1.本发明涉及一种基于可达域的激光增材制造装备人机界面布局优化方法,属于制造装备界面工效学设计领域。
背景技术:
2.激光增材制造技术是目前世界各国竞相发展的关键技术,主要是基于高能激光束快速熔覆金属粉末直接沉积成形的工艺。在激光增材制造过程中,操作者需要与激光发生系统、送粉系统、水冷系统、数控系统以及监控系统等多个子系统进行人机交互操作,完成制件成形加工。因此,其人机交互过程呈现多维度信息、多流程、多功能、多对象等特征,会导致其操作过程中人机交互效率低、舒适安全性差,从而制约激光增材制件成形质量稳定性。因此,开展增材制造装备人机交互界面布局优化设计研究,是有效提升激光增材制造过程中人机交互操作舒适性、安全性和人机交互效率的关键。
3.由于激光增材制造装备的高度集成性和复杂性等特征,导致其人机界面的信息容量大且结构关系错综复杂,容易引发人因失误,严重影响人机系统的高效运行和人员安全;因此对其人机交互界面的布局进行工效学优化设计,解决人员认知与界面布局信息编码的不平衡问题显得尤为重要。目前国内外学者主要围绕人机交互认知模型与人机界面优化方法开展了针对传统制造装备的人机界面布局优化研究,并取得了一定的成效。由于激光增材制造装备在系统结构、加工工艺、控制形式等方面与传统制造装备都存在显著差异,传统的人机界面布局优化方法难以适用高舒适性和高安全性操作需要的激光增材制造装备,且针对激光增材制造装备的人机界面布局优化研究也鲜见报道。因此,激光增材制造装备的人机界面布局优化研究中主要存在以下问题待解决:
4.(1)针对激光增材制造装备的人机界面布局优化问题,现有方法注重操作过程中人员认知与界面模块的重要性等因素,虽能满足人机交互过程中操作认知的基本要求,但忽略其人机界面中各模块在使用过程中的关联性,导致激光增材制造装备人机界面布局效果难以达到理想状态。
5.(2)针对激光增材制造装备的高操作舒适性和安全性的严苛需求问题,传统制造装备人机界面布局模型偏重基于经验性对人员认知与界面功能进行布局优化,难以系统兼顾其装备界面的舒适性因素和安全性因素,易受主观因素影响,导致其人机交互效率低。
6.(3)针对激光增材制造装备多决策变量的布局模型求解问题,传统的单一算法求解布局模型时参数组成与设置较为复杂,难以在最大迭代次数内准确确定最优解的搜索方向,造成求解的质量偏低,进而无法确定激光增材制造装备人机界面的最优布局方案。
技术实现要素:
7.本发明旨在提供一种基于可达域的激光增材制造装备人机界面布局优化方法,为激光增材制造装备的人机交互优化设计提供了一种有效途径。
8.为实现上述目的,本发明通过以下步骤实现:
9.s1.人机交互界面的模块化与可达域的划分,
10.s2.确定人机交互界面各个功能模块的使用关系、操作关系、配合关系,
11.s3.构建基于可达域的激光增材制造装备人机界面布局模型。
12.进一步地,所述的基于可达域的激光增材制造装备人机界面布局优化方法,所依据的人机交互界面布局设计原则为:
13.(1)应满足操作者的认知需求,将人员经验与认知特性统一起来,保证重要关键信息快速识别、快速响应。应充分考虑人员的认知规律与显控功能模块的重要性,使用频率和关联性,合理安排界面布局空间;
14.(2)应满足操作任务的舒适性,将各显控功能模块依据使用频率,操作顺序与操作关联性集中有序的布置于人员的舒适操作区域,以加快操作信息的处理,实现人机交互效率与操作舒适性的有效提升;
15.(3)应满足安全性需求,充分考虑操作者认知过程、操作过程及界面设计中安全性因素的影响,并作为关键性的布局影响因素融入到人机界面布局的优化中。
16.进一步地,所述基于可达域的激光增材制造装备人机界面布局优化方法,所述步骤s1人机交互界面的模块化与可达域的划分,具体操作为:
17.(1)界面模块化根据人机交互界面的使用功能,按照形状大小将功能区域划分为若干矩形规则模块。同时不考虑功能区域的复杂形状与区域内部的布局情况。
18.(2)利用jack仿真软件的可达域分析模块,结合人体冠状面垂直可达区域范围,绘制出操作者可达域cad图形。考虑到操作者的正常操作中普遍以右手进行操作,设定以人体冠状面中线为分界,右侧等级高于左侧,划分出含有6个级别的可达域。
19.(3)操作者使用各模块的的舒适性与稳定性程度与各功能模块所在的可达区域等级和在各可达区域的面积有关。为简化模块面积的计算过程,以可达域中线为基准进行单元栅格化处理;以10mm为一个基本单元划分各功能模块可达域面积。
20.进一步地,所述的基于基于可达域的激光增材制造装备人机界面布局优化方法,所述步骤s2中确定人机交互界面各个功能模块的使用关系、操作关系、配合关系。具体确定方法为:
