1.本发明涉及一种薄片状过滤器、口罩以及薄片制造装置。
背景技术:
2.例如,如专利文献1所示的那样,已知一种被佩戴于头部上并且覆盖口、鼻的口罩。专利文献1的口罩具备覆盖口、鼻的口罩主体和在佩戴时被挂在耳朵上的挂耳部。
3.口罩主体由无纺布构成,该无纺布由通过熔喷(melt
‑
blown)法而成形出的聚酯树脂的纤维组成。聚酯树脂的纤维的平均长度比较长。因此,口罩主体比较难以破损,从而刚性较高。
4.然而,专利文献1中记载的口罩缺乏柔软性,从而佩戴时的舒适感不足。而且,熔敷强度不足。
5.专利文献1:日本特开2011
‑
92282号公报
技术实现要素:
6.本发明的薄片状过滤器的特征在于,包括:
7.第一纤维,其主要由聚乳酸构成;
8.第二纤维,其主要由聚乳酸构成,并且具有芯部和包覆所述芯部的包覆层,
9.所述包覆层作为使所述第一纤维与所述第二纤维熔敷的粘结剂而发挥功能。
10.本发明的口罩的特征在于,具备本发明的薄片状过滤器。
11.本发明的薄片制造装置的特征在于,具备:
12.第一薄片供给部,其供给第一薄片;
13.堆积部,其供给包括第一纤维和第二纤维的材料以形成堆积物,其中,所述第一纤维主要由聚乳酸构成,所述第二纤维主要由聚乳酸构成并且具有芯部以及包覆所述芯部的包覆层;
14.第二薄片供给部,其供给第二薄片,以形成层压了所述第一薄片、所述堆积物以及所述第二薄片的层压体;
15.成形部,其对所述层压体进行加热加压,从而使所述第一纤维与所述第二纤维熔敷,并且使所述堆积物与所述第一薄片以及所述第二薄片熔敷而实施成形。
附图说明
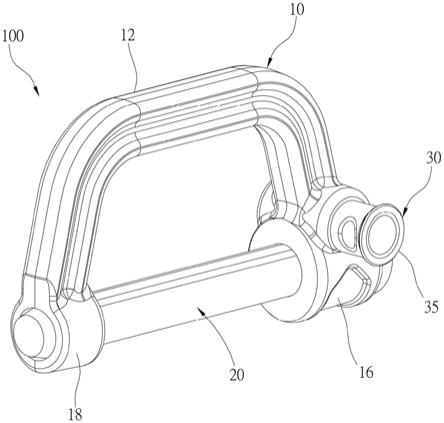
16.图1为表示使用者佩戴了本发明的口罩的状态的立体图。
17.图2为图1所示的口罩所具备的口罩主体的剖视图。
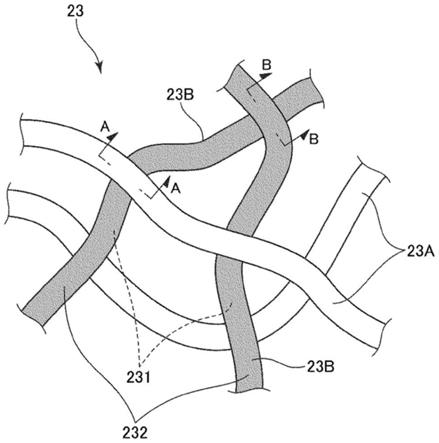
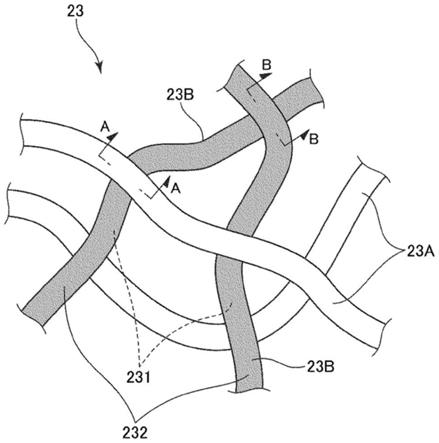
18.图3为第一纤维以及第二纤维的放大示意图。
19.图4为图3中a
‑
a线剖视图。
20.图5为图3中b
‑
b线剖视图。
21.图6为表示图1所示的口罩的制造装置(第一实施方式)的概略结构图。
22.图7为表示制造图1所示的口罩的制造方法的立体图。
23.图8为表示制造图1所示的口罩的制造方法的立体图。
24.图9为表示制造图1所示的口罩的制造方法的俯视图。
25.图10为表示制造图1所示的口罩的制造方法的俯视图。
26.图11为表示本发明的口罩的制造装置(第二实施方式)的概略结构图。
具体实施方式
27.在下文中,基于附图所示的优选的实施方式而对本发明的薄片状过滤器、口罩以及薄片制造装置进行详细说明。
28.第一实施方式
29.图1为表示使用者佩戴了本发明的口罩的状态的立体图。图2为图1所示的口罩所具备的口罩主体的剖视图。图3为第一纤维以及第二纤维的放大示意图。图4为图3中a
‑
a线剖视图。图5为图3中b
‑
b线剖视图。图6为表示图1所示的口罩的制造装置(第一实施方式)的概略结构图。图7以及图8为表示制造图1所示的口罩的制造方法的立体图。图9以及图10表示制造图1所示的口罩的制造方法的俯视图。
30.此外,在下文中,为了便于说明,又将图6中的上侧称为“上”或者“上方”、将下侧称为“下”或者“下方”。
