1.本实用新型涉及车载继电器技术领域,尤其涉及一种车载继电器轭铁与底座组装工装。
背景技术:
2.图1显示了车载继电器底座的结构示意图,图2显示了车载继电器轭铁的结构示意图。由于车载继电器的结构的特殊性,使车载继电器的底座与轭铁组装较为困难。具体原因如下:1、每次只能用托片将螺母托到底座的螺母槽口中,每次只能旋紧一个螺母;2、在组装旋紧螺栓时,螺母处于悬空状态,易掉落;3、由于无法观察螺母与螺栓是否对准,只能靠感觉,因此有时旋紧一个螺栓需重复几次才可旋紧;4、由于无法保证螺母与螺栓是否同轴,因此容易造成旋歪、损坏螺扣的问题。
技术实现要素:
3.鉴于现有技术的上述缺点、不足,本实用新型提供一种车载继电器轭铁与底座组装工装,其可以提高产品质量、提高生产效率。
4.为了达到上述目的,本实用新型采用的主要技术方案包括:
5.本实用新型提供一种车载继电器轭铁与底座组装工装,包括工装底板和定位架,定位架固定在工装底板上;定位架包括纵向设置的可调节支柱和横向设置的定位支板;可调节支柱的一端与工装底板的一侧连接,可调节支柱的另一端与定位支板连接;定位支板上设置多个定位槽,定位槽内设置定位柱,用于定位车载继电器轭铁与底座组装时所用的螺母。
6.进一步地,可调节支柱上设置有腰型孔,通过螺栓与定位支板连接,以调节定位支板的高度。
7.进一步地,定位支板上表面开设三个定位槽,定位槽的位置与车载继电器底座上的螺母放置槽口的位置对应。
8.进一步地,定位槽的横截面为矩形结构,定位槽的高度小于螺母沿轴向的高度。
9.进一步地,定位支板与可调节支柱连接一端的上方设置第一限位块,用于限制车载继电器底座的位置。
10.进一步地,工装底板上安装车载继电器轭铁的一侧设置第二限位块,用于限制车载继电器轭铁,使车载继电器轭铁上表面水平放置。
11.本实用新型的有益效果是:本实用新型提供的一种车载继电器轭铁与底座组装工装,只需将螺母放置在工装上,然后把底座按定位要求放入工装上,这时按要求将轭铁紧固在底座上,实现一次定位完成底座与轭铁的组装,利用本工装进行组装,比手工组装效率提高10倍。本实用新型操作简单、定位准确、外型美观、提高效率、安全牢固。
附图说明
12.图1为车载继电器底座的结构示意图;
13.图2为车载继电器轭铁的结构示意图;
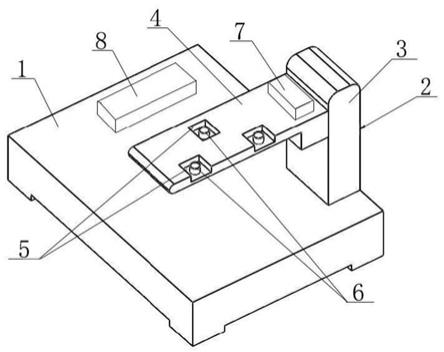
14.图3为本实用新型的一种车载继电器轭铁与底座组装工装的结构示意图;
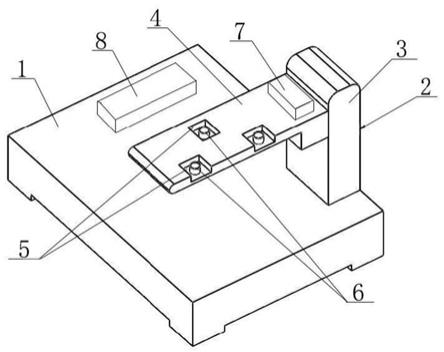
15.图4为在工装上安装车载继电器底座的结构示意图;
16.图5为在工装上安装车载继电器轭铁与底座的结构示意图。
17.图中:1:工装底板;2:定位架;3:可调节支柱;4:定位支板;5:定位槽;6:定位柱;7:第一限位块;8:第二限位块;9:车载继电器底座;10:螺母放置槽口;11:内侧面;12:车载继电器轭铁;13:紧固螺栓孔。
具体实施方式
18.为了更好的解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型作详细描述。
19.实施例1:
20.图1为车载继电器底座的结构示意图,从图中可以看出,车载继电器底座9上设置有三个螺母放置槽口10,用于放置组装时所用的螺母,在螺母放置槽口10的背面设置有螺栓孔,用于穿过紧固螺栓,与车载继电器轭铁12固定连接。图2为车载继电器轭铁的结构示意图,从图中可以看出,车载继电器轭铁12上设置有三个紧固螺栓孔13,三个紧固螺栓孔13与车载继电器底座9上设置的三个螺母放置槽口10的位置对应;紧固螺栓孔13用于穿过紧固螺栓,与车载继电器底座9固定连接。
