具有视觉上不同的接触区域的多膜热塑性结构和袋及其制造方法
1.交叉引用
2.本技术要求于2019年3月28日提交的序列号为62/825,520的美国临时申请的权益和优先权。其公开内容通过引用以其整体并入本文。
3.背景
1.技术领域
4.本技术总体上涉及热塑性结构和由热塑性结构形成的袋。更特别地,本技术涉及包括多层膜和独特美学的热塑性结构和袋。
5.2.背景和相关技术
6.热塑性膜是各种商业和消费产品中常见的成分。例如,杂货袋、垃圾袋、包装袋和包装材料是通常由热塑性膜制成的产品。另外,女性卫生产品、婴儿尿布、成人失禁产品以及许多其他产品在某种程度上包括热塑性膜。
7.生产包括热塑性膜的产品的成本与热塑性膜的成本直接相关。最近热塑性材料的成本已经上升。作为回应,一些制造者试图通过减少产品中热塑性材料的量来控制制造成本。制造者试图降低生产成本的一种方法是拉伸热塑性膜,从而增加其表面积并减少生产给定尺寸产品所需的热塑性膜的量。
8.虽然拉伸的、较薄规格的材料可以为制造者节约成本,但使用较薄规格的膜可能会导致较低的耐用性。尽管最近的一些技术,至少在某些情况下,可能会得到可与较厚的同类产品一样坚实的相对较薄规格的膜,然而消费者却会自然地根据以往的经验感觉到,较薄规格的膜材料在质量和耐用性方面较低。
9.例如,向消费者暗示质量和耐用性低的一些线索是膜手感上有多厚或多薄,以及膜“看起来”有多薄或多弱。消费者倾向于将看起来或手感上较薄的膜视为具有相对低的强度。因此,即使一些机构可以在使用较薄的规格时改善膜强度的某些方面,然而这种膜的外观和感觉仍然倾向于使消费者认为膜的质量很低。例如,较薄的热塑性膜通常是比较透明的或半透明的。这类消费者在购买膜较薄的产品时,可能会觉得自己的钱花得不划算;因此,可能被劝阻购买较薄的热塑性膜。因此,尽管有潜在的材料节约,制造者可能被劝阻拉伸膜或使用较薄的膜。
10.因此,对于利用与热塑性膜相关的各种技术来制造坚实的、视觉上吸引人的和成本有效的产品,需要进行各种考虑。
11.简要概述
12.本公开的一个或更多个实施方式解决了现有技术中的一个或更多个问题,其中多膜(multi
‑
film)热塑性结构包括相邻膜之间的一个或更多个视觉上不同(visually
‑
distinct)的接触区域。视觉上不同的接触区域包括至少多膜热塑性结构的第一热塑性膜与第二热塑性膜紧密接触的区域。此外,当观察第一热塑性膜时,视觉上不同的接触区域在外观上(例如,不同的颜色)不同于第一热塑性膜不与第二热塑性膜紧密接触的区域。视觉
上不同的接触区域为消费者提供了关于多膜热塑性结构的强度和质量的视觉提示。此外,视觉上不同的接触区域可以提供独特且令人愉悦的视觉效果。
13.例如,多膜热塑性结构的实施方式包括具有第一外观的第一热塑性膜和具有由颜料产生的第二外观的第二热塑性膜。第一外观不同于第二外观。多膜热塑性结构还包括一个或更多个分离区域,在分离区域中,第一热塑性膜和第二热塑性膜是未结合的并且可选地是分离的。多膜热塑性结构还包括在第一热塑性膜和第二热塑性膜之间的至少一个视觉上不同的接触区域。当从多膜热塑性结构的第一热塑性膜侧观察时,至少一个视觉上不同的接触区域具有第二外观。此外,至少一个视觉上不同的接触区域被构造为在受到剥离力时,在第一热塑性膜或第二热塑性膜失效之前分离。此外,在至少一个视觉上不同的接触区域中的第一热塑性膜和第二热塑性膜的部分是平坦的并且未变形的。
14.另外,多层热塑性袋的实施方式包括第一热塑性袋,该第一热塑性袋包括沿着第一侧边缘、相对的第二侧边缘和封闭的底部边缘连结在一起的相对的第一侧壁和第二侧壁。第一热塑性袋用第一颜色着色。多层热塑性袋附加地包括定位于第一热塑性袋内的第二热塑性袋。第二热塑性袋包括沿着第一侧边缘、相对的第二侧边缘和封闭的底部边缘连结在一起的相对的第三侧壁和第四侧壁。第二热塑性塑料袋用第二颜色着色。多层热塑性袋还包括在第一热塑性袋和第二热塑性袋之间的至少一个视觉上不同的接触区域。当从多膜热塑性结构的第一热塑性膜侧观察时,至少一个视觉上不同的接触区域具有第二颜色。此外,至少一个视觉上不同的接触区域被构造成在受到剥离力时,在第一热塑性袋或第二热塑性袋失效之前分离。此外,第一热塑性袋和第二热塑性袋在至少一个视觉上不同的接触区域中的部分是平坦的并且未变形。
15.除了前述内容之外,用于制造多膜热塑性袋的方法包括使具有第一外观的第一热塑性膜和具有不同于第一外观的第二外观的第二热塑性膜在包括至少一个加热辊的一组接触辊之间经过。使第一热塑性膜和第二热塑性膜在该一组接触辊之间经过在第一热塑性膜的平坦部分和第二热塑性膜的平坦部分之间产生一个或更多个视觉上不同的接触区域。一个或更多个视觉上不同的接触区域在第一热塑性膜的平坦部分中产生具有第二外观的一个或更多个区域。一个或更多个视觉上不同的接触区域被构造成在受到剥离力时,在第一热塑性膜的平坦部分或第二热塑性膜的平坦部分失效之前分离。
16.另外的特征和优点将在下面的描述中阐述,并且部分地从描述中将是明显的,或者可以通过这种示例性实施方式的实践来学习。这种实施方式的特征和优点可以借助于在所附权利要求书中特别指出的工具和组合来实现和获得。这些和其他特征将从以下描述和所附权利要求书中变得更加明显,或者可以通过下文所阐述的这种示例性实施方式的实践来学习。
17.附图简述
18.为了描述可以获得本公开的上述和其他优点和特征的方式,将通过参考附图中图示的本公开的具体实施方式来表达上面简要描述的本公开的更具体的描述。应该注意的是,附图不是按比例绘制的,并且为了说明的目的,在所有附图中,相似结构或功能的元素通常由相同的参考数字表示。应理解这些附图仅描绘了本公开的常规实施方式,并且因此,这些附图不被认为是对其范围的限制,通过使用附图,将使用附加的具体特征和细节来描述和解释本公开,在附图中:
19.图1a
‑
图1c示出了根据本公开的一个或更多个实施方式的具有不同层数的膜的局部侧视截面图;
20.图2示出了根据本公开的一个或更多个实施方式的在第一热塑性膜和第二热塑性膜之间具有视觉上不同的接触区域的多膜热塑性结构的局部侧视截面图;
21.图3a
‑
图3b示出了根据本公开的一个或更多个实施方式的用于形成视觉上不同的接触区域的一组接触辊的视图;
22.图3c示出了根据本公开的一个或更多个实施方式的用于形成视觉上不同的接触区域的另一组接触辊的透视图;
23.图3d示出了根据本公开的一个或更多个实施方式的用于形成视觉上不同的接触区域的又一组接触辊的透视图;
24.图3e示出了根据本公开的一个或更多个实施方式的具有视觉上不同的接触区域的多膜热塑性结构的一部分的视图,该视觉上不同的接触区域由图3a或图3c的接触辊产生;
25.图4a
‑
图4c示出了根据本公开的一个或更多个实施方式的包括不同尺寸和图案元素密度的视觉上不同的接触区域的图案的多膜热塑性结构的俯视图;
26.图5示出了一个图表,该图表图示了根据本公开的一个或更多个实施方式的在视觉上不同的接触区域生成过程期间施加的热和压力水平;
27.图6a示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的区的多膜热塑性袋的透视图;
28.图6b示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的两个区的多膜热塑性袋的前视图;
29.图7示出了根据本公开的一个或更多个实施方式的包括具有连续的视觉上不同的区域的区的多膜热塑性袋的前视图;
30.图8示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的区的多膜热塑性袋的前视图;
31.图9示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的区的多膜热塑性袋的前视图;
32.图10示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的区的多膜热塑性袋的前视图;
33.图11a
‑
图11f分别示出了根据本公开的一个或更多个实施方式的包括视觉上不同的接触区域的区的多膜热塑性袋的透视图、前视图、后视图、侧视图、俯视图和仰视图;
34.图12示出了根据本公开的一个或更多个实施方式的制造具有视觉上不同的接触区域的多膜热塑性袋的过程的示意图;和