31.如图1所示的那样,口罩1为,以覆盖使用者的鼻及口的方式而被佩戴在头部上从而被使用的物品。通过使用者佩戴口罩1,从而能够在对使用者吸入粉尘、感染性飞沫等的情况进行抑制的同时,对源自呼吸器官的分泌物从使用者向外飞散的情况进行抑制。在下文中,对口罩1的结构进行说明。
32.口罩1具备覆盖鼻及口的口罩主体2和一对挂耳部3。首先,对口罩主体2进行说明。
33.如图2所示的那样,口罩主体2具备第一薄片21、第二薄片22和本发明的薄片状过滤器23。这些构件按照第一薄片21、薄片状过滤器23以及第二薄片22的顺序而被层压。
34.第一薄片21由具有通气性的薄片构成。第一薄片21可以是纺布、无纺布中的任意一种。而且,作为第一薄片21的构成材料,并不特别限定,例如,可列举出pet(聚对苯二甲酸乙二醇酯)等聚酯、pe(聚乙烯)、pp(聚丙烯)、乙烯丙烯聚合物等聚烯烃、人造纤维、棉线等,并且能够使用这些成分中的一种或者将两种以上组合使用。
35.此外,作为第一薄片21的制造方法,并不特别限定,例如,可列举出热风(air through)法、纺粘(spun bonded)法、针刺(needle punch)法、熔喷(melt blown)法、卡片法、热熔敷法、水流交互法以及溶剂粘合法等。
36.第二薄片22与第一薄片21同样由具有通气性的材料构成。作为第二薄片22的构成材料并不特别限定,可列举出作为第一薄片21的构成材料而例示了的材料。
37.此外,第二薄片22的制造方法并不特别限定,可列举出作为第一薄片21的制造方法而例示了的制造方法。
38.此外,第一薄片21以及第二薄片22厚度各自均未被特别限定,例如,优选为0.05mm以上10.0mm以下,更优选为0.1mm以上2.5mm以下。由此,能够容易同时实现口罩主体2整体上的柔软性以及刚性。
39.另外,第一薄片21以及第二薄片22中的厚度既可以相同,也可以不同。
40.此外,第一薄片21以及第二薄片22中的材料的每平方米中重量各自优选为5g/m2以上200g/m2以下,更优选为8g/m2以上150g/m2以下。由此,能够容易同时实现口罩主体2整体上的柔软性以及刚性。此外,能够在充分地确保通气性的同时,充分提高细菌过滤率以及微粒过滤率。
41.另外,第一薄片21以及第二薄片22中的材料的每平方米重量既可以相同,也可以不同。
42.接下来,对薄片状过滤器23进行说明。
43.薄片状过滤器23位于第一薄片21与第二薄片22之间,主要作为对细菌、病毒、微粒等进行捕捉的过滤器而发挥功能。
44.薄片状过滤器23包括主要由聚乳酸构成的第一纤维23a、以及主要由聚乳酸构成并且具有芯部231和包覆芯部231的包覆层232的第二纤维23b。
45.聚乳酸为源自乳酸的聚合物。优选地,聚乳酸为包含源自乳酸的成分单位例如在质量百分比50mol%以上的聚合物。
46.作为聚乳酸,例如,可列举出(a)乳酸的共聚体、(b)乳酸与其它的脂肪族羧基羧酸的共聚物、(c)乳酸与脂肪族多价醇以及脂肪族多价羧酸的共聚物、(d)乳酸与脂肪族多价羧酸的共聚物、(e)乳酸与脂肪族多价醇的共聚物、(f)由这些(a)至(e)中的任意的组合而形成的混合物等。
47.作为乳酸,可列举出l
‑
乳酸、d
‑
乳酸、dl
‑
乳酸或者为这些乳酸的环状二聚体的l
‑
丙交酯、d
‑
丙交酯、dl
‑
丙交酯或者它们的混合物。
48.作为上述(b)中的其它的脂肪族羧基羧酸,可列举出甘醇酸盐、羟基丁酸、羟基戊酸、羟基己酸和羟基庚酸等。
49.作为上述(c)以及(e)中的脂肪族多价醇,可列举出乙二醇、1,4
‑
丁二醇、1,6
