与实施方式2同样,使用卤素灯等对热膨胀性薄片40的第1面(图14a所示的上表面)照射电磁波。在本实施方式中,不使用掩模60地对热膨胀性薄片40的第1面的整体照射电磁波。
123.被照射电磁波后,第1热膨胀层41中的热变换材料通过吸收电磁波而发热。若通过该热而到达开始膨胀的温度,则第1热膨胀层41中的热膨胀性材料膨胀。另外在第1热膨胀层41产生的热也传递基材31,基材31软化。其结果,设于热膨胀性薄片40的第1热膨胀层41的区域膨胀,鼓起。由于来自第1热膨胀层41的热而软化的基材31被第1热膨胀层41进行膨胀的力牵拉而变形。由此形成凸部31a以及凹部31c。
124.另外,由于对基材31的第1面照射的电磁波还到达基材31的第2面,因此第3热膨胀层43中的热变换材料同样地吸收电磁波而发热。通过该热,第3热膨胀层43中的热膨胀性材料膨胀,并且基材31也软化。其结果,热膨胀性薄片40的设有第3热膨胀层43的区域膨胀、鼓起,基材31被第3热膨胀层43进行膨胀的力牵拉而变形。由此形成凸部31e以及凹部31f。
125.根据以上来制造造形物55。
126.另外,在从热膨胀性薄片40的单面照射电磁波、以相同工序使第1热膨胀层41和第3热膨胀层43膨胀的情况下,作为基材31而适合使用透明的基材。另外,电磁波也可以从热膨胀性薄片40的第2面(图14b所示的下表面)照射。
127.根据本实施方式,由于热膨胀性薄片40的第1热膨胀层41和第3热膨胀层43包含热变换材料,因此通过对热膨胀性薄片40照射电磁波,能使第1热膨胀层41和第3热膨胀层43膨胀。进而,能利用第1热膨胀层41和第3热膨胀层43进行膨胀的力来使基材31变形。特别在本实施方式中,能在基材31的第1面和第2面形成从周围突出的凸部31a、31e。通过如此地使用本实施方式的热膨胀性薄片40,能不使用过去需要的热变换层地使第1热膨胀层41和第3热膨胀层43膨胀,并能制造基材31变形的造形物55。
128.本实施方式并不限于上述的实施方式,能进行种种变形以及应用。
129.上述的各实施方式能任意组合。例如,可以在实施方式2中将热膨胀层21图案形成的基础上与实施方式同样地使用掩模60,使电磁波到达热膨胀性薄片的特定的区域。另外,还能将实施方式2和实施方式4组合。
130.另外,在上述的实施方式4中,举出使第1热膨胀层41和第3热膨胀层43同时膨胀的结构为例,但并不限于此。还能使第1热膨胀层41和第3热膨胀层43的一方先膨胀,使另一方后膨胀。
131.此外,在上述的实施方式4中,举出从热膨胀性薄片40的第1面照射电磁波的结构为例,但并不限于此,也可以使用多个照射单元,从热膨胀性薄片40的第1面和第2面同时照射电磁波。在该结构中,对热膨胀性薄片40的第1面和第2面从各个照射部照射电磁波,能同时照射电磁波。由此,能使第1热膨胀层41和第3热膨胀层43共同膨胀。
132.另外,各实施方式中所用的图均用于说明各实施方式。因此,并不意图将热膨胀性薄片的各层的厚度限定为以图中所示那样的比率形成来解释。
133.对本发明的几个实施方式进行了说明,但本发明包含在权利要求书记载的发明和其等同的范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。