21.(1)使用关系参数的确定
22.使用关系指操作者在激光增材制造装备的人机界面操作交互过程中对各功能模块的使用情况。使用关系由界面的功能模块重要性程度与使用频率共同组成。对使用关系较强的模块,应将其尽量合理的布置于操作者快速舒适安全操作的可达区域内。
23.界面功能模块的重要性程度与使用频率首先通过专家评分确定相应的重要分值与使用程度分值,之后采用灰色熵权法转化为重要性指数和使用频率指数来表示某一界面功能模块的重要性和使用频率情况。设界面功能模块的重要性评分矩阵为i,有a名专家对i个模块评分(i=17),则:
[0024][0025]
考虑到每个专家的经验不尽相同,设每个专家的自身评价权重为α
[0026]
α=[α
1 α
2 ... α
a
]
t
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0027]
则界面功能模块的重要性分值ω为
[0028]
ω=iα
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0029]
在界面功能模块的重要性评分过程中,考虑到安全作业的影响,在对界面功能模块重要性进行评分是以下列指标作为评分依据:子系统内重要程度,全系统内重要程度,防错设计程度,安全色彩与显示设计程度,安全编码情况。
[0030]
设界面功能模块的使用频率评分矩阵为k,考虑到激光增材制造装备在操作过程中存在不同状态的工况,设一共有b个工作状态,则使用频率矩阵k可表示为:
[0031][0032]
设每种工况发生的可能性为β
[0033]
β=[β
1 β
2 ... β
b
]
t
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0034]
则界面功能模块使用频率分值θ为
[0035]
θ=kβ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0036]
将重要性程度与使用频率进行合并,形成人机界面设备部件的使用关系参数,设使用关系参数为c,则
[0037]
c=aω bθ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)
[0038]
其中:a和b为重要性参数与使用关系参数之间的权重系数,且a b=1。
[0039]
(2)操作关系参数的确定
[0040]
操作关系是指操作者与激光增材制造装备人机界面进行操作交互过程中在各个工况下执行任务时各功能模块的操作顺序关系。设操作顺序矩阵为f
[0041][0042]
为考虑设备在操作过程中的安全性的影响,引入一个参数——安全操作系数,它代表模块在操作过程中的安全程度,设该系数为e,则操作关系参数为:
[0043][0044]
其中:f
ip
代表功能模块i在工况p中的操作顺序。
[0045]
(3)配合关系参数
[0046]
配合关系主要指两种功能模块在操作功能上的密切程度;即操作者在激光增材制造装备人机界面的操作交互过程中,为实现某一任务某两种界面功能模块是否存在任务上的关联。设配合关系矩阵为o
[0047][0048]
其中,o
id
表示第i个功能模块与第d个功能模块之间的配合关系。在构建配合关系时以[a e i o u]表达配合上的强弱关系。某一设备与其他设备之间的配合关系可以表示为
[0049][0050]
其中l
id
表示设备i与设备d之间的距离,距离越近,配合关系越强。考虑到界面单元栅格化的处理方式,距离l
id
以两界面模块之间间隔的单元数表示。
[0051]
进一步地,所述的基于用户操作体验的激光增材制造装备综合测试分析方法,其特征在于,所述步骤s3构建激光增材制造装备的人机界面布局模型,具体方法为:
[0052]
(1)问题描述:根据激光增材制造装备的人机界面布局优化相关原则,激光增材制造装备人机界面布局,应满足一定的工效学原理,将重要性与频率特性较高的显控装置布置于操作舒适便捷的范围内,并注意装置间操作与关联上的逻辑性;保证交互过程中快速认知,快速作业,安全舒适操作。为此优化模型的目标应保证各功能模块的总重要程度预期所占可达域等级最大。
[0053]
(2)条件假设:针对装备人机界面布局优化本文做出如下假设:装备人机交互界面的所有显控装置的尺寸、数量、内部组成形式不变。各显控装置之间不存在重叠区域,且布局范围不得超过界面总范围。
[0054]
(3)变量定义:装备界面布局优化模型的主要变量有