‑
己二醇、1,4
‑
环乙烷二甲醇、新戊二醇、癸二醇、甘油、三羟甲基丙烷、季戊四醇等。
50.作为上述(c)以及(d)中的脂肪族多价羧酸,可列举有琥珀酸、己二酸、辛二酸、癸二酸、十二烷二酸、琥珀酸酐、己二酸酐、均苯三酸、丙三羧酸、均苯四酸、均苯四酸酐等。
51.优选为,聚乳酸具有结晶性。由此,能够有效地抑制制造时的、具体而言为热熔敷工序中的热收缩。由此,能够得到遍及各个表面方向都具有均等的特性的口罩1。
52.通过使第一纤维23a以及第二纤维23b主要由上述那样的聚乳酸构成,从而使薄片状过滤器23在生物降解性、抗菌性以及保湿性上优良。
53.第二纤维23b具有芯部231和包覆芯部231的包覆层232。芯部231负担着提高第二纤维23b的刚性、并且提高口罩1对面部的追随性的作用。包覆层232作为使第一纤维23a与第二纤维23b熔敷的粘结剂而发挥功能。
54.如图3所示的那样,第一纤维23a以及第二纤维23b在随机地取向了的状态下,成为第一纤维23a与第二纤维23b、或者第二纤维23b彼此之间局部性地熔敷了的状态。也就是说,薄片状过滤器23为包含第一纤维23a以及第二纤维23b的无纺布。由此,能够在不考虑方向性的条件下提高柔软性以及强度。
55.更详细而言,如图4所示的那样,在第一纤维23a与第二纤维23b相接触的部分处,第二纤维23b的包覆层232因热而熔融,从而在第一纤维23a的外表面上扩展,并且在该状态下硬化从而使第一纤维23a与第二纤维23b接合。
56.此外,如图5所示的那样,在第二纤维23b彼此相接触的部分处,各自的包覆层232因热而熔融,从而在彼此的表面上进行扩展,并且在该状态下硬化,从而使第二纤维23b彼此接合。
57.以这种方式,第一纤维23a以及第二纤维23b在随机地取向了的状态下通过局部性地热熔敷而接合,因此在从整体来看时,薄片状过滤器23能够在确保足够的强度的同时而容易发生变形,从而容易追随于使用者的脸部的凹凸形状。
58.尤其是,在第二纤维23b中,包覆层232作为使第一纤维23a与第二纤维23b熔敷的粘结剂而发挥功能。因此,能够防止或者抑制在热熔敷时芯部231熔融或过度变形的情况。也就是说,通过在成形后也剩余有芯部231,从而能够留下第二纤维23b的所谓的韧性。其结果为,在从整体上看薄膜状过滤器23时,能够确保足够的强度。
59.此外,在薄片状过滤器23中,在将芯部231的熔点设为tm1、且将包覆层232的熔点设为tm2时,满足tm2<tm1。由此,在后述的热熔敷工序中,能够更有效地使包覆层232优先熔融,并且能够有效地防止连芯部231都熔融了的情况。
60.此外,在薄片状过滤器23中,优选为,满足20℃≤tm1
‑
tm2。由此,在后述的热熔敷工序中,能够在更切实地使包覆层232优先熔融的同时,更有效地防止连芯部231都熔融了的情况。
61.更详细而言,在薄片状过滤器23中,优选为,满足20℃≤tm1
‑
tm2≤100℃,更优选为,满足25℃≤tm1
‑
tm2≤90℃。当tm1
‑
tm2的值过小时,在热熔敷工序中,连芯部231都熔融、变形的可能性会增高,并且有可能需要与将包覆层232熔融的温度相比而较高的加热温度。另一方面,当tm1
‑
tm2的值过大时,则有可能变得难以生成那样的聚乳酸。
62.此外,在薄片状过滤器23中,优选为,满足160℃≤tm1。由此,能够变得容易满足20℃≤tm1
‑
tm2。
