1.本实用新型是一种变色杯杯体自动化生产线,具体涉及生产制造技术领域。
背景技术:
2.目前,变色杯具通常都是通过车台压膜的形式来进行生产,生产好的毛胚压制成型,然后经过修毛边,水洗烘干,最后烘干后的杯子进行上釉,上釉完成的杯子开始进行烧制,最后烧制完成的杯子进行贴纸,从而实现成型,但是目前常用的变色杯在生产的过程一般需要将物料通过人工上料下料,生产效率较低。
技术实现要素:
3.本实用新型的目的在于解决现有技术的不足,提供一种变色杯杯体自动化生产线,以解决上述背景技术中提出的目前常用的变色杯在生产的过程一般需要将物料通过人工上料下料,生产效率较低等问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种变色杯杯体自动化生产线,包括输送装置、成型装置、自动上料装置、自动上釉装置、自动烘干装置、自动下料装置、驱动装置组件、装载台、定位组件、减速摩擦组件、导轨、行走装置、输送带、烘干机、冷风机、陶瓷杯、放置盘、贴标装置、贴标机、机械手、传送辊。
5.优选的,自动上料装置的前侧设置有输送装置,所述输送装置的一侧设置有成型装置,所述成型装置的一侧设置有自动上釉装置,所述成型装置与自动上釉装置均为现有机构,再次不做赘述,所述自动上釉装置的一侧设置有自动烘干装置,所述自动烘干装置的一侧设置有自动下料装置,所述自动下料装置采用多组吸盘与液压缸组合而成,所述自动下料装置主要用于将模具中的产品送出,同时自动下料装置采用多组吸盘与液压缸组合而成可以实现多个吸盘的同时抓取,同时转移,提高效率并且增强稳定性。
6.优选的,所述自动上料装置的最前侧设置有装载台,所述装载台主要用于放置物料组件,所述装载台的一侧设置有驱动装置组件,所述驱动装置组件采用驱动液压缸与减速器组合而成,所述驱动装置组件与行走装置配合使用,所述装载台的前侧设置有输送带。
7.优选的,所述输送带下侧设置有传送辊,所述传送辊被驱动装置组件与行走装置驱动,所述传送辊的运动可以带动输送带传送,所述输送带上侧设置有导轨,所述导轨的定位板前侧靠近输送装置的一侧设置有减速摩擦组件,所述减速摩擦组件采用减速摩擦片与减速棉垫组合而成,所述减速摩擦组件的设置可以防止在速度发生变化时导致陶瓷杯发生晃动,导致陶瓷杯的损坏。
8.优选的,所述自动烘干装置设置有烘干机,所述烘干机的前侧设置有冷风机,所述冷风机的前侧设置有贴标装置,所述贴标装置采用多个并列设置的贴标机组合而成,所述贴标装置的一侧设置有机械手,所述贴标机采用具有自动检测传感器的贴标机。所述陶瓷杯在自动上釉装置区域完成自动上釉后,所述输送装置上侧的输送带上侧设置的放置盘的陶瓷杯进入自动烘干装置区域内部,此所述自动烘干装置的烘干机对其进行全方位的烘
干,所述陶瓷杯烘干完成后,此时启动冷风机对其进行冷却,所述冷却完成后的陶瓷杯通过输送带自动进入贴标装置,此时装置的贴标机进行自动贴标,所述贴标机采用具有自动检测传感器的贴标机,由此可以自动检测陶瓷杯上侧的图案方位是否正确,若检测到陶瓷杯上侧的图案方位不正确或者图案未贴合,此时机械手将其具有不合格图案的陶瓷杯取出,所述具有合格图案的陶瓷杯则随着输送带输送,完成下料。
9.本实用新型提供了一种变色杯杯体自动化生产线,具备以下有益效果:所述本实用新型设置有输送装置、自动上料装置与自动下料装置,所述自动上料装置的最前侧设置有装载台,所述装载台主要用于放置物料组件,所述装载台的一侧设置有驱动装置组件,所述驱动装置组件采用驱动液压缸与减速器组合而成,所述驱动装置组件与行走装置配合使用,所述装载台的前侧设置有输送带,所述本实用新型采用自动上料装置与自动下料装置的配合使用,可以完成自动上料与下料,由机械代替原先的人工,提高工作效率,降低劳动量,并且所述自动下料装置采用多组吸盘与液压缸组合而成,所述自动下料装置主要用于将模具中的产品送出,同时自动下料装置采用多组吸盘与液压缸组合而成可以实现多个吸盘的同时抓取,同时转移,提高效率并且增强稳定性。
附图说明
10.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
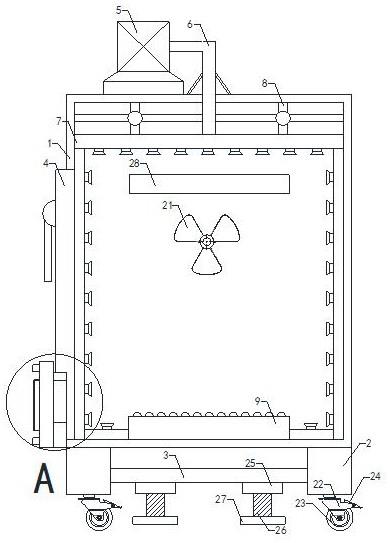
11.图1为本实用新型提出的一种变色杯杯体自动化生产线结构示意图;
12.图2为本实用新型提出的一种变色杯杯体自动化生产线部分结构示意图;
13.图3为本实用新型提出的一种变色杯杯体自动化生产线部分结构示意图;
14.图中:1、输送装置;2、成型装置;3、自动上料装置;4、自动上釉装置;5、自动烘干装置; 6、自动下料装置;7、驱动装置组件;8、装载台;9、定位组件;10、减速摩擦组件;11、导轨;12、行走装置;13、输送带;14、烘干机;15、冷风机;16、陶瓷杯;17、放置盘;18、贴标装置;19、贴标机;20、机械手;21、传送辊。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1