[0055]
w——总重要程度,其中w
i
=c
i
o
i
f
i
[0056]
x——不同可达范围的强度等级,x
ij
为第i个设备在第j个可达域内的强度等级。
[0057]
q——不同等级的可达域所占有的单元数,q
ij
为第i个模块在第j个可达域内所占的单元数。
[0058]
z——人机界面布局优化综合强度
[0059]
s——界面单元总数
[0060]
(4)模型与约束条件:激光增材制造装备人机交互界面布局优化模型可表示为
[0061][0062]
约束条件为:
[0063][0064][0065]
其中,公式(14)表示第i个功能模块在不同等级的可达域所占的单元数等于其自身的单元总数。公式(15)表示所有单元功能模块在个可达域所占单元数等于所有模块面积之和。
[0066]
本发明同时提供一种基于狼群
‑
粒子群混合智能算法的激光增材制造装备界面布局求解方法,以解决传统粒子群算法求解多维域模型易陷入局部最优的问题。
[0067]
为实现上述目的,本发明通过以下步骤实现:
[0068]
step1:参数设置,随机初始化狼群种群数量与围攻奔走步长等参数;
[0069]
step2:计算单只狼的适应度值,找出全局历史最优位置,确定头狼;
[0070]
step3:根据公式
[0071]
x
ij
(t 1)=x
ij
(t) rand
×
step
×
[x
lj
(t)
‑
x
ij
(t)]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(15)
[0072]
进行奔走行为,若途中发现更优的适应度值,则代替头狼;
[0073]
step4:根据公式
[0074][0075]
确定临界值,狼群进入临界值后依据公式
[0076]
x
ij
(t 1)=x
ij
(t) rand
×
step
b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(17)
[0077]
转入围攻行为;
[0078]
step5:根据粒子群算法公式记录当前粒子最优位置与全局最优位置;
[0079]
step6:计算单个粒子的适应度值,更新个体历史最优位置和全局历史最优位置;
[0080]
step7:将个体历史最优位置适应度值最差的q个粒子淘汰,并重新随机生成q个粒子;
[0081]
step8:判断是否满足终止条件(达到最大迭代次数),否则跳转step3;是则输出全局最优位置结束。
[0082]
进一步地,所述的基于狼群
‑
粒子群混合智能算法的激光增材制造装备界面布局求解方法,其特征在于,所述求解步骤中各公式均来源于基础狼群算法,其具体运算原理为:
[0083]
在狼群进行探寻、奔走与围攻的过程中,如果有其他狼发现了比头狼所在解更好的解,则该狼替代头狼的位置重新发起奔走围攻活动。当一次迭代结束后,狼群会通过淘汰机制将更新狼群,使狼群始终保持较强的寻优能力。狼群奔走机制如公式(15)所示。其中,rand是0到1间的随机数,step表示围攻狼奔走步长,x
lj
(t)表示第t次迭代时头领狼的位置。
[0084]
在奔走行为中,若围攻狼奔走后的位置目标函数适应度值优于当前位置目标函数适应度值,则围攻狼位置更新为奔走后的位置,否则,围攻狼位置任是奔走前的位置。狼群以一设定的临界值为界由奔走状态转入精密搜索的围攻状态,设该临界值为s
n
,计算公式如公式(16)所示其中,与表示的是解空间中可行解第j维的上限和下限,d是解空间维数,η是距离判断因子。
[0085]
围攻狼围攻行为是一种局部精密搜索,围攻行为公式如公式(17)所示。其中,rand为
‑
1至1的随机数,step
b
表示围攻步长。与奔走行为一样,在围攻狼围攻搜寻后的位置目标函数适应度值优于当前位置目标函数适应度值,则围攻狼位置更新为围攻后的位置,否则,围攻狼位置是围攻前的位置;若围攻狼围攻搜寻到的位置优于头领狼位置,则成为新头领狼。
[0086]
本发明的有益效果为:很好的满足了操作者对激光增材制造装备界面交互快捷、
稳定、安全、舒适的操作需要,为激光增材制造装备的人机界面设计提供非常理想的设计依据。
附图说明
[0087]
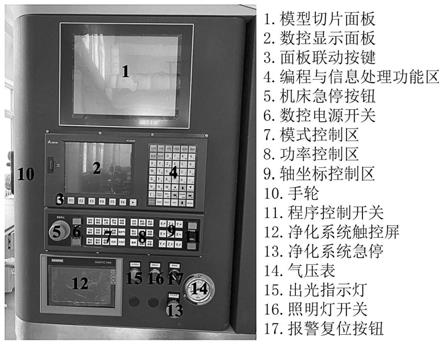
图1是本发明实施例界面功能区域示意图。
[0088]
图2是本发明实施例功能区域模块化结果。
[0089]
图3是本发明操作者人体可达域模块化结果。
[0090]
图4是本发明实施例界面栅格化处理结果。
[0091]
图5是本发明混合智能算法流程图。