63.更详细而言,在薄片状过滤器23中,优选为,满足160℃≤tm1≤200℃,更优选为,满足165℃≤tm1≤190℃。当tm1的值过低时,在热熔敷工序中,连芯部231都熔融、变形的可能性会增高。另一方面,当tm1的值过高时,则有可能变得难以生成那样的聚乳酸。
64.此外,在薄片状过滤器23中,优选为,满足120℃≤tm2。由此,能够变得容易满足20℃≤tm1
‑
tm2。
65.更详细而言,在薄片状过滤器23中,优选为,满足120℃≤tm2≤170℃,更优选为,满足125℃≤tm2≤160℃。当tm2的值过低时,则有可能变得难以生成那样的聚乳酸。另一方面,当tm2的值过高时,在热熔敷工序中,连芯部231都熔融、变形的可能性会增高。
66.这样的熔点的差异能够通过例如使聚乳酸的分子量、结晶性等不同而被发现。此外,在本说明书中的熔点是指,以jisk0064
‑
1192为基准而求出的值。
67.此外,虽然第一纤维23a以及第二纤维23b的平均长度并未被特别限定,但是优选为,0.5mm以上且100mm以下,更优选为,0.5mm以上且50mm以下。由此,能够充分地确保第一纤维23a与第二纤维23b的熔敷部位、第二纤维23b彼此的熔敷部位。由此,能够充分地确保强度。更进一步而言,能够使纤维彼此易于自由变形,从而能够实现对面部的凹凸形状的形状追随性的提高。
68.此外,虽然第一纤维23a以及第二纤维23b平均宽度并未被特别限定,但是优选为,0.5μm以上且50μm以下,更优选为,0.7μm以上且40μm以下。由此,能够确保足够的强度,并且
能够使纤维彼此易于自由变形,从而能够实现对面部的凹凸形状的形状追随性的提高。
69.此外,根据同样的理由,第一纤维23a以及第二纤维23b的平均长宽比、即平均长度相对于平均宽度的比率优选为,3以上且1500以下,更优选为,10以上且800以下。
70.另外,平均长度以及平均宽度例如能够通过由纤维测试仪(fiber tester,lorentzen&wettre公司制)来进行测定,并计算出长度加权平均值而求出。
71.此外,第一纤维23a以及第二纤维23b的平均长度既可以为相同,也可以为不同。具体而言,在将第一纤维23a的平均长度设为la、且将第二纤维23b的平均长度设为lb时,la/lb优选为,0.2以上且5.0以下,更优选为,0.5以上且2.0以下。由此,能够均匀地发挥本发明的效果。
72.此外,第一纤维23a以及第二纤维23b的平均宽度既可以为相同,也可以为不同。具体而言,在将第一纤维23a的平均宽度设为wa、且第二纤维23b的平均宽度设为wb时,wa/wb优选为,0.7以上且1.3以下,更优选为,0.8以上且1.2以下。由此,能够均匀地发挥本发明的效果。
73.此外,如图4所示的那样,虽然芯部231的直径d1与包覆层232的厚度w1的比没有被特别限定,但优选为,0.2以上且2.0以下,更优选为,0.5以上且1.5以下。由此,在热熔敷工序后,也能够更切实地使芯部231以不变形的方式而余下。
74.此外,薄片状过滤器23的厚度各自均未被特别限定,但是例如优选为,0.1mm以上且11.0mm以下,更优选为0.2mm以上且2.7mm以下。由此,能够容易同时实现口罩主体2整体上的柔软性以及刚性。
75.此外,薄片状过滤器23的材料的每平方米重量各自优选为,5g/m2以上且600g/m2以下,更优选为,8g/m2以上且300g/m2以下。由此,能够变得容易同时实现薄片状过滤器23的柔软性以及刚性。此外,能够在充分地确保通气性的同时,充分提高细菌过滤率以及微粒过滤率。