21.参照图3,本实用新型提供一种车载继电器轭铁与底座组装工装。该工装包括工装底板1和定位架2,定位架2固定在工装底板1上。其中,定位架2包括相对于工装底板1纵向设置的可调节支柱3和横向设置的定位支板4。可调节支柱3的一端与工装底板1的一侧固定连接,可调节支柱3的另一端与定位支板4连接。可调节支柱3可根据组装时车载继电器底座9和车载继电器轭铁12的尺寸来调节定位支板4的高度。具体可以是,在可调节支柱3上设置有腰型孔,通过螺栓与定位支板4连接,组装前,需要松开螺栓调节定位支板4的高度,调节好后再拧紧螺栓固定定位支板4。
22.具体地,定位支板4上表面开设三个定位槽5,定位槽5的位置与车载继电器底座9上的螺母放置槽口10的位置对应。定位槽5内设置定位柱6,用于定位车载继电器轭铁12与底座9组装时所用的螺母。螺母定位是靠定位柱6和定位槽5内的定位面来定位。定位面是根据车载继电器底座9上设置的三个螺母放置槽口10的方向确定,靠近定位支板4边缘的两个定位槽5是外侧开口的结构,其内的螺母是靠开口对着的面来定位,另一个螺母是靠与可调节支柱3平行的两面定位。
23.定位槽5的尺寸与螺母的尺寸匹配,以使螺母放入定位槽5后,组装时防止螺母转动,使螺母只能沿着定位柱6向上移动。定位槽5的横截面为矩形结构,定位槽5的高度小于螺母沿轴向的高度,使螺母的一半放入定位槽5内,另一半放入车载继电器底座9上的螺母放置槽口10内,方便螺母与紧固螺栓拧紧固定。
24.具体地,定位支板4与可调节支柱3连接一端的上方设置第一限位块7,第一限位块7可以采用胶粘的方式固定在定位支板4上,用于限制车载继电器底座9的位置,使车载继电
器底座9上设置的三个螺母放置槽口10与定位支板4上的三个定位槽5的位置对应,进而可以使螺母的一半放入定位槽5内,另一半放入螺母放置槽口10内,确保螺母与螺母放置槽口10快速配合。由于车载继电器底座9上螺母放置槽口10的孔位是有公差的,因此第一限位块7采用软限位,软限位可以为橡胶材质制成。
25.具体地,工装底板1上安装车载继电器轭铁12的一侧设置第二限位块8,用于限制车载继电器轭铁12,使车载继电器轭铁12上表面水平放置。第二限位块8采用软限位,软限位可以为橡胶材质制成,其可以确保车载继电器轭铁12水平放置,还可以确保紧固后车载继电器轭铁12不变形。
26.本实用新型结构合理,可根据零件的尺寸不同进行调整,利用本工装进行组装,比手工组装效率提高10倍。
27.参照图4和图5,下面介绍本实用新型的具体组装过程:
28.1、在工装上安装螺母,将螺母放入定位槽5内的定位柱6上,然后将车载继电器底座9插入工装中,在插入过程中,保证车载继电器底座9的内侧面11与定位支板4带有开口的一侧面紧密贴合;当车载继电器底座9与第一限位块7接触后,按下车载继电器底座9,使螺母进入螺母放置槽口10中,此时工装上的定位槽5和车载继电器底座9上的螺母放置槽口10各含一半螺母;
29.2、将车载继电器轭铁12放在车载继电器底座9上,穿上三个紧固螺栓进行紧固,完成本序工作。
30.具体实施如下:
31.1、首先根据图样确定螺母位置;
32.2、根据车载继电器底座结构确定螺母定位标准;
33.3、为确保螺母与车载继电器底座上的螺母放置槽口快速配合,工装上应有限位块;
34.4、进行验收,使用。
35.满足下述三条时,工装可以使用:
36.1)在工装安装上螺母,然后将车载继电器底座放在工装上,通过视觉观察定位槽与螺母放置槽口是否对正;
37.2)将车载继电器轭铁放入车载继电器底座上,旋紧紧固螺母,感觉是否顺畅;
38.3)组装后,观察紧固螺母是否拧紧、有无损伤。
39.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行改动、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。