[0092]
图6是本发明实施例混合算法求解迭代结果图。
[0093]
图7是本发明实施例优化设计方案。
[0094]
图8是本发明实施例验证实验场景。
[0095]
图9是本发明实施例验证实验首次注视时间对比图。
[0096]
图10(1)和10(2)是本发明实施例验证实验优化效果眼动热点对比图,其中图10(1)是原方案热点图,图10(2)是优化方案热点图。
具体实施方式
[0097]
下面结合附图及实施例,对本发明进行进一步详细说明,但应当理解实施例用以解释本发明,并不用于限制本发明。
[0098]
本实施例提供一种基于可达域的激光增材制造装备人机界面布局优化方法,包括如下步骤:
[0099]
s1.人机交互界面的模块化与可达域的划分,
[0100]
s2.确定人机交互界面各个功能模块的使用关系、操作关系、配合关系,
[0101]
s3.构建激光增材制造装备的人机界面布局模型。
[0102]
参见图1、图2、图3,所述步骤s1人机交互界面的模块化与可达域的划分,具体操作为:
[0103]
(1)界面模块化根据人机交互界面的使用功能,按照形状大小将功能区域划分为若干矩形规则模块。同时不考虑功能区域的复杂形状与区域内部的布局情况。
[0104]
(2)利用jack仿真软件的可达域分析模块,结合人体冠状面垂直可达区域范围,绘制出操作者可达域cad图形。考虑到操作者的正常操作中普遍以右手进行操作,设定以人体冠状面中线为分界,右侧等级高于左侧,划分出含有6个级别的可达域。
[0105]
(3)操作者使用各模块的的舒适性与快捷性程度与各功能模块所在的可达区域等级和在各可达区域的面积有关。为简化模块面积的计算过程,以可达域中线为基准进行单元栅格化处理;以10mm为一个基本单元划分各功能模块可达域面积。
[0106]
参见图4,本实施例将界面模块化结果与可达域进行重叠,形成本实施例人机交互界面的单元栅格化处理结果。对该结果统计各个可达域的单元数量及每个模块在各可达域所占的单元数量。栅格化处理后的模块单元数量统计结果如表1所示。
[0107]
表1各模块单元数量统计结果
[0108][0109]
注:第10号模块
‑
手轮由于是活动模块,不占用任何界面空间
[0110]
根据步骤s2,本实施例选取六名专家对人机界面内各功能模块的重要性程度、使用频率、各个工况的发生概率进行专家访谈,构建出重要性与使用频率的专家评分矩阵。采用灰色熵权法计算出各界面功能模块的重要性和使用频率权重指数,结果如表2所示。
[0111]
表2重要性指数与使用频率权重指数
[0112][0113]
根据步骤s2,依据ldm4030在不同工况下的功能模块操作情况,计算出功能模块在多工况下的操作顺序权重指数(如表3所示)。同时确定功能模块之间的配合关系,以1、3、5、
7、9来代表[a e i o u]表示功能模块与其它模块之间的相关性。功能模块之间的配合关系如表4所示。
[0114]
表3重要性指数与使用频率权重指数
[0115][0116][0117]
表4功能模块间的配合关系
[0118][0119]
根据步骤s3,将界面功能模块的使用关系参数、操作关系参数与配合关系参数进行整合(如表5所示),代入界面布局模型。
[0120]
参见图5,本发明同时提供一种基于狼群
‑
粒子群混合智能算法的激光增材制造装
备界面布局求解方法,以解决传统粒子群算法求解多维域模型易陷入局部最优的问题。
[0121]
为实现上述目的,本发明通过以下步骤实现:
[0122]
step1:参数设置,随机初始化狼群种群数量与围攻奔走步长等参数;
[0123]
step2:计算单只狼的适应度值,找出全局历史最优位置,确定头狼;
[0124]
step3:根据公式
[0125]
x
ij
(t 1)=x
ij
(t) rand
×
step
×
[x
lj
(t)
‑
x
ij
(t)]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(15)
[0126]
进行奔走行为,若途中发现更优的适应度值,则代替头狼;
[0127]
step4:根据公式
[0128][0129]
确定临界值,狼群进入临界值后依据公式
[0130]
x
ij
(t 1)=x
ij
(t) rand
×
step
b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(17)
[0131]
转入围攻行为;
[0132]
step5:根据粒子群算法公式记录当前粒子最优位置与全局最优位置;
[0133]
