:
1.本实用新型涉及车刀的技术领域,更具体地说涉及一种加工轴承套圈的一体成型车刀。
背景技术:
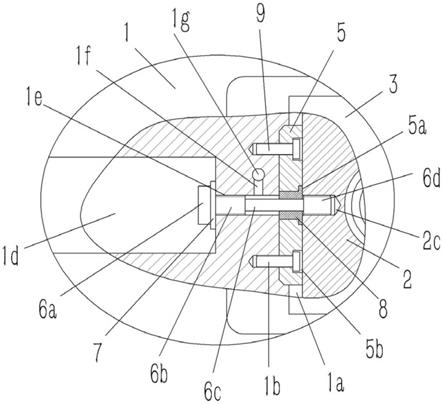
2.轴承零件部件的加工方式一般有热锻、冷碾、车加工等,现有轴承零部件的车架工一般为车内圆、车外圈、车倒角、车密封槽等。如图1所示的轴承套圈,其为轴承的内圈2,内圈2上外壁上成型有安设滚珠的滚珠沟槽21,滚珠沟槽21一侧的为内圈2的第一车削外壁 22,内圈2靠近侧端面的一侧设有第二车削外壁24,第二车削外壁24与第一车削外壁22之间设有密封槽23,该内圈2传统的加工方式为,先车削滚珠沟槽21,然后换刀,分两次分别对第一车削外壁22 和第二车削外壁24进行车削加工,最后再进行换刀,再车削密封槽;更换车刀和分次车削均需要耗费大量的时间,严重影响内圈的加工进度。
技术实现要素:
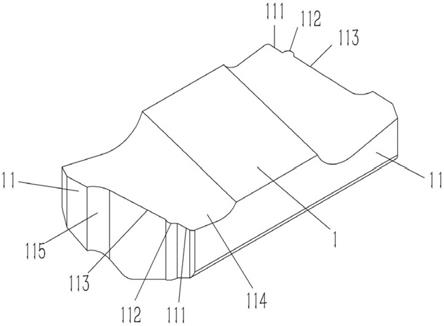
3.本实用新型的目的就是针对现有技术之不足,而提供一种加工轴承套圈的一体成型车刀,其能一次完成轴承内圈上的两个外壁以及密封槽的车削加工,大大提高了车加工的生产效果。
4.本实用新型的技术解决措施如下:
5.一种加工轴承套圈的一体成型车刀,包括矩形的合金块,合金块的下端面成型有等腰三角形的夹装定位块,合金块的两端均成型有切削刀头,切削刀头包括与合金块两端面相平行的第一切削刃,第一切削刃的内端成型有圆弧形的第二切削刃,第二切削刃的另一端成型有与第一切削刃相平行的第三切削刃;所述第一切削刃处与第一切削刃相垂直的合金块侧端面成型有逐渐扩大的弧形排屑槽。
6.优选的,所述合金块上弧形排屑槽两端的槽口分别分布在合金块相对的两侧端面上,所述弧形排屑槽的一侧成型有与第一切削刃、第二切削刃和第三切削刃相连的斜导流面。
7.优选的,所述合金块两端的两个切削刀头相对称,两个弧形排屑槽之间的合金块上端面呈平行四边形。
8.优选的,所述切削刀头上第三切削刃至合金块中部的中心距大于第一切削刃至合金块中部的中心距。
9.优选的,所述切削刀头上的第一切削刃、第二切削刃和第三切削刃上均成型有向下延伸的斜切屑面。
10.优选的,所述合金块两端的端面呈斜面,合金块一端切削刀头上的斜切屑面与相邻的合金块端面相平行;所述第三切削刃下侧的斜切屑面与合金块的端面之间成型有圆弧形的过渡面。
11.优选的,所述切削刀头上第三切削刃的长度大于第一切削刃的长度。
22、密封槽23和第二车削外壁24,如图4所示,通过该刀具能一次性加工内圈2上的第一车削外壁22、密封槽23和第二车削外壁24,进而可以减少换刀和分次加工的时间;
29.同时该车刀上长度较长的第三切削刃113,能有效避免车刀与轴承内圈2的侧端面相碰撞。
30.所述实施例用以例示性说明本实用新型,而非用于限制本实用新型。任何本领域技术人员均可在不违背本实用新型的精神及范畴下,对所述实施例进行修改,因此本实用新型的权利保护范围,应如本实用新型的权利要求所列。
技术特征:
1.一种加工轴承套圈的一体成型车刀,包括矩形的合金块(1),合金块(1)的下端面成型有等腰三角形的夹装定位块,其特征在于:合金块(1)的两端均成型有切削刀头(11),切削刀头(11)包括与合金块(1)两端面相平行的第一切削刃(111),第一切削刃(111)的内端成型有圆弧形的第二切削刃(112),第二切削刃(112)的另一端成型有与第一切削刃(111)相平行的第三切削刃(113);所述第一切削刃(111)处与第一切削刃(111)相垂直的合金块(1)侧端面成型有逐渐扩大的弧形排屑槽(114)。2.根据权利要求1所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述合金块(1)上弧形排屑槽(114)两端的槽口分别分布在合金块(1)相对的两侧端面上,所述弧形排屑槽(114)的一侧成型有与第一切削刃(111)、第二切削刃(112)和第三切削刃(113)相连的斜导流面。3.根据权利要求1所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述合金块(1)两端的两个切削刀头(11)相对称,两个弧形排屑槽(114)之间的合金块(1)上端面呈平行四边形。4.根据权利要求1所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述切削刀头(11)上第三切削刃(113)至合金块(1)中部的中心距大于第一切削刃(111)至合金块(1)中部的中心距。5.根据权利要求1所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述切削刀头(11)上的第一切削刃(111)、第二切削刃(112)和第三切削刃(113)上均成型有向下延伸的斜切屑面。6.根据权利要求5所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述合金块(1)两端的端面呈斜面,合金块(1)一端切削刀头(11)上的斜切屑面与相邻的合金块(1)端面相平行;所述第三切削刃(113)下侧的斜切屑面与合金块(1)的端面之间成型有圆弧形的过渡面(115)。7.根据权利要求1所述的一种加工轴承套圈的一体成型车刀,其特征在于:所述切削刀头(11)上第三切削刃(113)的长度大于第一切削刃(111)的长度。
技术总结
一种加工轴承套圈的一体成型车刀,包括矩形的合金块,合金块的下端面成型有等腰三角形的夹装定位块,合金块的两端均成型有切削刀头,切削刀头包括与合金块两端面相平行的第一切削刃,第一切削刃的内端成型有圆弧形的第二切削刃,第二切削刃的另一端成型有与前切削刃相平行的第三切削刃;所述前切削刃处与前切削刃相垂直的合金块侧端面成型有逐渐扩大的弧形排屑槽。它提供了一种专用车刀,能一次完成轴承内圈上的两个外壁以及密封槽的车削加工,大大提高了车加工的生产效果。大大提高了车加工的生产效果。大大提高了车加工的生产效果。
技术研发人员:王平平 俞涛 马恒孝 陈琳
受保护的技术使用者:浙江中集轴承有限公司
技术研发日:2021.05.25
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。