35.图13示出了根据本公开的一个或更多个实施方式的制造具有视觉上不同的接触区域的多膜热塑性袋的另一过程的示意图。
36.详细描述
37.本公开的一个或更多个实施方式包括用于产生具有视觉上不同的接触区域的多膜热塑性结构和多膜热塑性袋的器械和方法。特别地,一个或更多个实施方式包括多膜热塑性结构和/或袋,其包括视觉上不同的接触区域的区域,其中视觉上不同的接触区域在多
膜热塑性结构或袋的至少一部分中产生视觉对比。
38.特别地,一个或更多个实施方式包括多膜热塑性结构,该多膜热塑性结构包括为第一颜色的第一热塑性膜和为第二颜色的相邻的第二热塑性膜。接触区域包括与第二热塑性膜的部分紧密接触的第一热塑性膜的部分,以及与第一热塑性膜的部分紧密接触的第二热塑性膜的部分。使第一热塑性膜和第二热塑性膜直接接触会造成第一热塑性膜的区域或区的外观改变。特别地,在一个或更多个实施方式中,当从多膜热塑性结构的第一热塑性膜侧观察时,视觉上不同的接触区域包括与第一热塑性膜不与第二热塑性膜紧密接触(例如,被分离开一定间隙或空间)的部分不同的颜色。
39.在一个或更多个实施方式中,本文描述的方法将多膜热塑性结构的膜之间视觉上不同的接触区域组织成图案。例如,图案可以是连续的或离散的,并且可以包括不同密度的图案元素。另外,多膜热塑性结构可以包括在多膜热塑性结构的任何百分比的区域上的视觉上不同的接触区域的图案。
40.此外,当多膜热塑性结构或袋的膜具有不同外观时,由于包括颜料或其他染色剂,视觉上不同的接触区域造成相邻膜中视觉对比区域的外观。例如,在第一热塑性膜是浅色而第二热塑性膜是深色的双膜热塑性结构中,两个膜之间的紧密接触会在第一热塑性膜的区域中造成研磨效应(whetting effect)。例如,紧密接触从两个膜的部分之间去除空气,使得第二热塑性膜的颜色透过第一热塑性膜示出。因此,在该示例中,接触区域造成在较亮的第一热塑性膜中出现暗区域。因此,视觉上不同的接触区域可以在第一膜的一部分和第二膜的一部分之间产生紧密接触,造成紧密接触区域呈现出一个膜的视觉特质。可替代地,紧密接触的区域可以呈现为第一膜和第二膜混合的视觉外观,或者不同于第一膜和第二膜两者的外观。
41.根据本文的公开内容,将会理解的是,多膜热塑性结构的膜的部分可以使用各种技术将彼此紧密接触。特别地,一个或更多个实施方式包括利用多膜热塑性结构的膜上的热和压力将膜聚集在一起并产生视觉上不同的接触区域。
42.此外,一个或更多个实施方式包括控制热和压力的量,以调整形成视觉上不同的接触区域的膜的特性。例如,在一种或更多种实施方式中,施加足够的热和压力以将膜紧密接触,但不至于降级强度或者另外地减弱膜。例如,在一个或更多个实施方式中,视觉上不同的接触区域中的膜的强度基本上没有减弱。更特别地,在一种或更多种实施方式中,具有视觉上不同的接触区域的膜的横向方向抗拉强度(transverse
‑
direction tensile strength)不会显著低于不包括视觉上不同的接触区域的膜的区域的横向方向抗拉强度。更进一步,在一种或更种实施方式中,具有视觉上不同的接触区域的膜的冲击强度(例如,通过落镖冲击测试(dart drop test)测量的)不会显著低于不包括视觉上不同的接触区域的膜的区域。
43.另外地,一个或更多个实施方式包括控制热和压力的量,以调整形成视觉上不同的接触区域的膜的特性,使得膜紧密接触但未结合或轻微结合。例如,一个或更多个实施方式提供了在相对亮的多膜热塑性结构的相邻膜之间形成视觉上不同的接触区域,使得当受到给定范围内的剥离力时,作用在多膜结构上的力首先通过破坏视觉上不同的接触区域的结合部而被吸收,而不是通过撕裂或以其他方式造成多膜结构的任何膜失效而被吸收,或者是在多膜结构的任何膜失效之前将力吸收。这种实施方式可以提供整体较薄的膜,该膜
采用减少量的原材料,但仍具有保持的或增加的强度参数。可替代地,这种实施方式可以使用给定量的原材料,并提供具有增加的强度参数的膜。例如,包括视觉上不同的接触区域的膜可以具有增加的抗撕裂传播性(resistance to tear propagation)。特别地,横跨膜的撕裂传播可以在遇到视觉上不同的接触区域时被阻止或以其他方式禁止。
44.特别地,根据一个或更多个实施方式的多膜结构的相邻层之间的视觉上不同的接触区域可用于,当受到剥离力时,在允许这些力造成多层膜结构的各个膜失效之前首先通过断裂来吸收力。这种作用可以为多膜热塑性结构提供增加的强度。在一个或更多个实施方式中,视觉上不同的接触区域包括小于每个单独膜的最弱的抗撕裂性的结合强度,从而当受到给定范围内的剥离力时,造成视觉上不同的接触区域的结合在膜失效之前失效。实际上,一个或更多个实施方式包括视觉上不同的接触区域,其在多膜热塑性结构的膜的任何局部撕裂之前释放。
45.因此,在一种或更多种实施方式中,多膜热塑性结构的视觉上不同的接触区域可以在任一单独层经历分子级变形之前失效。例如,施加的拉紧力可以在单独的膜的任何分子级变形(伸展、撕裂、刺穿等)之前将视觉上不同的接触区域拉开。换句话说,与多膜结构的单个膜的分子级变形相比,视觉上不同的接触区域可以提供对所施加的拉紧力更小的抵抗力。与等厚度的单层膜或其中多个层紧密结合在一起(例如,共挤出(coextruded))的多膜结构相比,视觉上不同的接触区域的这种构型可以为多膜热塑性结构提供增加的强度特性。
46.如本文所使用的,术语“层压(lamination)”、“层压件(laminate)”和“层压膜”是指通过将两层或更多层膜或其它材料结合在一起的过程和由其制成的所得产品。术语“结合”,当提及多膜结构的多个层的结合而使用时,可以与层的“层压”互换使用。根据一个或更多个实施方式,多膜结构的相邻膜彼此层压或结合。
47.术语“层压件”还包括包括一个或更多个粘结层的共挤出多层膜。作为动词,“层压”意指将两种或更多种单独制成的膜物品彼此附连或粘附(例如,通过粘合剂结合、压力结合、超声波结合、电晕层压、热结合等)以便形成多膜结构。作为名词,“层压件”意指通过刚才描述的附连或粘附产生的产品。
48.在一个或更多个实施方式中,多膜结构的膜之间视觉上不同的接触区域可以是连续的。如本文所使用的,视觉上不同的接触区域的“连续”是指在机器方向(machine direction)、横向方向或成角度方向上连续的视觉上不同的接触区域。
49.在一个或更多个实施方式中,多膜结构的膜之间的视觉上不同的接触区域可以是离散的或非连续的图案(即,不连续的或部分不连续的)。如本文所用的,视觉上不同的接触区域的“离散图案”是指图案元素在机器方向、横向方向或成角度方向上的不重复图案。
50.在一个或更多个实施方式中,多膜结构的膜之间的视觉上不同的接触区域可以是部分不连续的图案。如本文所用的,视觉上不同的接触区域的“部分不连续”图案是指在机器方向或横向方向上基本连续,但在机器方向或横向方向中的另一个方向上不连续的图案元素。可替代地,视觉上不同的接触区域的部分不连续图案是指在物品的宽度上基本连续但是在物品的高度不连续的图案元素,或者在物品的高度上基本连续但在物品的宽度上不连续的图案元素。更特别地,视觉上不同的接触区域的部分不连续图案是指通过在机器方向、横向方向或者在机器方向和横向方向这两个方向上重复分离区域而断开的重复图案元
素。部分不连续以及不连续的图案两者都是非连续性热压力结合的类型(即,在两个表面之间不完全且连续的粘合)。
51.一个或更多个实施方式包括将着色的、轻度着色的和/或基本上未着色的热塑性膜紧密接触。如本文所使用的,术语“基本上未着色的”是指基本上不含显著量的颜料的一个或多个热塑性层片,使得该层片基本上透明或半透明。例如,“基本上未着色的”膜可以具有重量上0%至重量上2%之间的颜料浓度(即,膜总成分的百分比)。在一些实施例中,“基本上未着色的”膜可以具有重量上约0%至重量上约1%之间的颜料浓度。在进一步的实施例中,“基本上未着色的”膜可以具有大重量上约0%至重量上约0.75%之间的颜料浓度。基本上未着色的膜可以具有透明或半透明的外观。
52.如本文所使用的,术语“轻度着色的”是指着色的一层或多层热塑性层片,使得当该着色的一层或多层热塑性层片与着色膜紧密接触时,产生意料之外的外观。例如,意料之外的外观可以是着色膜的颜色“研磨”透过轻度着色膜。可替代地,意料之外的外观可以是不同于单独膜的外观(例如颜色)的效果。如果一个膜具有太多的颜料,当其与另一个着色膜紧密接触时,不会产生意料之外的外观。产生意料之外外观的轻度着色膜中的颜料量可由膜的厚度指示。