‑
3,本实用新型提供以下一种技术方案:本实用新型一种变色杯杯体自动化生产线,包括输送装置1、成型装置2、自动上料装置3、自动上釉装置4、自动烘干装置5、自动下料装置6、驱动装置组件7、装载台8、定位组件9、减速摩擦组件10、导轨11、行走装置12、输送带13、烘干机14、冷风机15、陶瓷杯16、放置盘17、贴标装置18、贴标机19、机械手20、传送辊21。
17.如图1所示,本实施例提供了一种变色杯杯体自动化生产线其特征在于:自动上料装置3的前侧设置有输送装置1,所述输送装置1的一侧设置有成型装置2,所述成型装置2的一侧设置有自动上釉装置4,所述成型装置2与自动上釉装置4均为现有机构,再次不做赘
述,所述自动上釉装置4的一侧设置有自动烘干装置5,所述自动烘干装置5的一侧设置有自动下料装置6,所述自动下料装置6采用多组吸盘与液压缸组合而成,所述自动下料装置主要用于将模具中的产品送出,同时自动下料装置6采用多组吸盘与液压缸组合而成可以实现多个吸盘的同时抓取,同时转移,提高效率并且增强稳定性。
18.如图1所示,本实施例提供了一种变色杯杯体自动化生产线其特征在于:所述自动上料装置3的最前侧设置有装载台8,所述装载台8主要用于放置物料组件,所述装载台8的一侧设置有驱动装置组件7,所述驱动装置组件7采用驱动液压缸与减速器组合而成,所述驱动装置组件7与行走装置12配合使用,所述装载台8的前侧设置有输送带13。
19.如图2所示,本实施例提供了一种变色杯杯体自动化生产线其特征在于:所述输送带13下侧设置有传送辊21,所述传送辊21被驱动装置组件7与行走装置12驱动,所述传送辊21的运动可以带动输送带13传送,所述输送带13上侧设置有导轨11,所述导轨11的定位板前侧靠近输送装置1的一侧设置有减速摩擦组件10,所述减速摩擦组件10采用减速摩擦片与减速棉垫组合而成,所述减速摩擦组件10的设置可以防止在速度发生变化时导致陶瓷杯发生晃动,导致陶瓷杯的损坏。
20.如图3所示,本实施例提供了一种变色杯杯体自动化生产线其特征在于:所述自动烘干装置5设置有烘干机14,所述烘干机14的前侧设置有冷风机15,所述冷风机15的前侧设置有贴标装置18,所述贴标装置18采用多个并列设置的贴标机19组合而成,所述贴标装置18的一侧设置有机械手20,所述贴标机19采用具有自动检测传感器的贴标机。所述陶瓷杯在自动上釉装置4区域完成自动上釉后,所述输送装置1上侧的输送带13上侧设置的放置盘17的陶瓷杯进入自动烘干装置5区域内部,此所述自动烘干装置5的烘干机14对其进行全方位的烘干,所述陶瓷杯烘干完成后,此时启动冷风机15对其进行冷却,所述冷却完成后的陶瓷杯通过输送带13自动进入贴标装置18,此时装置18的贴标机19进行自动贴标,所述贴标机19采用具有自动检测传感器的贴标机,由此可以自动检测陶瓷杯上侧的图案方位是否正确,若检测到陶瓷杯上侧的图案方位不正确或者图案未贴合,此时机械手20将其具有不合格图案的陶瓷杯取出,所述具有合格图案的陶瓷杯则随着输送带输送,完成下料。
21.本实用新型的使用流程:所述本实用新型在使用时,首先将物料放置到装载台8上侧,同时通过自动上料装置将物料通过输送带输送至成型装置2完成陶瓷杯的成型,所述陶瓷杯在输送带上侧输送至自动上釉装置区域处,进行自动上釉,所述陶瓷杯在自动上釉装置4区域完成自动上釉后,所述输送装置1上侧的输送带13上侧设置的放置盘17的陶瓷杯进入自动烘干装置5区域内部,此所述自动烘干装置5的烘干机14对其进行全方位的烘干,所述陶瓷杯烘干完成后,此时启动冷风机15对其进行冷却,所述冷却完成后的陶瓷杯通过输送带13自动进入贴标装置18,此时装置18的贴标机19进行自动贴标,所述贴标机19采用具有自动检测传感器的贴标机,由此可以自动检测陶瓷杯上侧的图案方位是否正确,若检测到陶瓷杯上侧的图案方位不正确或者图案未贴合,此时机械手20将其具有不合格图案的陶瓷杯取出,所述具有合格图案的陶瓷杯则随着输送带输送,完成下料。
22.所述本实用新型设置有输送装置1、自动上料装置3与自动下料装置,所述自动上料装置3的最前侧设置有装载台8,所述装载台8主要用于放置物料组件,所述装载台8的一侧设置有驱动装置组件7,所述驱动装置组件7采用驱动液压缸与减速器组合而成,所述驱动装置组件7与行走装置12配合使用,所述装载台8的前侧设置有输送带13,所述本实用新
型采用自动上料装置3与自动下料装置的配合使用,可以完成自动上料与下料,由机械代替原先的人工,提高工作效率,降低劳动量,并且所述自动下料装置6采用多组吸盘与液压缸组合而成,所述自动下料装置主要用于将模具中的产品送出,同时自动下料装置6采用多组吸盘与液压缸组合而成可以实现多个吸盘的同时抓取,同时转移,提高效率并且增强稳定性。
23.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。