76.此外,薄片状过滤器23也可以包含除了第一纤维23a以及第二纤维23b以外的纤维或添加剂。
77.作为除了第一纤维23a以及第二纤维23b以外的纤维,并不特别限定,可列举出聚己内酯、变性淀粉、聚羟基丁酸酯、聚丁二酸丁二酸酯、聚丁二酸丁二酸酯等生物降解性塑料等。此外,也可以包括源自石油的树脂、生物质塑料、天然系树脂的纤维。
78.此外,作为添加剂,例如,可列举出抗菌剂、抗病毒剂、防霉剂、防臭剂、中和剂、定影剂、粘合剂、上浆剂、纸张强度增强剂、消泡剂、保水剂、耐水化剂、用于抑制纤维的凝集或树脂的凝集的凝集抑制剂、松烟、着色剂、防燃剂等。
79.以这样的方式,本发明的薄片状过滤器23包括主要由聚乳酸构成的第一纤维23a,和主要由聚乳酸构成并且具有芯部231和包覆芯部231的包覆层232的第二纤维23b。而且,包覆层232作为使第一纤维23a与第二纤维23b熔敷的粘结剂而发挥功能。由此,能够提高第一纤维23a与第二纤维23b的熔敷强度。此外,由于熔敷强度较高,从而能够充分提高薄片状过滤器23主体的强度,并且使变形的自由度增加。
80.此外,本发明的口罩1具备本发明的薄片状过滤器23。由此,在享受薄片状过滤器23的优点的同时,能够得到一种在强度、柔软性上优良且舒适感较高的口罩1。
81.此外,关于口罩1的依据astm f2100
‑
11而确定的细菌过滤率,优选为95%以上,更
优选为97%以上。
82.此外,关于口罩1的依据astm f2100
‑
11而确定的微粒过滤率,优选为95%以上,更优选为97%以上。
83.此外,关于口罩1的依据astm f2100
‑
11而确定的呼气阻力,优选为30mmh20/cm2以下,更优选为15mmh20/cm2以下。
84.这样的口罩1的特性能够通过具备本发明的薄片状过滤器23而达成。
85.另外,在本实施方式中,口罩主体2和一对挂耳部3通过热熔敷而被熔敷。但是,并不限定于此,口罩主体2和挂耳部3也可以通过经过粘合剂的粘合、压接、超声波熔敷等而被接合。此外,口罩主体2和挂耳部3也可以被一体地形成。
86.接下来,对制造口罩1的薄片制造装置10进行说明。
87.薄片制造装置10具备原料供给部11、料片成形机100、第一薄片供给辊81、抽吸装置110、第二薄片供给辊82、加热加压机构150和堆积器170。
88.原料供给部11具有供给第一纤维23a的第一供给部13和供给第二纤维23b的第二供给部14。
89.第一供给部13经由输送管61而与输送管60连接。输送管60的下游侧的端部与料片成形机100连接。此外,在输送管61上设置有阀65。
90.第二供给部14经过输送管62而与输送管60连接。此外,在输送管62上设置有阀66。而且,通过适当调节阀65以及阀66的开度,从而能够调节第一纤维23a以及第二纤维23b的供给比例。
91.被供给至输送管60内的第一纤维23a以及第二纤维23b被充分混合,并且被供给到料片成形机100中。另外,在输送管60上还可以连接有对除了第一纤维23a以及第二纤维23b以外的纤维或添加剂进行供给的第三供给部或者第四供给部。
92.此外,希望将输送管61的管径、输送管62的管径设为小于输送管60的管径。由此,风速将会提高,从而能够在气流中使第一纤维23a以及第二纤维23b松开,进而能够良好地实施之后的混合。
93.经过输送管60,被混合了的第一纤维23a以及第二纤维23b被导入至料片成形机100中。