53.着色膜可以包括轻度着色膜或具有比轻度着色膜更高百分比的颜料的膜。如上所提及的,在一个或更多个实施例中,第一热塑性膜是基本上未着色的或轻度着色的,并且第二热塑性膜是着色的。因此,在一个或更多个实施例中,与第一热塑性层相比,第二热塑性层具有更高百分比的颜料。可替代地,第一热塑性层和第二热塑性层具有相同百分比的颜料,但是与第二热塑性层相比,第一热塑性层包括更浅的颜料。
54.如本文所使用的,术语“一种颜料或多种颜料”是指具有有机和无机性质的固体,这些固体被如下定义:当这些固体在系统中使用并且并入热塑性膜中时,这些固体吸收部分光并反射其互补部分,该互补部分形成热塑性层片的颜色。合适颜料的代表性但非限制性的示例包括无机有色颜料,诸如如氧化铁,其所有色调为黄色、棕色、红色和黑色;并且呈其所有的物理形式和粒度类别,氧化铬颜料(也与镍和钛酸镍共沉淀)、源自铜酞菁的蓝色和绿色颜料(也以各种α、β和ε结晶形式氯化和溴化)、源自硫铬酸铅的黄色颜料、源自钒酸铅铋的黄色颜料、源自硫铬钼酸铅(lead sulphochromate molybdate)、氧化铅、硫化镉、硒化镉、铬酸铅、铬酸锌,钛酸镍等的橙色颜料。出于本发明的目的,术语“有机颜料”还包括由有机燃烧产生的黑色颜料(所谓的“炭黑”)。有机有色颜料包括基于芳基酰胺的具有有机性质的黄色颜料、基于萘酚的具有有机性质的橙色颜料、基于二酮吡咯并吡咯(diketo
‑
pyrrolo
‑
pyrole)的具有有机性质的橙色颜料、基于偶氮染料的锰盐的红色颜料、基于β
‑
氧萘甲酸的锰盐的红色颜料、红色有机喹吖啶酮颜料和红色有机蒽醌颜料。有机有色颜料包括偶氮和重氮颜料、酞菁、喹吖啶酮颜料、苝颜料(perylene pigments)、异吲哚啉酮、蒽醌、硫靛、溶剂染料等。
55.颜料可以是反光的(例如白色颜料)或吸光的(例如黑色颜料)。适合于一个或更多个实施方式的颜料的示例包括二氧化钛、氧化锑、氧化锌、白铅、立德粉(lithopone)、粘土、硅酸镁、重晶石(baso4)和碳酸钙(caco3)。
56.膜材料
57.首先,本公开的一个或更多个实施方式的膜的热塑性材料可以包括热塑性聚烯
烃,包括聚乙烯及其共聚物和聚丙烯及其共聚物。基于烯烃的聚合物可以包括基于乙烯或丙烯的聚合物,诸如聚乙烯、聚丙烯,以及共聚物,诸如乙烯乙酸乙烯酯(eva)、乙烯丙烯酸甲酯(ema)和乙烯丙烯酸(eaa),或者此类聚烯烃的共混物。
58.根据本公开的适合于用作膜的聚合物的其它示例包括弹性体聚合物。合适的弹性体聚合物也可以是生物可降解的或环境可降解的。用于膜的合适的弹性体聚合物包括聚(乙烯
‑
丁烯)、聚(乙烯
‑
己烯)、聚(乙烯
‑
辛烯)、聚(乙烯
‑
丙烯)、聚(苯乙烯
‑
丁二烯
‑
苯乙烯)、聚(苯乙烯
‑
异戊二烯
‑
苯乙烯)、聚(苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯)、聚(酯
‑
醚)、聚(醚
‑
酰胺)、聚(乙烯
‑
乙酸乙烯酯)、聚(乙烯
‑
甲基丙烯酸酯)、聚(乙烯
‑
丙烯酸)、定向聚(乙烯
‑
对苯二甲酸酯)、聚(乙烯
‑
丙烯酸丁酯)、聚氨酯、聚(乙烯
‑
丙烯
‑
二烯)、乙烯
‑
丙烯橡胶、尼龙等。
59.下文的一些示例和描述涉及由线性低密度聚乙烯形成的膜。本文使用的术语“线性低密度聚乙烯”(lldpe)定义为意指乙烯和少量含4个至10个碳原子的烯烃的共聚物,其具有从约0.910至约0.930的密度以及从约0.5至约10的熔融指数(mi)。例如,本文的一些示例使用辛烯共聚单体,溶液相lldpe(mi=1.1;ρ=0.920)。附加地,其它示例使用气相lldpe,其是用滑移/ab(slip/ab)配制的己烯气相lldpe(mi=1.0;ρ=0.920)。更进一步的示例使用气相lldpe,其是用滑移/ab配制的己烯气相lldpe(mi=1.0;ρ=0.926)。可以理解,本公开不限于lldpe,并且可以包括“高密度聚乙烯”(hdpe)、“低密度聚乙烯”(ldpe)和“极低密度聚乙烯”(vldpe)。事实上,由任何前述热塑性材料或其组合制成的膜可以适合于与本公开一起使用。
60.本公开的一些实施方式可以包括任何柔性或易弯的热塑性材料,其可以形成为或制成幅材(web)或膜。此外,热塑性材料可以包括单层或多层。热塑性材料可以是不透明的、透明的、半透明的或着色的。此外,热塑性材料可以是透气的或不透气的。
61.如本文所使用的,术语“柔性”是指能够挠曲或弯曲特别是重复地挠曲或弯曲的材料,使得这些材料响应于外部施加的力而是柔韧和可屈服的。因此,“柔性”在意义上与术语不可弯曲的、刚性的或不可屈服的基本上相反。因此,柔性的材料和结构可以在形状和结构上进行改变,以适应外力并符合与其接触的物体的形状,而不会失去其完整性。根据进一步的现有技术材料,提供了在所施加的拉紧力的方向上展现出“类弹性”行为的幅材材料,而不使用添加的传统弹性材料。如本文所用,术语“类弹性”描述了幅材材料的行为,当受到所施加的拉紧力时,幅材材料在所施加的拉紧力的方向上延伸,并且当所施加的拉紧力被释放时,幅材材料在一定程度上返回到它们的预拉紧状态。
62.如本文所使用的,术语“基本上”指的是给定的参数、特性或条件,意味着一定程度,即本领域普通技术人员将理解给定的参数、特性或条件在一定程度的差异内得到满足,诸如在可接受的制造公差内。通过示例的方式,根据基本满足的特定参数、特性或条件,该参数、特性或条件可以满足至少70.0%、至少80.0%、至少90%、至少95.0%、至少99.0%或甚至至少99.9%。
63.可以包括在一个或更多个实施方式中的附加的添加剂包括滑爽剂、防结块剂、成孔剂(voiding agent)或增粘剂。附加地,本公开的一个或更多个实施方式包括不含成孔剂的膜。可以进一步提供气味控制的无机成孔剂的一些示例包括以下但不限于:碳酸钙、碳酸镁、碳酸钡、硫酸钙、硫酸镁、硫酸钡、氧化钙、氧化镁、氧化钛、氧化锌、氢氧化铝、氢氧化镁、
滑石、粘土、二氧化硅、氧化铝、云母、玻璃粉、淀粉、木炭、沸石、其任意组合等。也可以使用有机成孔剂,即在主要聚合物基质中不混溶的聚合物。例如,聚苯乙烯可以用作聚乙烯和聚丙烯膜中的成孔剂。
64.鉴于本公开,本领域普通技术人员将会理解,制造者可以使用多种技术形成用于本公开的膜或幅材。例如,制造者可以形成热塑性材料和一种或更多种添加剂的前体混合物。然后,制造者可以使用常规的平坦或流延挤出(cast extrusion)或共挤出来从前体混合物形成膜,以生产单层膜、双层膜或多层膜。可替代地,制造者可以使用合适的工艺(诸如吹制膜工艺)来形成膜,以生产单层膜、双层膜或多层膜。如果给定最终用途需要,则制造者可以通过捕获气泡、拉幅机(tenterframe)或其他合适的工艺来对膜定向。另外地,制造者可以可选地在此后对膜进行退火。
65.膜制成过程的一个可选部分是已知为“定向(orientation)”的程序。聚合物的定向是指其分子组织,即分子相对于彼此的定向。类似地,定向的过程是将方向性(定向)施加到膜中的聚合物排列上的过程。定向的过程被用来赋予膜所需的特性,包括使流延膜更坚韧(更高的拉伸特性)。根据膜是通过流延制成为平坦的膜还是通过吹制制成为管状膜,定向过程可能需要不同的程序。这与通过常规膜制造工艺(例如,流延和吹制)制造的膜所具有的不同物理特质有关。一般来说,吹制膜倾向于具有更大的刚度和韧度。相比之下,流延膜通常具有更大的膜透明度以及厚度和平坦度的均匀性的优点,通常允许使用更宽范围的聚合物并产生更高质量的膜。
66.当膜已经在单一方向(单轴定向)上伸展时,所得的膜可以沿着伸展的方向展现出强度和刚度,但在另一个方向上(即横跨伸展方向)可能较弱,当挠曲或拉动时常常会裂开。为了克服这种限制,可以采用双向或双轴定向,以在两个方向上更均匀地分布膜的强度质量。大多数双轴定向过程使用顺序地伸展膜的器械,首先在一个方向上伸展,然后在另一个方向上伸展膜。
