1.本实用新型涉及包装设备技术领域,具体涉及一种多列包装机。
背景技术:
2.随着科技的发展和时代的进步,自动化的包装技术越来越趋于完善,包装机就是把产品包装起来的一类机器,起到保护、美观的作用。包装机种类繁多,按封口形式区分,可分为背封式、三边封、四边封和三角封等等;按产品形态区分,可分为卧式包装机、立式包装机、真空包装机和封口机等等,大多是在自动生产线来完成包装作业,即包装膜依次经过对折、纵封边、填料和封口等一系列过程最后完成整个包装作业。其中封口是通过封口装置来实现的,横封机构是包装机的重要组成部分,它用于将包装物外面的包装膜进行加热切割和封口,防止包装袋内的物品漏出。
3.目前的横封机构采用双面网纹结构,气缸传动使横封双面压纹相互冲击,长期使用下来已出现磨损、错位,调整困难并且耗时的情况,影响对齿导致咬合度下降,出现封合不好,条袋气密性不稳定。
技术实现要素:
4.本实用新型的目的就是针对上述现有技术的不足,提供一种横封机构的压合处无磨损、错位等情况出现并且包装袋封口完整、气密性稳定的多列包装机。
5.本实用新型采用的技术方案如下:
6.一种多列包装机,它包括机架,机架的顶部设有自动定量下料装置,自动定量下料装置的进料口处设有进料斗,机架的外部设有装膜机构和控制箱,机架的内部设有成袋机构、横封机构和平切器,成袋机构位于自动定量下料装置的出料口下端,成袋机构与装膜机构上的包装膜连接,横封机构位于成袋机构的下方,平切器位于横封机构的下方,横封机构包括相对设置的前横封器和后横封器,前横封器上设有硅胶板,后横封器上设有压纹板,硅胶板与压纹板面对面设置。
7.本设备的后横封器通过滑杆固定在机架内,后横封器两侧设有气缸,两个气缸的活塞杆分别与前横封器两侧相连。
8.本设备的机架的内壁上设有供滑杆上下移动的滑槽,滑杆的一端通过滑块固定在滑槽内,滑杆的另一端固定在后横封器上。
9.本设备的机架的内部且位于横封机构的后上方设有传动辊,传动辊上设有提升带,提升带的一端从传动辊的上方穿入且固定在后横封器上,提升带的另一端缠绕在机架内底部设置的驱动轮上,驱动轮上设有用于控制驱动轮正反转的电机。
10.本设备的控制箱通过线路分别与自动定量下料装置、装膜机构、成袋机构、横封机构、平切器和电机连接。
11.本设备的自动定量下料装置包括料桶,料桶底部并排设有多列下料管,下料管中设有控制其下料量的定量器,下料管的出料口下方正对着成袋机构。
12.本设备的成袋机构包括成袋器支架和多个成袋器,成袋器支架固定设置在机架上,多个成袋器通过螺栓间隔均匀设置在成袋器支架上。
13.本设备的平切器包括相对设置的切刀座和切刀板,切刀板通过固定杆安装在机架内,切刀板两侧设有气缸ⅰ,气缸ⅰ的活塞杆与切刀座相连,切刀座朝向切刀板的一侧上设有平切刀。
14.本设备的进料斗呈倒圆锥状空心结构。
15.本设备的机架为内部设计成中空的框体。
16.本实用新型的有益效果有:
17.(1)本实用新型将横封机构原来双面压纹板改成一面压纹板,一面硅胶板,这样能够缓冲气缸及其他传动部件的冲力,减小对压纹板的磨损,也不会出现压纹板上压纹错位等情况,使得包装袋封口完整,气密性稳定以及纹路清晰。
18.(2)本实用新型通过电机控制驱动轮正反转动的同时,带动提升带将横封机构上下移动,而横封机构向上和向下移动的距离相同,均由控制箱根据预先设置好的距离来控制电机的转速,使得横封机构可对包装膜连续等距离封口,无需手动拉膜,操作起来更加方便快捷。
