1.本实用新型属于曲轴检测技术领域,涉及一种测量空间基准孔深度的检测工具。
背景技术:
2.曲轴是发动机中核心零件之一,在同时满足曲轴强度和发动机动力性能前提下,曲轴设计必须最大限度的轻量化。在曲轴曲柄上设计减重孔,是曲轴轻量化优化设计方案之一,减重孔的深度直接影响曲轴的重量及动平衡性能。由于减重孔位于曲柄背面,其孔口表面形状不规则,无法作为孔深度的测量基准。因此,难以采用常规量具及便利方法进行空间基准孔深度检测。目前在对空间基准孔进行深度检测时,常用的测量方法是采用三坐标进行检测。采用三坐标虽然能精确测量出空间基准孔的深度,但是三坐标测量仪需要安装在恒温实验室内,工件从产线上生产出来以后,需要运送到实验室进行检测,才能得知工件是否合格。同时,三坐标测量仪的价格昂贵,维护工作繁杂,不利于提高产线的生产效率和降低企业生产成本。
技术实现要素:
3.针对上述问题,本实用新型公开了一种测量空间基准孔深度的检测工具。本实用新型能够快速并且准确地测量空间基准孔深度是否符合生产要求。
4.本实用新型采用以下技术方案:
5.一种测量空间基准孔深度的检测工具,主要由检具体、表座、百分表和校对规组成;所述的检具体的形状为倒立的v形,包括底板、竖板和斜板;所述的底板水平设置,底板的一端与竖板的一端垂直连接,另一端与斜板的一端倾斜连接;所述的竖板的另一端设置有圆弧槽口;所述的斜板的中部设置有通孔;所述的表座的形状为长方体,水平设置在百分表下方的套筒上;所述的校对规的形状为u形。
6.本实用新型的进一步说明,所述的圆弧槽口的直径与连杆轴颈的直径相等;所述的竖板的宽度与工件的连杆轴颈的宽度相等;所述的斜板与竖板呈夹角α;所述的夹角α和空间基准孔倾斜的角度相等。
7.本实用新型的进一步说明,所述的校对规中部的u型凹槽的深度根据曲轴标准件中空间基准孔的深度设计。所述的校对规中部的u型凹槽的深度根据曲轴标准件中空间基准孔的深度设计是指:将校对规上的凹槽深度设计为曲轴标准件中的空间基准孔的深度尺寸,进而方便检测员通过校对规对百分表进行调零校对,再去检测待测工件上的减重孔是否符合生产要求。
8.本实用新型的进一步说明,所述的斜板的上表面和表座的底面为相互配合的测量基准面;所述的校对规的顶面与表座的底面为相互配合的校对基准面;所述的校对规中部的u型凹槽的底面为校准基准面。
9.本实用新型的工作原理:
10.1)将安装好表座的百分表平放在校对规上,表座的底面与校对规的顶面无间隙接
触,并将百分表调零,完成百分表的校准;
11.2)将检具体的竖板无间隙平放在待测空间基准孔的连杆轴颈上方,并使圆弧槽口卡入连杆轴颈中,无松动,完成检具体在工件上的安装定位;
12.3)将校准好的百分表无间隙的平放在斜板的上表面,无松动,百分表的探测头穿过通孔抵达待测工件的空间基准孔的底部平面,通过读取百分表指针偏摆量,即可以判定待测空间基准孔深度是否符合图纸要求。
13.本实用新型的有益效果:
14.1.本实用新型以检具体的斜板作为待测工件的空间基准孔的深度测量基准,并将检具体固定安装在连杆轴颈上,使用百分表对待测空间基准孔进行测量;工作人员可以直接在生产现场对工件进行测量,快速准确地判定待测工件空间基准孔深度尺寸是否符合图纸要求,可以有效的提高生产效率,且降低企业的生产成本。
15.2.本实用新型所述的校对规中部的u型凹槽的深度根据曲轴标准件中空间基准孔的深度设计,可以确保校对百分表时,校对结果准确。
16.3.本实用新型所述的圆弧槽口的直径与连杆轴颈的直径相等,竖板的宽度与工件的连杆轴颈档宽相等,使得检具体可以牢固地安装在工件上,并且提高测量的精度;所述的斜板v与竖板呈夹角α;所述的夹角α和空间基准孔倾斜的角度相等,能够让百分表在测量空间基准孔的深度时,百分表的测量杆与空间基准孔的的轴线垂直,提高测量结果的可靠性。