67.在一个或更多个实施方式中,本公开的一种或更多种膜是吹制膜或流延膜。吹制膜和流延膜两者都可以通过挤出来形成。所使用的挤出机可以是使用模具的常规挤出机,这将提供所需的规格。在美国专利第4,814,135号;第4,857,600号;第5,076,988号;第5,153,382号中描述了一些有用的挤出机;这些美国专利中的每一个通过引用以其整体并入本文。可用于生产本公开中所用的膜的各种挤出机的示例可以是用吹制膜模具、空气环和连续取出设备改进的单螺杆类型。
68.在一个或更多个实施方式中,制造者可以使用多个挤出机来供应不同的熔体流,进料块可以将这些熔体流顺序安置到多通道模具的不同通道中。多个挤出机可以允许制造者形成具有层的膜,这些层具有不同的成分。这种多膜结构随后可以被提供复杂的伸展图案,以提供本公开的益处。
69.在吹制膜工艺中,模具可以是带有圆形开口的直立圆柱体。辊可以将熔化的热塑性材料向上拉离模具。当膜向上行进时,空气环可以冷却膜。空气出口可以迫使压缩的空气进入挤出的圆形轮廓的中心,从而产生气泡。空气可以使挤出的圆形横截面扩大模具直径的倍数。这个比率被称为“吹胀比”。当使用吹制膜工艺时,制造者可以通过折叠将膜的层加倍。可替代地,制造者可以切割并折叠膜,或者切割并保持膜未折叠。
70.在任何情况下,在一个或更多个实施方式中,挤出过程可以对吹制膜的聚合物链
定向。聚合物的“定向”是指其分子组织即分子或聚合物链相对于彼此的定向。特别地,挤出过程可以造成吹制膜的聚合物链主要沿机器方向定向。聚合物链的定向可以导致定向方向上的强度增加。如本文所使用的,主要沿特定方向定向意味着聚合物链相比于另一个方向而沿特定方向定向得更多。然而,应该理解的是,主要沿特定方向定向的膜仍然可以包括沿除特定方向之外的方向定向的聚合物链。因此,在一个或更多个实施方式中,初始膜或起始膜(根据本文所述原理被伸展或结合或层压之前的膜)可以包括主要沿机器方向定向的吹制膜。
71.吹胀管状原料或气泡的过程可以进一步对吹制膜的聚合物链定向。特别地,吹胀过程可以造成吹制膜的聚合物链双轴定向。尽管是双轴定向的,但在一个或更多个实施例中,吹制膜的聚合物链主要沿机器方向定向(即,相比于横向方向沿机器方向定向得更多)。
72.本公开的一个或更多个实施方式的膜可以具有在约0.1密耳至约20密耳之间、合适地从约0.2密耳至约4密耳、合适地在约0.3密耳至约2密耳的范围内、合适地从约0.6密耳至约1.25密耳、合适地从约0.9密耳至约1.1密耳、合适地从约0.3密耳至约0.7密耳、以及合适地从约0.4密耳至约0.6密耳的起始规格。另外地,本公开的一个或更多个实施方式的膜的起始规格可以不一致。因此,本公开的一个或更多个实施方式的膜的起始规格可以沿着膜的长度和/或宽度变化。
73.如上所述,多层热塑性结构包括多个热塑性膜。每个单独的膜本身可以包括单个层或多个层。换句话说,多膜结构的单独膜各自本身可以包括多个层。与视觉上不同的接触区域的结合(如果有的话)相比,这些层可以显著地更紧密地结合在一起。紧密结合和相对弱的结合都可以通过机械压力连结层、通过热来连结层、通过热和压力来连结层、通过粘合剂来连结层、扩散涂层、挤出涂层、超声波结合、静态结合、粘结结合及其组合来实现。单独的膜的相邻子层可以被共挤出。共挤出导致紧密的结合,使得结合强度大于所得层压物品的抗撕裂性(即,不是允许相邻层通过层压结合部的断裂而剥离开,而是膜将撕裂)。
74.热塑性膜可以包括一层、两层、三层或更多层热塑性材料。图1a
‑
图1c是可以被包括在一个或更多个实施方式的多膜热塑性结构中的膜的部分截面图。在一些实施方式中,膜可以包括单层膜102a,如图1a所示,包括单个层110。在其他实施例中,膜可以包括如图1b所示的双层膜102b,该双层膜102b包括第一层110和第二层112。第一层110和第二层112可以共挤出。在这种实施方式中,第一层110和第二层112可以可选地包括不同等级的热塑性材料和或包括不同的添加剂(包括聚合物添加剂)和或颜料。在其他实施方式中,膜是如图1c所示的三层膜102c,包括第一层110、第二层112和第三层114。在其他实施方式中,膜可以包括多于三个层。三层膜102c可以包括a:b:c构型,其中所有三个层在规格、成分、颜色、透明度或其他特性中的一个或更多个方面不同。可替代地,三层膜102c可以包括a:a:b结构或a:b:a结构,其中,两个层具有相同的成分、颜色、透明度或其他特性。在a:a:b结构或a:b:a结构中,a层可以包括相同的规格或不同的规格。例如,在a:a:b结构或a:b:a结构中,膜层可以包括20:20:60、40:40:20、15:70:15、33:34:33、20:60:20、40:20:40或其他比例的层比。
75.在一个示例中,膜102a可以包括0.5密耳、0.920密度lldpe的有色膜,该膜包含4.8%的显现第一颜色的颜料。在可替代的实施例中,膜102a可以包括0.5密耳、0.920密度lldpe的未着色的显现为清澈的或基本清澈的膜。在还有的另外的实施例中,膜102a可以包括0.5密耳、0.920密度lldpe的显现第二种颜色的着色膜。
76.在至少一个实施方式中,诸如图1c所示,多层膜102c可以包括共挤出层。例如,膜102c可以包括三层b:a:b结构,其中层的比例可以是20:60:20。外部b层(即第一层110和第三层114)可以包括密度为0.918的己烯lldpe和密度为0.920的茂金属lldpe的混合物。内部a芯层(即第二层112)可以包括密度为0.918的己烯lldpe、密度为0.918的丁烯lldpe、从垃圾袋再生的树脂的混合物。另外,a芯层(即,第二层112)可以包括颜料。例如,a芯层可以包括约0.1%至约6%之间的量的着色剂。
77.在另一个示例中,膜102c是共挤出的三层b:a:b结构,其中层的比例是15:70:15。b:a:b结构还可以可选地具有大于20:60或小于15:70的b:a比。在一个或更多个实施方式中,lldpe可以在膜102c中占总热塑性材料的50%以上。
78.在另一个示例中,膜102c是共挤出的三层c:a:b结构,其中层的比例是20:60:20。c层(即,第三层114)可以包括具有第一着色剂(例如,黑色)的lldpe材料。b层(即,第二层112)也可以包括具有第二着色剂(例如,白色)的lldpe材料。lldpe材料可以具有1.0的mi(熔融指数)和0.920g/cm3的密度。a芯层(即第一层110)可以包括与上述任何芯层相似的材料。a芯层可以包括黑色着色剂、白色着色剂,或者可以是清澈的。
79.在还有的另外的实施例中,膜可以包括任意数量的共挤出层。更特别地,在一个或更多个实施例中,只要a层和b层不交替,使得a层在一侧,b层在另一侧,则膜可以包括任意数量的共挤出层。在还有的另外的实施例中,膜可以包括在a层和b层之间的一个或更多个共挤出层。例如,膜可以在a层和b层之间包括清澈或透明的层。在还有的另外的实施例中,除了a层和b层之外,膜还可以包括不同颜色的间歇层。
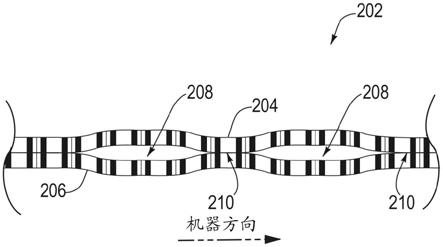
80.图2示出了多膜热塑性结构202的一个示例,其在第一热塑性膜204和第二热塑性层206之间包括视觉上不同的接触区域210。热塑性膜204、206中的每一个都可以包括上述热塑性膜102a
‑
102c中的任何一个或者具有多于三个层的膜。图2示出了多膜热塑性结构202的第一热塑性膜204通过视觉上不同的接触区域210固定到第二热塑性膜206。特别地,多膜热塑性结构202可以包括视觉上不同的接触区域210和分离区208。视觉上不同的接触区域210移除了热塑性膜204、206之间的空气和/或空间。
81.如图2所示,视觉上不同的接触区域210可以包括第一热塑性膜204与第二热塑性膜206直接或紧密接触的区域。这样,视觉上不同的接触区域210可以产生视觉上不同于多膜热塑性结构202的其余部分的区(至少当观察第一热塑性膜204的主表面时)。换句话说,因为第一热塑性膜204直接邻接第二热塑性膜206,所以视觉上不同的接触区域210可以具有第二热塑性膜206的颜色或外观,或者不同于第一热塑性膜204的分离部分的另一种颜色或外观。