附图说明
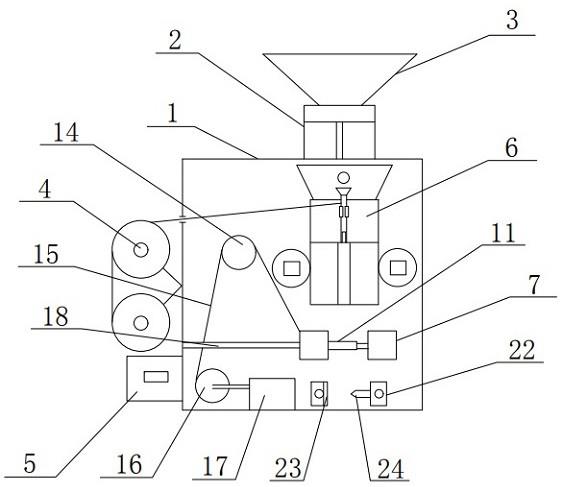
19.图1为本实用新型的结构示意图;
20.图2为图1的左视图;
21.图3为本实用新型中横封机构的示意图;
22.图4为本实用新型中自动定量下料装置的示意图;
23.图中1、机架;2、自动定量下料装置;3、进料斗;4、装膜机构;5、控制箱;6、成袋机构;7、横封机构;8、平切器;9、前横封器;10、后横封器;11、气缸;12、硅胶板;13、压纹板;14、传动辊;15、提升带;16、驱动轮;17、电机;18、滑杆;19、料桶;20、下料管;21、定量器;22、切刀座;23、切刀板;24、平切刀;25、滑槽;26、成袋器支架;27、成袋器。
具体实施方式
24.下面结合附图对本实用新型作进一步地说明:
25.如图1
‑
4所示,本实用新型它包括内部设计成中空框体的机架1,机架1的顶部设有自动定量下料装置2,自动定量下料装置2的进料口处设有进料斗3,进料斗3呈倒圆锥状空心结构,可以从进料斗3处向自动定量下料装置2内添加所需包装的物品。机架1的外部设有装膜机构4和控制箱5,机架1的内部设有成袋机构6、横封机构7、平切器8和电机17,其中控制箱5通过线路分别与自动定量下料装置2、装膜机构4、成袋机构6、横封机构7、平切器8和电机17连接,这样操作人员可通过控制箱5控制其工作。
26.本设备的成袋机构6位于自动定量下料装置2的出料口下端,该自动定量下料装置2包括料桶19,料桶19底部并排设有多列下料管20,下料管20中设有控制其下料量的定量器21,下料管20的出料口下方正对着成袋机构6,其中下料管20的顶端和底端设有可以控制打开或关闭的管盖;待包装的物品先从进料斗3处进入料桶19中,接着通过启动控制箱5,打开下料管20顶端的管盖,使物品从料桶19的底部分别流入多列下料管20中,并且由下料管20
中的定量器21进行称量,确保所有下料管20中的物品量都一致;然后定量器21将检测后的信号传送给控制箱5,由控制箱5内部进行处理,若所有定量器21称量的物品量与控制箱5内预先设置的物品量一致,那么控制箱5立即控制下料管20顶端的管盖关闭,同时下料管20底端的管盖打开,让物品进入成袋机构6中。
27.本设备的成袋机构6与装膜机构4上的包装膜连接,用于将包装膜制作成包装袋;该成袋机构6包括成袋器支架26和多个成袋器27,成袋器支架26固定设置在机架1上,多个成袋器27通过螺栓间隔均匀设置在成袋器支架26上,多个成袋器27与多列下料管20一一对应,便于下料管20中的物品能准确无误的全部进入成袋器27中。
28.本设备的横封机构7位于成袋机构6的下方,用于将装好物品的包装膜进行封口;平切器8位于横封机构7的下方,用于对封口好的包装袋进行切割;其中平切器8包括相对设置的切刀座22和切刀板23,切刀板23通过固定杆安装在机架1内,切刀板23两侧设有气缸ⅰ,气缸ⅰ的活塞杆与切刀座22相连,切刀座22朝向切刀板23的一侧上设有平切刀24,通过控制箱5可以控制气缸ⅰ的伸缩速率,可以精准的对切刀板23和平切刀24之间的包装袋封口进行切割,而不损坏包装袋的气密性。