step6:计算单个粒子的适应度值,更新个体历史最优位置和全局历史最优位置;
[0134]
step7:将个体历史最优位置适应度值最差的q个粒子淘汰,并重新随机生成q个粒子;
[0135]
step8:判断是否满足终止条件(达到最大迭代次数),否则跳转step3;是则输出全局最优位置结束。
[0136]
根据上述步骤,在matlab上依据狼群
‑
粒子群混合智能算法流程编制算法语句。设总迭代次数为35,群体规模数为100,c1=c2=2.0,狼群规模为50,每次迭代后淘汰的狼的数量为5。经过优化计算后得到最优布局方案值为13427,求得的布局方案如表6所示。对优化前的布局方案进行计算得到的布局方案值为10551。
[0137]
表5人机界面功能模块参数
[0138]
[0139][0140]
表6优化后的布局方案
[0141][0142]
通过模型求解计算后的布局方案可以发现,相较于优化前的布局,优化后各功能模块在第i可达域与第ii可达域所占的单元数量相较于优化前增加了351个单元数,第v可达域与第vi可达域的单元数量有明显减少。
[0143]
参见图6,同时运用灰色狼群算法,遗传算法对同一模型进行求解,并将结果分别和狼群
‑
粒子群混合算法进行求解质量比对。灰色狼群算法求解结果为12766,在迭代20次左右时收敛;遗传算法求解结果为11327,在迭代23次左右时收敛;狼群
‑
粒子群算法在迭代16次左右收敛。
[0144]
参见图7,根据混合智能算法求解结果形成优化方案设计效果图,相较于优化前的布局情况,新的布局方案将主要的操作功能区域与总急停按钮集中在了右侧与右下角,将主要的显示界面在左侧及中轴线布置,在便于操作者快速安全操作的同时满足了操作者的认知特性。
[0145]
参见图8,为证明本发明实施例优化方案对提升操作者人机交互效率、安全舒适操作满足程度的效果,本实施例采用眼动实验进行实例验证。实验所使用的ergolab人机交互实验平台,其硬件组成为tobii fusion
‑
250眼动仪一台(采样频率为250hz),外接式显示屏一台(尺寸960mm
×
800mm)。软件组成为ergolab v3.0人机环境测试分析软件。实验选取具有丰富操作经验的老用户4人,具备一定经验的新用户4人,8名操作员平均年龄26岁,自愿参加本次实验。实验的具体任务为:操作者根据ldm4030在正常加工状态下的操作流程,分别在原方案和优化方案界面依照从开机到停机的整个流程作业顺序完成界面交互任务,单个实验的完成时间为3分钟左右。
[0146]
参见图9,通过分析对比优化前后操作者对指定兴趣区域的搜索时间,判断优化前后的设计方案满足操作者快速操作需要的程度。表7所示为优化前后首次注视时间的对比结果。
[0147]
表7优化前后首次注视时间对比结果
[0148][0149]
通过对比结果可知,相较于原方案,优化方案可以有效地缩短操作人员识别操作信息所用时间,进而可以快速的执行操作任务。对优化前后的首次注视时间进行双因素方差分析,以兴趣区域和设计方案为自变量,以首次注视时间为因变量。双因素方差分析结果如表8所示。
[0150]
表8首次注视时间双因素方差分析结果
[0151][0152]
注:r方=.626(调整后r方=.485)
[0153]
兴趣区域的f统计量的值2.415,p=0.151>0.05,说明兴趣区域对首次注视时间的影响不明显;优化方案的f统计量的值为8.545,p=0.019<0.05,说明优化方案对首次注视时间有显著的影响。证明优化后方案相较于优化前确实具有提升快速操作的能力效果。
[0154]
参见图10(1)和10(2),从优化前后的热点图来看,原方案和优化方案在热点分布与核心操作区域的视线集中范围相差无几,但是原方案的红色热点区域面积相较于优化方案偏大,这表明原方案在核心操作区域的视线停留时间较长,操作时间较优化方案也相对偏长。进一步证明优化后方案能够更好满足操作者快速与舒适操作的需要。
[0155]
综上,优化后的人机界面布局相较于优化前,在界面的合理性、操作的舒适性与安全性方面均有一定程度的提升,说明经过布局优化后的激光增材制造装备人机交互界面更加契合于操作者对装备界面高舒适性和高安全性的作业需要。
[0156]
以上所述为本发明的优选实施例,并不用于限制本发明,本发明所属领域的技术
人员依然可以对上述技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包括在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。