82.例如,在一个或更多个实施方式中,第二热塑性膜206可以包括着色膜并具有黑色外观,而第一热塑性膜204基本上未着色或轻度着色,并具有清澈、透明或浑浊的外观。当根据本文描述的原理组合形成多膜热塑性结构202时,作为多膜热塑性结构202的一部分的第一热塑性膜204可以具有与第一热塑性膜204的颜色不同的颜色或外观。例如,第一热塑性膜204可以具有金属、银白色金属或浅灰的颜色,而不是如预期的黑色外观或颜色(即,由于穿过清澈或透明膜观察第二热塑性膜206)。彼此紧密接触的两个膜的区或区域产生视觉上不同的接触区域,其具有与第一热塑性膜204的颜色或外观不同的颜色或外观。例如,视觉上不同的接触区域210可以具有第二热塑性膜206的颜色或外观(例如,黑色)。
83.在一个或更多个替代实施方式中,第一热塑性膜204包括浅色着色剂,而第二热塑性膜206包括深色着色剂。如本文所使用,浅色着色剂是相比于黑色明度,明度更接近白色明度的颜色。如本文所使用,深色着色剂是相比于白色明度,明度更接近黑色明度的颜色。在一个或更多个实施例中,第一热塑性膜204具有质量上约1%至质量上约15%之间的浅色着色剂浓度。更特别地,在一个或更多个实施例中,第一热塑性膜204具有质量上约2%至质量上约12%之间的浅色着色剂浓度。在还有的另外的实施例中,第一热塑性膜204具有质量上约5%至质量上约10%之间的浅色着色剂浓度。
84.此外,第二热塑性膜206具有质量上约1%至质量上约15%之间的深色着色剂浓度。更特别地,在一个或更多个实施例中,第二热塑性膜206具有质量上约2%至质量上约12%之间的深色着色剂浓度。在还有的另外的实施例中,第二热塑性膜206具有质量上约5%至质量上约10%之间的深色着色剂浓度。
85.白色的第一热塑性膜204在是多膜热塑性结构202的一部分时可以具有灰色外观。前述颜色变化可以给出第三种颜色的外观,而不需要第三种颜色的实际着色剂混合物在多膜热塑性结构202内。换句话说,该结构可以不含有灰色颜料。例如,该结构可以允许具有可视黑色层和可视白色层的膜来具有(即,模拟)灰色外观(通常是消费者偏好的颜色)。此外,前述颜色变化可以允许膜模拟灰色外观,而不会显著增加和/或降低膜的透明度(即透光率)。换句话说,前述颜色变化可以允许多膜热塑性结构202模拟灰色外观,而不会不利地影响膜的外观质量。
86.因此,视觉上不同的接触区域具有不同于第一热塑性膜204的颜色或外观的颜色或外观。例如,视觉上不同的接触区域210可以具有第二热塑性膜206的颜色或外观(例如,黑色)或另一种颜色。根据本文的公开内容,将会理解的是,黑色和白色是为了便于解释而作为示例性颜色使用的。在替代实施例中,膜可以包括其他颜色组合,诸如白色和蓝色、黄色和蓝色、红色和蓝色等。
87.不管第一热塑性膜和第二热塑性膜的具体颜色如何,当从多膜热塑性结构202的第一热塑性膜侧观察时,与分离区域208相比,视觉上不同的接触区域210在外观上可以具有实质的变化。在一些实施例中,例如,当使用lab颜色空间时,a表示绿色和品红色值的度量,b表示蓝色和黄色值的度量,l表示亮度(即,白色和黑色值)的度量。在一些实施例中,视觉上不同的接触区域210的外观变化包括颜色变化,其中l值减少至少五点。在一些实施例中,视觉上不同的接触区域210的外观变化包括颜色变化,其中l值在五到四十点之间、五到三十点之间或五到二十点之间减小。
88.例如,视觉上不同的接触区域210的外观变化可以包括从灰色到黑色的可感知的颜色变化。在另外的实施例中,视觉上不同的接触区域210的外观变化可以包括从第一相对较浅颜色到第二较深颜色的可感知的颜色变化。例如,外观的变化可以包括从第一浅灰色到第二深灰色的可感知的颜色变化。在其他实施方式中,外观的变化可以包括颜色从任何颜色的第一较浅版本到该颜色的第二较深版本的可感知的变化。
89.作为另一个示例,它可以允许具有可见蓝色层(带有黄色背层)的膜具有(即,模拟)绿色外观。此外,前述颜色变化可以允许膜模拟绿色外观,而不会显著增加和/或降低膜的透明度(即透光率)。换句话说,前述颜色变化可以允许膜模拟绿色外观,而不会不利地影响膜的外观质量。作为前述的结果,本公开的多层膜可以提供具有特定外观(例如,绿色外
观)的多层膜,同时降低成本。将会理解的是,除了产生灰色的白色/黑色和产生绿色的黄色/蓝色之外,其他颜色组合也是可能的,以上所述均为举例说明,不作限制。
90.图2进一步示出视觉上不同的接触区域210固定多膜热塑性结构202的热塑性膜204、206,使得热塑性膜204、206的厚度在每个视觉上不同的接触区域210处基本不变。换句话说,第一热塑性膜204和第二热塑性膜206中的每一个都可以具有基本均匀的规格(例如,基本平坦的)。换句话说,分离区208中的第一热塑性膜204和第二热塑性膜206的规格与视觉上不同的接触区域210中的第一热塑性膜204和第二热塑性膜206的规格基本上相同。这与辗扩(ring rolled)、self化(self’ed)、常规压印(conventional embossing)或其他可以将膜层结合在一起同时还使膜的部分变形的工艺形成对比。如上所述,在产生视觉上不同的接触区域期间的热、压力和接合深度可以控制热塑性膜在形成视觉上不同的接触区域210时变形到何种程度(如果有的话)。在一个或更多个实施方式中,尽管存在视觉上不同的接触区域210,但是形成视觉上不同的接触区域210的过程不会使热塑性膜变形,或者基本上不会使热塑性膜变形,使得热塑性膜是平坦的,或者显现为平坦的。在可替代的实施方式中,第一热塑性膜和第二热塑性膜的包括视觉上不同的接触区域210的部分产生了多膜热塑性结构202的在规格或厚度(loft)上的增加或减少。
91.在一个或更多个实施方式中,视觉上不同的接触区域210的产生不会减弱第一热塑性膜204和第二热塑性膜206。例如,在一个或更多个实施方式中,第一热塑性膜204和第二热塑性膜206的包括视觉上不同的接触区域210的部分不显著弱于第一热塑性膜204和第二热塑性膜206的在分离区域208中的部分。特别地,在一个或更多个实施方式中,视觉上不同的接触区域210中的膜具有与分离区域208中的膜相同的横向方向抗拉强度。
92.图3a
‑
图3d示出了用于形成视觉上不同的接触区域的接触辊的各种实施方式。例如,如图3a所示,接触辊包括冲压辊(punch roll)302和配合的模具辊(die roll)304。冲压辊302和模具辊304中的每一个都可以是圆柱形的,并且可以具有彼此平行的纵向轴线。冲压辊302和模具辊304可以在它们之间限定通道或加工辊隙(tooling nip),膜材料可以穿过该通道或加工辊隙以形成视觉上不同的接触区域。如图3a所示,冲压辊302设置有冲压区308,并且模具辊304设置有对应的模具区306,模具区306用于与冲压区308配合或接收冲压区308。
93.如在图3b所示的放大图中所示,冲压区308可以各自具有多个冲压元件,用于与模具区306中的对应的模具元件配合。冲压元件与模具元件的配合接合(一个或更多个热塑性膜在其之间)通过将热塑性膜压在一起形成视觉上不同的接触区域。
94.图3c示出了包括冲压辊302和压辊(press roll)310的一组可替代的接触辊。压辊可以包括用于符合冲压元件或者符合冲压辊302的其他表面构型的符合表面。在另外的实施例中,压辊可以包括橡胶辊。图3d示出了包括两个平滑辊(flat roll)的接触辊的又一实施方式。
95.在任何情况下,辊中的一个可以由相对硬的材料(例如,钢、铝、硬橡胶或其他合适的硬材料)形成,而另一个可以由较软的材料(例如,橡胶或其他合适的较软材料)形成。例如,冲压辊302和配合的模具辊304可以包括钢
‑
橡胶界面。在可替代的实施例中,冲压辊302和模具辊304都可以由相对硬的材料(例如,钢)形成。换句话说,冲压辊302和模具辊304可以包括钢
‑
钢界面。不管冲压辊302和模具辊304是包括钢
‑
橡胶界面还是钢
‑
钢界面,在一个
或更多个实施方式中,接触辊中的一个或更多个可以包括电加热辊(例如加热装置)。例如,在一个实施例中,铝冲压辊302通过电源被内部加热,并且橡胶模具辊304不被加热。可替代地,在至少一个实施例中,冲压辊302和模具辊304中的至少一个可以被外部加热(例如,通过将热源引导至辊的一个或更多个外部部分)。在可替代的实施例中,两个接触辊都不被加热。