17.4.本实用新型所述的斜板的上表面和表座的底面为相互配合的测量基准面,使得表座可以无松动的放置在斜板上,提高测量的精度;所述的校对规的顶面与表座的底面为相互配合的校对基准面,能够提高百分表校准结果的可靠性。
附图说明
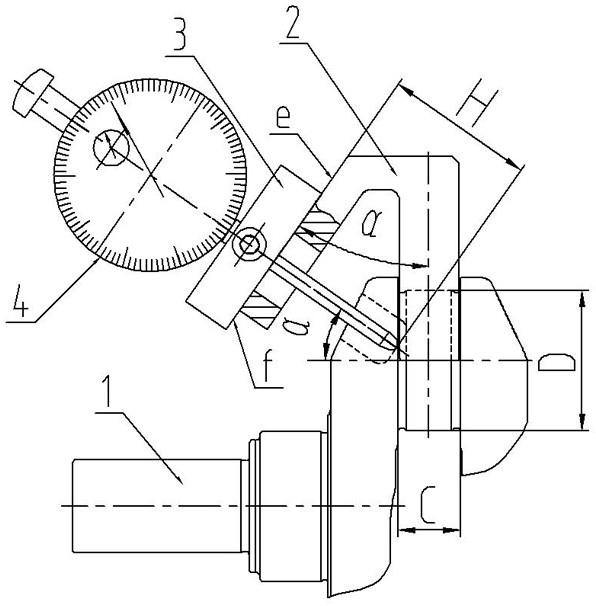
18.图1是待测工件的结构示意图;
19.图2是本实用新型的结构示意图;
20.图3是本实用新型的检具体的正视图;
21.图4是本实用新型的检具体的左视图;
22.图5是本实用新型的表座、百分表的结构示意图;
23.图6是本实用新型的校对规的结构图;
24.图7是本实用新型的校对规校准的正视图;
25.图8是本实用新型的校对规校准的左视图。
26.附图标识:
[0027]1‑
待测工件,2
‑
检具体,3
‑
表座,4
‑
百分表,5
‑
校对规,6
‑
底板,7
‑
竖板,8
‑
斜板,9
‑
通孔,10
‑
圆弧槽口,c
‑
连杆轴颈的宽度,d
‑
连杆轴颈的直径,h
‑
空间基准孔底部平面至测量基准面的距离,α
‑
空间基准孔倾斜的角度,e
‑
斜板的上表面,f
‑
表座的底面,g
‑
校对规的顶面。
具体实施方式
[0028]
下面结合附图对本实用新型作进一步说明。
[0029]
实施例1:
[0030]
如图所示的一种测量空间基准孔深度的检测工具,主要由检具体2、表座3、百分表4和校对规5组成;所述的检具体2的形状为倒立的v形,包括底板6、竖板7和斜板8;所述的底板6水平设置,底板6的一端与竖板7的一端垂直连接,另一端与斜板8的一端倾斜连接;所述的竖板7的另一端设置有圆弧槽口10;所述的斜板8的中部设置有通孔9;所述的表座3的形状为长方体,水平设置在百分表4下方的套筒上;所述的校对规5的形状为u形。
[0031]
本实施例的工作原理:
[0032]
1)将安装好表座3的百分表4平放在校对规5上,表座3的底面与校对规5的顶面无间隙接触,并将百分表4调零,完成百分表4的校准;
[0033]
2)将检具体2的竖板7无间隙平放在待测空间基准孔的连杆轴颈上方,并使圆弧槽口10卡入连杆轴颈中,无松动,完成检具体2在工件上的安装定位;
[0034]
3)将校准好的百分表4无间隙的平放在斜板8的上表面,无松动,百分表4的探测头穿过通孔9抵达待测工件的空间基准孔的底部平面,通过读取百分表4指针偏摆量,即可以判定待测空间基准孔深度是否符合图纸要求。
[0035]
实施例2:
[0036]
本实施例与实施例1的不同之处在于:所述的圆弧槽口10的直径与连杆轴颈的直径d相等;所述的竖板7的宽度与工件的连杆轴颈的宽度c相等;所述的斜板8与竖板7呈夹角α;所述的夹角α和空间基准孔倾斜的角度α相等。
[0037]
本实施例的工作原理与实施例1相同。
[0038]
实施例3:
[0039]
本实施例与实施例1的不同之处在于:所述的校对规5中部的u型凹槽的深度为h;所述的h为空间基准孔底部平面至斜板8的上表面e的距离。
[0040]
本实施例的工作原理与实施例1相同。
[0041]
实施例4:
[0042]
本实施例与实施例1的不同之处在于:所述的斜板8的上表面e和表座3的底面f为相互配合的测量基准面;所述的校对规5的顶面g与表座3的底面f为相互配合的校对基准面;所述的校对规5中部的u型凹槽的底面为校准基准面。
[0043]
本实施例的工作原理与实施例1相同。
[0044]
以上实施例仅为本实用新型的示例性实施例,不用于限制本实用新型,本实用新型的保护范围由权利要求书限定。本领域人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。