技术特征:
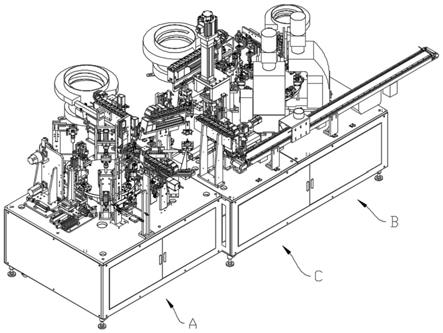
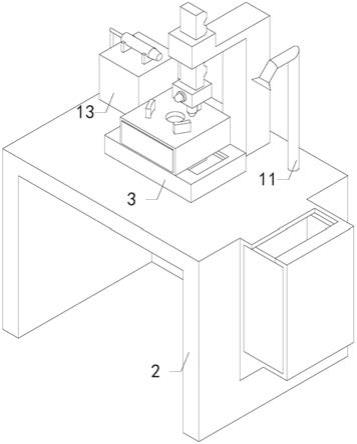
1.一种电磁阀线圈自动组装设备,其特征在于:包括线圈熔接测试机构a、上盖弹片组合压铆机构b和线圈外壳上盖组合压装机构c,所述线圈熔接测试机构a的线圈装外壳工位(7)将组装好的线圈输送到所述线圈外壳上盖组合压装机构c的线圈上料工位(18),所述上盖弹片组合压铆机构b的上盖出料工位(16)将组装好的上盖输送到所述线圈外壳上盖组合压装机构c的上盖上料工位(21);所述线圈外壳上盖组合压装机构c将线圈和上盖压装后输出;所述上盖出料工位(16)与所述上盖上料工位(21)之间设有三联搬运机构(17),用于输送上盖。2.根据权利要求1所述的一种电磁阀线圈自动组装设备,其特征在于:所述线圈熔接测试机构a设置有转盘a,所述上盖弹片组合压铆机构b设置有转盘b,所述线圈外壳上盖组合压装机构c设置有转盘c;所述线圈熔接测试机构a、所述上盖弹片组合压铆机构b和所述线圈外壳上盖组合压装机构c各自具备多个工位,多个工位设于转盘上并随着转盘进行旋转。3.根据权利要求1所述的一种电磁阀线圈自动组装设备,其特征在于:所述线圈熔接测试机构a包括:线圈缠绕检测工位(1),用于检测线圈是否缠绕正确;预压工位(2),用于将线圈的线头预先压实;熔接工位(3),用于将线圈和针尖熔接;线尾检测工位(4),用于检测线圈线尾;电阻检测工位(5),用于检测线圈和针尖是否熔接完好;不合格切断工位(6),用于将熔接不合格的线圈的针尖切断;线圈装外壳工位(7),用于在线圈的外部加装外壳,并且将装好外壳的线圈输送到所述线圈外壳上盖组合压装机构c的所述线圈上料工位(18);不合格下料工位(8),用于将不合格的线圈输送出去。4.根据权利要求3所述的一种电磁阀线圈自动组装设备,其特征在于:所述上盖弹片组合压铆机构b包括:盖子上料工位(9);上弹片工位(10),用于在盖子上加装弹片;旋铆工位,用于将弹片和盖子进行旋铆操作形成线圈的上盖;上盖出料工位(16),用于将上盖输送到所述线圈外壳上盖组合压装机构c的上盖上料工位(21)。5.根据权利要求4所述的一种电磁阀线圈自动组装设备,其特征在于:所述线圈外壳上盖组合压装机构c包括:线圈上料工位(18),用于接收所述线圈装外壳工位(7)输送来的线圈;压装前高度检测工位(20),用于检测压装前的线圈外壳的高度,输出压装前线圈外壳高度的信号;线圈加装上盖工位(21),用于接收所述上盖出料工位(16)输送的上盖并将上盖放置在线圈上;压装工位(22),用于将上盖压装在线圈上;压装后高度检测工位(23),用于检测压装后的线圈高度,输出压装后线圈高度的信号,其中,压装后线圈高度的信号用于与压装前线圈外壳高度的信号比较以判断产品是否合格;成品出料工位(24),用于将压装前高度不合格的产品输出、用于将压装后高度不合格的产品输出、用于将压装后检测不合格的产品输出、用于将合格品输出。6.根据权利要求5所述的一种电磁阀线圈自动组装设备,其特征在于:所述线圈缠绕检测工位(1)包括第一电缸(109)、第一上下滑台气缸(101)、第一旋转气缸(102)、第一夹爪气缸(103),所述第一电缸(109)定位到线圈位置,所述第一上下滑台气缸(101)、所述第一旋转气缸(102)分别动作使得所述第一夹爪气缸(103)夹取线圈;还包括第一检测相机(110)和第二检测相机(111),用于采集线圈的初始位置的图像,以及采集顺时针旋转45
°
后的线圈的图像,当两次采集的图像有任一不合格时,判定该线圈缠绕不合格。
7.根据权利要求6所述的一种电磁阀线圈自动组装设备,其特征在于:所述线圈装外壳工位(7)包括第二旋转气缸(715)、上顶气缸(709)、定位板(716),所述第二旋转气缸(715)上设置的第一夹取头从转盘a上夹取线圈放置在所述定位板(716)上,所述上顶气缸(709)将所述定位板(716)上顶一段距离使得线圈上升一段距离;还包括小转盘(719),所述小转盘(719)上设置两个工位,第一个工位用于接收线圈的外壳,第二个工位用于在外壳中放置线圈,并且,所述小转盘(719)在第一个工位接收外壳后转动到所述第二个工位等待线圈到来;还包括第二电缸(712),所述第二电缸(712)上设有同步动作的第一上下移动气缸(707)和第二上下移动气缸(710),所述第二电缸(712)的运动轨道倾斜设置,使得所述第一上下移动气缸(707)和所述第二上下移动气缸(710)斜向上运动或者斜向下运动,同时,所述定位板(716)、所述第二个工位、所述线圈上料工位(18)在同一条倾斜的直线上;所述第一上下移动气缸(707)连接有第一伺服电机(708),所述第一伺服电机(708)上设置的第二夹取头在所述定位板(716)上夹取线圈后放置到所述第二个工位上的外壳内,同时,所述第二上下移动气缸(710)连接有第二夹爪气缸(711),所述第二夹爪气缸(711)在所述第二个工位上夹取线圈和外壳放置到所述线圈上料工位(18)上。