96.多个冲压元件可以具有在大约10.0密耳到大约40.0密耳之间的高度,并且接收的模具元件可以具有在大约10.0密耳到大约40.0密耳之间的深度。在至少一个实施方式中,如图3b中所示,冲压元件和相关的模具元件可以包括形成重复单元的多个均匀间隔的正方形。在可替代的实施方式中,冲压元件和相关的模具元件可以包括多个均匀间隔的v形图案。可替代地,冲压元件和相关的模具元件可以包括多个随机多边形成形的突起和多个匹配的随机多边形成形的凹陷,以形成随机多边形成形的凹陷的马赛克。
97.参考图3e,示出了由接触辊302、304形成的图案,其中多膜热塑性结构的平坦部分中的视觉上不同的接触区域314中的每一个由一组配合的冲压元件和模具元件形成,剩余的未形成区域限定了多膜热塑性结构的分离区域316。如上所提及,并且如下文进一步讨论的,视觉上不同的接触区域314提供了与多膜热塑性结构形成显著对比的视觉印象。
98.在至少一个实施例中,接触辊302、304中的一个或两个被加热到125度和324度(华氏)之间的温度,以便产生视觉上不同的接触区域314。另外,在至少一个实施例中,接触辊302、304可以通过被定位成产生加工辊隙(例如,通道)来产生视觉上不同的接触区域314,在该加工辊隙中,经过其中的多膜热塑性结构经受100
‑
1800磅/平方英寸范围内的压力。此外,接触辊302、304可以通过以每分钟500
‑
1200英尺的速度旋转来产生视觉上不同的接触区域314。在一个或更多个实施例中,接触辊302、304可以在这些热、压力和速度范围内操作,同时处理双层热塑性膜、四层热塑性膜或具有更多层的多膜热塑性结构。
99.在至少一个实施例中,接触辊302、304中的一个或两个沿着接触辊302、304的外部周界被预热到上述范围内的温度。另外地或可替代地,多膜热塑性结构可以在穿过接触辊302、304之前被预热。
100.如上所述,本文描述的一个或更多个实施方式包括多膜热塑性结构的视觉上不同的接触区域的图案。图4a
‑
图4c分别示出了多膜热塑性结构400a、400b和400c的平坦部分中的视觉上不同的接触区域的各种图案。例如,如图4a所示,多膜热塑性结构400a包括一系列小尺寸和紧密密度的视觉上不同的接触区域。如图4b中所示,多膜热塑性结构400b包括一系列中等密度的大尺寸的视觉上不同的接触区域。此外,如图4c所示,多膜热塑性结构400c包括一系列具有紧密密度的大尺寸的视觉上不同的接触区域。
101.不管图4a
‑
图4c所示的视觉上不同的接触区域的图案的尺寸或图案元素密度如何,视觉上不同的接触区域在多膜热塑性结构400a、400b和400c的层之间形成紧密接触。在一个或更多个实施方式中,视觉上不同的接触区域的紧密接触造成多膜热塑性结构的底部层的颜色“湿透(wet
‑
through)”或透过多膜热塑性结构的顶层显现。因此,图4a
‑
图4c中所示的视觉上不同的接触区域给出了分别与多膜热塑性结构400a、440b和400c的分离区域形成显著对比的视觉印象。
102.为了在一个或更多个实施例中强调视觉上不同的接触区域的图案,视觉上不同的接触区域可以包括形成宽的视觉上不同的接触区域。例如,视觉上不同的接触区域可以包
括至少1/32、1/16、1/8、1/4英寸或更大的宽度。
103.如上所提及的,在至少一个实施方式中,多膜热塑性结构的热塑性膜层的部分之间的视觉上不同的接触区域是在包括向热塑性膜层的部分施加热和压力的过程中穿过接触辊形成的。图5包括图表500,其示出了在热压印过程期间施加的最佳热和压力的量,该热和压力的量导致所得的多膜热塑性结构的优选质量度量(例如,视觉或图案、物理性质、粘连(blocking)和孔)。
104.例如,如图5所示,随着热和压力增加,由曲线502指示的多膜热塑性结构的物理特性保持不变,直到下降点510a(例如屈服点)。在下降点510a之后,热和压力的持续增加造成多膜热塑性结构的物理特性迅速恶化。如本文所使用,多膜热塑性结构的“物理特性”、“物理参数”或“物理性质”是指多膜热塑性结构的分子强度。特别地,由曲线502指示的物理性质可以包括横向方向抗拉强度、横向方向或机器方向抗撕裂性或抗穿刺性(例如,通过落镖冲击测试测量)。
105.如图5进一步所示,随着过程中热和压力的增加,曲线504所示的多膜热塑性结构的粘连以近似指数的方式增加。如本文所用,“粘连”是指热塑性膜粘贴到自身的程度。如点510b所示,存在一定量的热和压力超过了多膜热塑性结构展现出粘连的量是不期望的。例如,高水平的粘连会造成多膜热塑性结构以这种方式自粘,使得其不能使用于本文所述的过程。特别地,至少在点510b,膜以这样的方式密封在一起,即膜在不造成单独层失效的情况下是无法分离的。
106.此外,如图5中所示,随着热压印过程中热和压力的增加,由热压印过程形成的热压密封的图案的美学值(例如,由δe测量的可见度)降低,如曲线506所示。例如,如点510c所指示,在热压印过程期间过量的热和压力造成压入多膜热塑性结构中的视觉上不同的接触区域的图案的美学值降低到不期望的水平。这种美学值的降低可导致视觉上不同的接触区域的图案难以识别、注意不到或其他不期望的结果。
107.另外,如图5所示,增加热和压力可造成在多膜热塑性结构内产生孔(例如,微孔隙或更大的孔)。如图所示,该过程有可能在其它物理性质(例如,多膜热塑性结构的分子强度)的任何显著损失之前在多膜热塑性结构中产生孔。例如,超过点510d的热和压力的量可能会造成在多层热塑性结构的一个或更多个层内形成孔。多膜热塑性结构中的孔通常是不期望的,因为它们可能使多膜热塑性结构不适合其预期目的(例如,导致垃圾袋中的泄漏)。
108.因此,如图表500中的箭头508所示,在视觉上不同的接触区域生成过程期间可以施加一定范围的热和压力,这导致物理性质、粘连、图案(即视觉)和孔的已优化的水平。在一个或更多个实施方式中,该范围包括将至少一个接触辊加热到125
‑
325华氏度的范围。另外,该范围还包括加工辊隙中的压力在100
‑
1800磅每平方英寸的范围内。此外,在至少一种实施方式中,该范围还包括接触辊速度在500
‑
1200英尺每分钟的范围内。在可替代的实施方式中,优选范围可以包括其他范围的热、压力或速度。
109.当在图表500中由箭头508指示的热和压力范围内操作时,这里描述的视觉上不同的接触区域生成过程产生了具有优化质量的视觉上不同的接触区域。例如,在至少一个实施例中,由在最佳热和压力范围内操作的过程产生的视觉上不同的接触区域展现出这样的图案,其中该图案的δe比膜的分离区域高0.3至50点,并且更具体地高1.0至10.3点。例如,δe可以指视觉上不同的接触区域的可见度,并且可以包括与视觉上不同的接触区域相关
联的l明亮度值的变化、与视觉上不同的接触区域相关联的红/绿亮度/暗度的a度量的变化、或者与视觉上不同的接触区域相关联的蓝/黄亮度/暗度的b度量的变化中的一个或更多个。在一个或更多个实施方式中,由在由箭头508指示的最佳热和压力范围内操作的过程产生的视觉上不同的接触区域展现出图案,其中该图案的δe平均比膜的相邻分离区域高3.1点。
110.类似地,在至少一个实施例中,由在由箭头508指示的最佳热和压力范围内操作的过程产生的视觉上不同的接触区域展现出这样的物理性质,其中当在1英寸td拉伸拉动测试中测量时,包括视觉上不同的接触区域的区域的峰值载荷比是在形成视觉上不同的接触区域之前的膜的td抗拉强度的38%和100%之间。更具体地,视觉上不同的接触区域是形成视觉上不同的接触面积之前的膜的td抗拉强度的54%和100%之间。在一个或更多个实施方式中,由在由箭头508指示的最佳热和压力范围内操作的过程产生的视觉上不同的接触区域展现出这样的物理性质,其中视觉上不同的接触区域的峰值载荷比是预处理膜的td抗拉强度的92%。在至少一个实施例中,由在由箭头508指示的最佳热和压力范围内操作的过程产生的视觉上不同的接触区域也可以展现出抗穿刺性和撕裂值的期望水平(在机器和/或横向方向上)。
111.此外,在至少一个实施例中,在箭头508所指示的最佳热和压力范围内操作的过程所产生的视觉上不同的接触区域展现出这样的粘连,其中当剥离力施加在内袋层之间的三英寸t形剥离件上时,剥离强度[g/mm]在0.00和2.60之间、在0.00和1.70之间、或在0.00和0.88之间。具体地,在最佳热和压力范围下操作的过程所产生的视觉上不同的接触区域展现出这样的粘连,其中当剥离力施加在内袋层之间的三英寸t形剥离件上时,剥离强度[g/mm]为0.29。另外地,在至少一个实施方式中,视觉上不同的接触区域被构造成,在受到剥离力时,在多层膜或袋的任何层失效之前分离。