29.本装置的横封机构7包括相对设置的前横封器9和后横封器10,后横封器10通过滑杆18固定在机架1内,其中机架1的内壁上设有供滑杆18上下移动的滑槽25,滑杆18的一端通过滑块固定在滑槽25内,滑杆18的另一端固定在后横封器10上。在后横封器10两侧设有气缸11,两个气缸11的活塞杆分别与前横封器9两侧相连,前横封器9上设有硅胶板12,后横封器10上设有压纹板13,硅胶板12与压纹板13面对面设置,气缸11传动使前横封器9与后横封器10相互压合。机架1的内部且位于横封机构7的后上方设有传动辊14,传动辊14上设有提升带15,提升带15的一端从传动辊14的上方穿入且固定在后横封器10上,提升带15的另一端缠绕在机架1内底部设置的驱动轮16上,驱动轮16上设有用于控制驱动轮16正反转的电机17。
30.当电机17正转时,带动驱动轮16正方向转动并收卷提升带15,使得提升带15将处于打开状态的横封机构7整体向正上方移动,用于之后压合包装膜的底边;当电机17反转时,带动驱动轮16反方向转动并放卷提升带15,使得提升带15将处于压合状态的横封机构7整体向正下方移动,同时带着底边压合好的包装膜向下移动,而横封机构7向上和向下移动的距离相同,均由控制箱5预先设置好的距离来控制电机17的转速。
31.本实用新型的使用过程如下:
32.将上述中自动定量下料装置2、装膜机构4、成袋机构6、横封机构7、平切器8、电机17以及控制箱5通过导线相互进行连接,具体连接手段,应参考下述工作原理中,各驱动件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不在对电气控制做说明。
33.使用时,将包装膜安装在装模机构4上,接着将包装膜的端口安装在成袋机构6中的成袋器27上,包装膜通过成袋器27自动成型,成型后的包装膜可以完成从上一道工序下来的横封过程,通过成袋机构6后的包装膜向下传送,然后通过电机17控制驱动轮16正方向旋转并收卷提升带15,从而带动横封机构7向正上方移动预先根据设置好的距离,待横封机构7移到位后,电机17停止运行,横封机构7中的前横封器9和后横封器10将传送下来的包装膜底边进行压合且不松开,压合完成后,继续通过电机17 控制驱动轮16反方向旋转并放卷
提升带15,从而带动横封机构7向正下方移动。
34.横封机构7压合着包装膜并在向正下方移动的过程中,控制待包装的物品从进料斗3处进入料桶19中,接着通过控制箱5,打开下料管20顶端的管盖,使物品从料桶19的底部分别流入多列下料管20中,并且由下料管20中的定量器21进行称量,确保所有下料管20中的物品量都一致;然后定量器21将检测后的信号传送给控制箱5,由控制箱5内部进行处理,若所有定量器21称量的物品量与控制箱5内预先设置的物品量一致,那么控制箱5立即控制下料管20顶端的管盖关闭,同时下料管20底端的管盖打开,让物品进入底边压合好的包装膜中,横封机构7移动到位后就打开前横封器9和后横封器10。
35.当前横封器9和后横封器10打开后,再次通过电机17控制驱动轮16正方向旋转并收卷提升带15,从而带动横封机构7向正上方移动,待横封机构7移到位后,电机17停止运行,横封机构7中的前横封器9和后横封器10将装满物品的包装膜顶边压合,从而完成一个包装袋的横封;根据生产作业需求,横封机构7需不断循环上述过程,将待包装的物品全部压封在包装膜中,压封后形成的包装袋都是首尾相连的,最后需继续向下传送到平切器8中通过平切刀24进行切割。
36.本实用新型涉及的其它未说明部分与现有技术相同。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。