94.第一薄片供给辊81为,将第一薄片21供给至料片成形机100中的第一薄片供给部。从该第一薄片供给辊81供给的第一薄片21成为在料片成形机100中被形成的纤维状料片的底面的基部。
95.料片成形机100具有使第一纤维23a以及第二纤维23b在气体中、例如在空气中均匀分散的分散机构、和将由此而被分散的解纤纤维抽吸至网带122上的机构。
96.分散机构具有成形滚筒,第一纤维23a以及第二纤维23b与空气同时被供给到进行旋转的成形滚筒101内。在成形滚筒101的外周部上设置有小孔。第一纤维23a以及第二纤维23b从该小孔被放出,并且被分散到气体中。虽然小孔的形状没有被特别限定,但是优选为5mm
×
25mm程度的长孔。由此,能够同时实现生产性和均匀性。另外,小孔也可以为圆形、椭圆形等其它的形状。
97.在成形滚筒101的下方设置有未图示的整流板,从而能够调节宽度方向上的均匀性。此外,在整流板的下方配置有形成有网的网带122。网带122由无接头带构成,并且被张
架在三个张架辊121上。通过张架辊121的旋转,从而使网带122向图中箭头标记方向进行移动。网带122上的第一薄片21、以及第一纤维23a和第二纤维23b的堆积物w与该移动一起向图中右侧被输送。
98.另外,第一薄片21以按照与网带122的移动相同的速度而进行移动的方式从第一薄片供给辊81被供给到网带122上。
99.此外,网带122通过与网带122抵接的清洁板123而被去除表面的污垢等。清洁也可以实施由气体进行的清洁。
100.此外,隔着网带122而在料片成形机100的相反侧设置有抽吸装置110。抽吸装置110隔着网带122而对第一纤维23a以及第二纤维23b的堆积物w进行抽吸。由此,能够使第一纤维23a以及第二纤维23b的堆积物w的厚度尽可能地均匀,从而能够得到在特性上无偏差的口罩1。
101.抽吸装置110能够通过在网带122下形成打开有期望尺寸的窗的密封箱,并从窗外对气体例如空气进行抽吸并使箱内成为真空而形成。
102.此外,优选为,在抽吸装置110上连接有过滤集尘机。
103.网带122的构成材料只要是能够确保抽吸空气量、并且具有能够对第一薄片21进行保持的强度的材料,则并不特别限定,能够使用各种金属材料、各种树脂材料等。
104.此外,优选为,网的孔径在10μm以上且125μm以下的程度。由此,能够形成稳定的气流,从而能够使第一纤维23a以及第二纤维23b的堆积物w的厚度尽可能地均匀。
105.在以上那样的结构中,通过输送管60而被输送的第一纤维23a以及第二纤维23b被导入至料片成形机100中。然后,穿过成形滚筒101表面的小孔筛,并且通过抽吸装置110形成的抽吸力而使第一纤维23a以及第二纤维23b被堆积在网带122上的第一薄片21上。此时,通过使网带122和第一薄片21进行移动,从而能够在第一薄片21上形成厚度均匀的堆积物w。
106.在料片成形机100中,决定了使第一纤维23a以及第二纤维23b堆积时的堆积量和在之后的热熔敷工序中完成的薄片的密度。例如,在得到10mm厚的密度为0.1cm3以上且0.15cm3以下的程度的纤维结构体时,将堆积物w的厚度设为40mm以上且60mm以下的程度。
107.这样的料片成形机100、网带122以及抽吸装置110为,将包含第一纤维23a和第二纤维23b的材料供给至第一薄片21上,从而在第一薄片21上面形成堆积物w的堆积部20。