[0112]
另外地,如图5所示,由在箭头508所示的最佳热和压力范围内操作的过程产生的视觉上不同的接触区域也展现出最小的孔。例如,在至少一个实施例中,孔可以通过膨胀包括视觉上不同的接触区域的多膜热塑性结构并检查光透入而被识别。通过在箭头508所指示的热和压力范围内操作该过程,可以最小化与多层热塑性结构相关联的孔和粘连,同时最大化视觉性质和物理性质。
[0113]
如上所提及的,本公开的一个或更多个实施方式包括由这种多膜热塑性结构制成或具有这种多膜热塑性结构的产品。例如,这种产品包括但不限于杂货袋、垃圾袋、包装袋和包装材料、女性卫生产品、婴儿尿布、成人失禁产品或其他产品。其余附图描述了包括多层热塑性结构的各种热塑性袋及其制造方法。例如,图6a是根据本公开的实施方式的多膜热塑性袋600的透视图。多膜热塑性袋600包括第一侧壁602和第二侧壁604。第一侧壁602和第二侧壁604中的每一个包括第一侧边缘606、第二相对侧边缘608、在第一侧边缘606和第二侧边缘608之间延伸的底部边缘610、以及与底部边缘相对的在第一侧边缘606和第二侧边缘608之间延伸的顶部边缘611。在一些实施方式中,第一侧壁602和第二侧壁604沿着第一侧边缘606、第二相对侧边缘608以及底部边缘610连结在一起。第一侧壁602和第二侧壁604可以通过任何合适的工艺(诸如,例如热压密封)沿着第一侧边缘606和第二侧边缘608以及底部边缘610连结。在可替代的实施方式中,第一侧壁602和第二侧壁604可以不沿着侧边缘连结。而是,第一侧壁602和第二侧壁604可以是单个一体件(uniform piece)。换句话
making the same”的第62/583,108号美国专利申请中所述的self化方格的棋盘图案,该专利申请在此通过引用以其整体并入本文。
[0119]
如图6a所示,变形的棋盘图案可以包括凸起的肋状元素的重复图案。特别地,变形的棋盘图案可以包括第一多个肋状元素排列图案。外层的凸起肋状元素的部分可以直接接触,并且具有袋600内部的外观。然而,与视觉上不同的接触区域628相反,变形的部分(例如,self化图案的凸起肋状元素或辗扩图案的交替的较厚肋和较薄伸展网)修改了膜的物理特性,并包括不同规格或厚度的区域。
[0120]
在一个或更多个实施方式中,期望在袋600的易泄漏或其他失效的区域中具有更多的热塑性材料。例如,第二区626b没有变形,否则相对于第一区626a被较少伸展。附加的规格可以强化第二区626b并帮助减少失效。第二区626b中视觉上不同的接触区域的图案为该区提供了令人愉悦的美感,而基本上不改变第二区626b中膜的规格。
[0121]
在附加的可替代实施例中,视觉上不同的接触区域628的图案可以包括横跨底部边缘610的梯度图案(例如,多膜热塑性袋600的折叠)。附加地,视觉上不同的接触区域628的图案可以位于多膜热塑性袋600的任何分区。例如,视觉上不同的接触区域628的图案可以位于第一折边618、第二折边620处、沿着第一侧边缘606或第二侧边缘608、或者位于多膜热塑性袋600的任何其他分区。此外,视觉上不同的接触区域628的图案的尺寸可以为0
‑
24英寸,并且可以覆盖多膜热塑性袋600的0
‑
100%。
[0122]
如图所示,热塑性袋600包括沿着侧边缘606、608的侧边热密封。如图所示,侧边热密封可以包括热塑性袋的所有四个层紧密接触的区域。这样,侧边热密封(以及任何其他热密封,诸如折边密封)可以具有与视觉上不同的接触区域相同的外观。热密封与视觉上不同的接触区域的不同之处在于热密封不会在由热密封结合的热塑性膜失效之前分离。
[0123]
如上所提及的,本文的方法可以将视觉上不同的接触区域的图案赋予多膜热塑性结构或袋的多个区。例如,图6b示出了具有第一区626a、第二区626b和第三区626c的多膜热塑性袋600a。如图所示,并且类似于图6a,第一区626a包括self化方块的棋盘图案。如上所述,第二区626b和第三区626c包括视觉上不同的接触区域的v形图案。
[0124]
在一个或更多个实施例中,将视觉上不同的接触区域的v形图案放置在多膜热塑性袋600a的底部边缘610附近的第二区626b和多膜热塑性袋600a的顶部边缘611附近的第三区626c中是有利的。例如,如上所讨论的,视觉上不同的接触区域的图案产生了消费者对厚度的印象(例如,消费者认为这些部分具有增加的尺度(caliper)或厚度)。因此,在多膜热塑性袋600a内在出现高度拉紧的区域(例如,由于顶部附近的重的拉力或底部附近的重的重量)放置这些视觉上不同的接触区域的图案会在消费者的心中产生一种多膜热塑性袋600a不会失效的确信。
[0125]
如上所讨论的,本文的方法可以将视觉上不同的接触区域的图案赋予多膜热塑性结构或袋的区。另外地,在一个或更多个实施方式中,本文描述的方法还可以在多膜热塑性结构或袋的平坦部分内赋予视觉上不同的接触区域的连续区。例如,图7示出了包括第一区626a和第二区626b的多膜热塑性袋600b。如图所示,第一区626a包括由self化形成的凸起肋状元素的图案。第二区626b包括多膜热塑性袋600b的第一平坦部分和第二平坦部分之间视觉上不同的接触区域的纯色区。特别地,视觉上不同的接触区域是从袋的一侧延伸到相对的相对侧的连续接触区域。
[0126]
如上所提及的,本发明的多膜热塑性袋的实施方式可以包括视觉上不同的接触区域的覆盖多膜热塑性袋的任何百分比的区。例如,图8包括具有第一区626a和第二区626b的多膜热塑性袋600c。第一区626a可以包括通过self化或辗扩形成的凸起肋状元素的图案。如图所示,第二区626b包括多膜热塑性袋600c的层的平坦部分,分离区630a、630b包围居中的视觉上不同的接触区域632。
[0127]
一个或更多个实施方式的视觉上不同的接触区域可以覆盖连续区(例如,如关于图7所讨论的),或者可以被图案化。图9示出了被赋予到多膜热塑性袋600d的视觉上不同的接触区域的附加图案。例如,如图所示,多膜热塑性袋600d包括第一区626a和第二区626b。与图6、图7和图8所示的实施方式一样,第一区626a可以包括通过self化或辗扩形成的凸起肋状元素的图案。如图9所示,第二区626b可以包括视觉上不同的接触区域的图案,其中每个视觉上不同的接触区域沿着多膜热塑性袋600d的宽度水平地间隔开。在可替代的实施方式中,视觉上不同的接触区域可以覆盖多膜热塑性袋600d的任何百分比,并且可以以任何水平的视觉上不同的接触区域密度以任何图案定位和间隔开。
[0128]
多膜热塑性袋的第一区中的元素(例如,凸起的肋状元素等)的图案可以是任何图案。例如,图10示出了具有第一区626a和第二区626b的多膜热塑性袋600e。如图所示,第一区626a包括含有菱形和波浪线的元素的图案。另外地,元素的图案可以占据第一区626a的任何百分比。如上所讨论的,第二区626b包括视觉上不同的接触区域的v形图案。在可替代的实施例中,多膜热塑性袋600e可以包括具有视觉上不同的接触区域的单一图案的单一区。在另外的可替代的实施例中,多膜热塑性袋600e可以包括连续的视觉上不同的接触区域的单个区(例如,给予袋600e单一的颜色)。
[0129]
此外,如图10所示,在一个或更多个实施方式中,视觉上不同的接触区域628可以套叠在self化或辗扩图案内,或者以其他方式与self化或辗扩图案集成。特别地,第一区626a包括带有套叠的菱形的球根状区域的self化图案。波浪形带区域(wavy land areas)将self化图案分离开。在图10所示的实施方式中,波浪形带区域是视觉上不同的接触区域628。特别地,在2019年1月29日提交的且标题为“thermoplastic bags with phased deformation patterns”的第62,798,259号美国专利中描述的技术在此通过引用以其整体并入。
[0130]
尽管图6
‑
图10所示的实施方式示出了具有两个区的多膜热塑性袋,但是附加的或替代的实施方式可以包括单个区或多于两个区。另外地,尽管图6
‑