8.一种电磁阀线圈自动组装方法,其特征在于:所述方法应用于权利要求1
‑
7任一项所述的一种电磁阀线圈自动组装设备;所述方法包括以下步骤:线圈组装步骤:在所述线圈缠绕检测工位(1)上,从线圈上料处夹取线圈,采集线圈在初始状态下的图像,以及采集将初始状态下线圈顺时针旋转45
°
后的线圈的图像,利用视觉检测方法判定两次采集的图像是否合格,有任一图像不合格则判定该线圈不合格,将合格的线圈放置在所述预压工位(2)上;在所述预压工位(2)上,将线圈的线头进行压实,输送到所述熔接工位(3);在所述熔接工位(3)上,将线圈和针尖熔接,输送到所述线尾检测工位(4);在所述线尾检测工位(4)上,检测线圈线尾,不合格的线圈在所述不合格切断工位(6),上切断针尖;在所述电阻检测工位(5)上,检测线圈和针尖是否熔接完好,不合格的线圈在所述不合格切断工位(6),上切断针尖;在所述不合格切断工位(6)上,将不合格线圈的针尖切断;在所述线圈装外壳工位(7)上,将线圈放置在外壳内,输送到所述线圈上料工位(18);上盖组装步骤:在所述盖子上料工位(9)上接收盖子,输送到所述上弹片工位(10);在所述上弹片工位(10)上,接收弹片并将弹片放置在盖子上,输送到旋铆工位;在所述旋铆工位上,多次将弹片和盖子进行旋铆操作形成线圈的上盖,输送到所述上盖出料工位(16);在所述上盖出料工位(16)上,将上盖输送到所述线圈加装上盖工位(21);压装步骤:在所述线圈上料工位(18)上,接收所述线圈装外壳工位(7)输送来的线圈;在压装前高度检测工位(20)上,检测压装前的线圈外壳的高度,输出压装前线圈外壳
高度的信号;在线圈加装上盖工位(21)上,接收所述上盖出料工位(16)输送的上盖并将上盖放置在线圈上;在压装工位(22)上,将上盖压装在线圈上;在压装后高度检测工位(23)上,检测压装后的线圈高度,输出压装后线圈高度的信号;在成品出料工位(24)上,将压装前高度不合格的产品输出、用于将压装后高度不合格的产品输出、用于将压装后检测不合格的产品输出、用于将合格品输出。9.根据权利要求8所述的一种电磁阀线圈自动组装方法,其特征在于:在所述线圈装外壳工位(7)上还包括以下子步骤:所述第二旋转气缸(715)上设置的第一夹取头从转盘a上夹取线圈放置在所述定位板(716)上,所述上顶气缸(709)将所述定位板(716)上顶一段距离使得线圈上升一段距离;外壳上料处将外壳放置在所述小转盘(719)的第一个工位上,所述小转盘(719)将外壳转动到第二个工位上,所述第一伺服电机(708)的第二夹取头在所述定位板(716)上夹取线圈后放置到所述第二个工位上的外壳内,同时,所述第二上下移动气缸(710)连接的所述第二夹爪气缸(711)在所述第二个工位上夹取线圈和外壳放置到所述线圈上料工位(18)上。
技术总结
本发明公开了一种电磁阀线圈自动组装设备和组装方法,包括线圈熔接测试机构A、上盖弹片组合压铆机构B和线圈外壳上盖组合压装机构C,所述线圈熔接测试机构A的线圈装外壳工位将组装好的线圈输送到所述线圈外壳上盖组合压装机构C的线圈上料工位,所述上盖弹片组合压铆机构B的上盖出料工位将组装好的上盖输送到所述线圈外壳上盖组合压装机构C的上盖上料工位;所述线圈外壳上盖组合压装机构C将线圈和上盖压装后输出;所述上盖出料工位与所述上盖上料工位之间设有三联搬运机构,用于输送上盖。本发明将三个流水线巧妙的结合在一起,无需额外的转运,节省掉驱动源,节省整个占用空间,提高效率,降低成本。降低成本。降低成本。
技术研发人员:王艳龙 尚永锋 周晓刚 张勇 胡海波
受保护的技术使用者:无锡晶晟科技股份有限公司
技术研发日:2021.08.25
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。