108.此外,在网带122的上方且在料片成形机100的下游侧设置有水分喷雾器130。由此,能够对堆积物w的水分量进行调节。而且,能够对在第一纤维23a以及第二纤维23b中形成结块的情况进行抑制,从而能够实现堆积物w的品质的提高。
109.此外,在通过水分喷雾器130而进行喷雾的水分中,也能够添加添加剂,例如,水溶性的防燃剂(例如,株式会社三和化学制apinon 145)。由此,能够对所成形出的薄片状过滤器23赋予防燃性。
110.此外,在水分喷雾器130的下游侧设置有缓冲部140。缓冲部140具有张紧调节辊141和一对固定辊142。在一对固定辊142之间张紧调整辊141于上下方向、即与第一薄片21以及堆积物w的输送方向相交的方向上进行移动,从而能够对第一薄片21以及堆积物w的张紧力进行调节。
111.在缓冲部140的下游侧设置有第二薄片供给辊82。第二薄片供给辊82为,将第二薄
片22供给到第一薄片21上的堆积物w上,从而形成层压了第一薄片21、堆积物w以及第二薄片22的层压体m的第二薄片供给部。第二薄片22成为堆积物w的上表面侧的覆盖部。
112.另外,虽然在图示的结构中为,在从第一薄片供给辊81向料片成形机100供给第一薄片21并在第一薄片21上形成了堆积物w之后,从第二薄片供给辊82供给第二薄片22的结构,但在本发明中并不限定于此,也可以为如下的结构,即,在料片成形机100的下游侧设置第一薄片供给辊81以及第二薄片供给辊82,并利用第一薄片21和第二薄片22而对在料片成形机100中形成的堆积物w以三明治状而进行夹持。
113.层压体m向加热加压机构15被输送。加热加压机构150为执行热熔敷工序的部分,并且具有第一基板151和以能够升降的方式被构成的第二基板152。加热加压机构150成为通过第一基板151和第二基板152而对层压体m进行夹持,并且在加热的同时进行加压的热压机。具体而言,在第一基板151以及第二基板152中内置有加热器。由此,能够使被第一基板151以及第二基板152夹持的层压体m被加热。
114.在该加热加压之时,如图4以及图5所示的那样,第二纤维23b的包覆层232熔融,并在相邻的第一纤维23a或者第二纤维23b的表面上扩展。此外,通过同时也实施加压,从而使第一纤维23a与第二纤维23b、第二纤维23b彼此的熔敷点或者熔敷面积增加,从而成为熔敷坚固的结构。由此,堆积物w成为薄片状过滤器23。
115.更进一步而言,第二纤维23b的包覆层232在熔融了的状态下,还与第一薄片21的构成材料以及第二薄片22的构成材料接触。由此,能够使薄片状过滤器23与第一薄片21以及第二薄片22也熔敷,从而得到口罩主体2。
116.此外,虽然加热以及加压也能够分开实施,但是希望加热以及加压是同时施加到堆积物w上的。优选为,加热温度为使包覆层232熔融且芯部231不熔融的程度的温度。具体而言,加热温度优选为90℃以上且170℃以下,更优选为110℃以上且165℃以下。此外,虽然加热时间也根据加热温度而定,但是优选为使包覆层232熔融且芯部231不熔融的程度的时间。具体而言,优选为1秒以上且300秒以下,更优选为3秒以上且150秒以下。
117.在加热加压结束之后,需要使成形的口罩主体2尽快移动,从而放置下一个层压体m。为此,优选为,在加热加压的出口处设置有使针侵入并进行保持再将针拉出来的机构。
118.另外,加热加压机构150也可以为在通过一对辊而进行输送的同时实施加热加压的结构。由此,能够层压体m连续地进行加热加压,从而使生产性优良。