图10所示的实施方式示出了具有一个或更多个md条纹的视觉上不同的接触区域的至少一个连续图案,但是其他实施方式可以包括视觉上不同的接触区域的离散的图案。例如,可替代的实施方式可以包括具有md、td或成角度定向、包括像点、虚线或任何其他形状的图案元素的视觉上不同的接触区域的离散图案。
[0131]
图11a
‑
图11f示出了具有视觉上不同的接触区域的示例袋的视图。袋中的断裂线表示各个节段的长度不定。类似地,示例袋可以具有不确定的宽度。换句话说,根据袋的容量或袋将要放置在其中的预期垃圾储器,袋可以具有与附图中所示的不同的长度或宽度。另外地,通过图11b和图11c的比较所示,在一个或更多个实施例中,袋的第一侧上的视觉上不同的接触区域的图案是袋的相对侧上的视觉上不同的接触区域的图案的镜像。虚线菱形图案指示具有视觉上不同的接触区域的图案的袋可以包括一个或更多个冷变形(例如,
self化或辗扩)的节段。
[0132]
为了生产所述的具有一个或更多个视觉上不同的接触区域的袋,热塑性材料的连续幅材可以通过高速制造环境(诸如图12所示)进行处理。在图示的过程1100中,生产可以通过从辊1104展开热塑性片材料的第一连续幅材或膜1180并使得幅材沿着机器方向1106前进来开始。展开的幅材1180可以具有可以垂直于机器方向1106的宽度1108,该宽度在第一边缘1110和相对的第二边缘1112之间测量。展开的幅材1180可以具有在第一表面1116和第二表面1118之间测量的初始平均厚度1160。在其他制造环境中,幅材1180可以以其他形式提供,或者甚至直接从热塑性成形过程中挤出。包括从辊1102上展开热塑性片材料的第二连续幅材或膜1196,并沿着机器方向1106推进幅材。第二膜1196可以包括与第一膜1180相似或相同的热塑性材料、宽度和/或厚度。在可替代的一个或更多个实施方式中,第二膜1196的热塑性材料、宽度和/或厚度中的一个或更多个可以不同于第一膜1180的热塑性材料、宽度和/或厚度中一个或更多个。为了提供成品袋的第一侧壁和第二侧壁,膜1180、1196可以通过折叠操作1120围绕机器方向1106折叠成第一半部1122和相对的第二半部1124。当如此折叠时,第一边缘1110可以被移动成邻近幅材的第二边缘1112。因此,在折叠操作1120之后在机器方向1106上前进的膜1180、1196的宽度可以是宽度1128,该宽度1128可以是初始宽度1108的一半。可以理解的是,展开的膜1180、1196的中间宽度部分可以成为折叠膜1180、1196的外部边缘。在任何情况下,折边可以沿着相邻的第一边缘1110和第二边缘1112形成,并且在折边和拉带操作1130期间可以插入拉带1132。
[0133]
为了在多膜热塑性袋中形成视觉上不同的接触区域的一个或更多个区,加工设备可以包括至少一组接触辊1142,其中辊中的至少一个被加热,诸如上文所述的那些。参考图12,折叠的幅材1180可以沿着机器方向1106在相互啮合的辊1143(例如,环形辊、self化辊或压印辊)之间前进,这些辊在所得的多膜热塑性袋的一个部分、分区、区域或节段中赋予元素图案。折叠的幅材1180然后可以前进穿过接触辊1142,接触辊1142向所得的多膜热塑性袋赋予视觉上不同的接触区域的区。如图12所示,相互啮合的辊1143的图案可以与接触辊1142的图案相偏离,使得赋予给所得多膜热塑性袋的图案不重叠。
[0134]
如上所提及的,在一个或更多个实施方式中,接触辊1142中的一个被加热(例如,金属接触辊),而另一个接触辊未被加热(例如,橡胶接触辊)。在这样的实施方式中,将热施加到膜1180、1196的一侧可能造成该加热侧上的视觉上不同的接触区域在视觉上更不同(例如,更暗)和/或在加热侧上的层之间具有更多的粘连。
[0135]
在至少一个实施例中,加工设备可以包括与接触辊1142连接的视觉系统或传感器系统。例如,视觉系统或传感器系统可以检测图案的存在、位置和暗度。类似地,传感器系统可以检测膜的td放置(例如,类似于幅材断裂或引导系统)。另外地,加工设备可以包括力计量器探头,以测量内层之间横跨计量器的膜的阻力。
[0136]
为了避免将图案(例如,视觉上不同的接触区域的或其他的图案)赋予到包括拉带1132的幅材的部分,辊1142、1143的对应端部可以是光滑的,并且没有脊、狭槽、冲压元件或模具元件。因此,与经过辊1142、1143的光滑端部1054之间的那些边缘靠近的相邻的边缘1110、1112和幅材的相应部分可以不被赋予任何图案。在可替代的实施方式中,相互啮合的辊(如果存在)和接触辊在拉带插入过程之前定位。
[0137]
加工设备可以包括夹送辊(pinch roller)1162、1164,以调节幅材1180的宽度
1158。在一个或更多个实施方式中,轧辊(nip roller)可以被修改为接触辊,以产生视觉上不同的接触区域。例如,在具有连续的视觉上不同的接触区域的实施方式中,夹送辊1162、1164中的至少一个可以被加热并充当接触辊。
[0138]
在再一个实施方式中,接触辊的热和压力可以确保折叠的半部1122、1124之间几乎没有结合,以确保袋1184可以被打开。
[0139]
为了生产成品袋,加工设备可以进一步加工具有至少一个视觉上不同的接触区域的区的折叠幅材。例如,为了形成成品多膜热塑性袋的平行的侧边缘,幅材可以经过密封操作1170加工,其中热密封1172可以形成在折叠边缘1126和相邻边缘1110、1112之间。热密封可以将折叠幅材的相邻半部1122、1124熔接在一起。热密封1172可以沿着折叠幅材间隔开,并且可以与折叠的外边缘1126一起限定单独的袋。热密封可以由加热装置(诸如热刀)制成。穿孔操作1181可以用穿孔装置(诸如穿孔刀)对热密封1172穿孔1182,使得单独的袋1190可以从幅材上分离。在一个或更多个实施方式中,在折叠的幅材可以被引导穿过穿孔操作之前,幅材可以被折叠一次或更多次。体现为袋1184的幅材1180可以卷绕成卷1186用于包装和分配。例如,卷1186可以放置在盒或袋中以出售给顾客。
[0140]
在该过程的一个或更多个实施方式中,切割操作1188可以代替穿孔操作1180。幅材被引导经过切割操作1188,该切割操作1088在卷绕到卷1194上以用于包装和分配之前,将幅材在位置1190处切割成单独的袋1192,。例如,卷1194可以放置在盒或袋中以出售给顾客。袋可以在卷绕成卷1194之前交错放置。在一个或更多个实施方式中,在折叠的幅材被切割成单独的袋之前,幅材可以被折叠一次或更多次。在一个或更多个实施方式中,袋1192可以被放置在盒或袋中,而不是放到卷1194上。
[0141]
图13示出了修改的高速制造1100a,其包括从辊1102展开热塑性片材料的第二连续幅材或膜1196,并沿着机器方向1106前进幅材。第二膜1196可以包括与第一膜1180相似或相同的热塑性材料、宽度和/或厚度。在可替代的一个或更多个实施方式中,第二膜1196的热塑性材料、宽度和/或厚度中的一个或更多个可以不同于第一膜1180的热塑性材料、宽度和/或厚度中一个或更多个。膜1180、1196可以在折叠操作1120期间折叠在一起,使得它们穿过接触辊1142,以形成视觉上不同的接触区域的一个或更多个区以及所得的多膜热塑性袋。
[0142]
如图13所示,接触辊可以包括混合辊,该混合辊具有形成视觉上不同的接触区域的第一部分和形成变形(例如,辗扩、self化、压印)的第二区域。此外,虽然接触辊1142被示出在拉带插入过程之后,但是在可替代的实施方式中,接触辊1142可以被定位在折叠过程1120之后或者过程1100a中的另一位置。例如,图12和图13示出了定位在折叠操作1120之后的接触辊1142。在可替代的实施方式中,接触辊1142可以定位在折叠操作1120之前。当被定位在折叠操作1120之后时,接触辊1142可以在袋的相对侧上产生视觉上不同的接触区域的图案,这些袋的相对侧是彼此的镜像(如上面关于图11b和图11c所示和所提及的)。
[0143]
本公开可以以其它具体的形式来实施,而不脱离本发明的精神或本质特征。因此,所描述的实施方式在所有方面应被认为仅仅是说明性的而非限制性的。因此,本公开的范围由所附权利要求确定,而不是由前面的描述确定。在权利要求的等同物的含义和范围内的所有变化将被包括在权利要求的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。