119.以上述的方式而得到的口罩主体2通过裁断机160而被切割为期望的尺寸或形状,并且作为原材料而被堆积在堆积器170上并且进行冷却。
120.作为裁断机160,并不被特别限定,例如,能够公开使用超声波剪切器等。由超声波剪切器实施的切断既可以在纤维结构体的宽度方向的一个方向上进行切断,也可以在这一个方向和其相反方向上以往返的方式而进行切断。此外,在超声波剪切器以外,还可以使用旋转剪切器或八边形的旋转剪切器等。
121.另外,也可以为省略裁断机160并将原材料收卷为卷筒状的结构。
122.如以上所说明的那样,薄片制造装置10具备:第一薄片供给辊81,其为供给第一薄片21的第一薄片供给部;堆积部20,其对包含第一纤维23a和第二纤维23b的材料进行供给以形成堆积物w,所述第一纤维23a主要由聚乳酸构成,所述第二纤维23b主要由聚乳酸构成并且具有芯部231以及包覆芯部231的包覆层232;第二薄片供给辊82,其为供给第二薄片22
以形成层压了第一薄片21、堆积物w以及第二薄片22的层压体m的第二薄片供给部;加热加压机构150,其为对层压体m进行加热加压以使第一纤维23a与第二纤维23b熔敷,并且通过使堆积物w和第一薄片21以及第二薄片22熔敷而实施成形的成形部。由此,能够提高第一纤维23a与第二纤维23b的熔敷强度,从而能够得到强度较高的口罩主体2。此外,由于第一纤维23a以及第二纤维23b的熔敷强度较高,因而变形的自由度增加。其结果为,能够得到一种容易追随于面部的凹凸且舒适感较高的口罩主体2。
123.此外,作为第一薄片供给部的第一薄片供给辊81向作为堆积物w的第一面的图6中的上表面供给第一薄片21,作为第二薄片供给部的第二薄片供给辊82向作为与堆积物w的上表面为相反侧的第二面的图6中下表面供给第二薄片22。由此,能够得到按照第一薄片21、堆积物w以及第二薄片22的顺序层压而成的层压体m。由此,在所成形出的口罩主体2中,能够通过第一薄片21以及第二薄片22来对薄片状过滤器23进行保护。
124.此外,被堆积在堆积器170中的口罩主体2的原材料通过以下的方式而被制造成口罩1。在下文中,对该制造方法进行说明。
125.口罩主体2的原材料例如通过镶刀模等而被成型,并被冲压成如图7所示的那样的形状。在本实施方式中,底部呈圆弧状的大致梯形形状。然后,准备两张该形状的口罩主体2的原材料,并且将其重叠。
126.接下来,如图8所示的那样,通过热熔敷而对圆弧状的边缘部201彼此进行接合。由此,如图9所示的那样,当展开时,能够得到在中央部形成有熔敷部202的口罩主体2。另外,加热条件并未被特别限定,例如,能够设为前述的热熔敷工序中的加热温度、加热时间。
127.接下来,如图9所示的那样,在展开的状态的口罩主体2中,对边缘部的整周进行熔敷。由此,能够得到在边缘部的整周均形成了熔敷部203的口罩主体2。
128.然后,如图10所示的那样,通过热熔敷而对一对挂耳部3分别进行接合。也就是说,形成四个熔敷部204。由此,能够得到口罩1。
129.另外,在图8至图10中,在实施热熔敷时,如前述那样,能够通过第二纤维23b的包覆层232而得到较高的熔敷强度。其结果为,能够得到强度较高的口罩1。
130.第二实施方式
131.图11为表示本发明的口罩的制造装置(第二实施方式)的示意结构图。
132.在下文中,参照该图对本发明的薄片状过滤器、口罩以及薄片制造装置的第二实施方式进行说明,但是以与所前述的实施方式的不同点为中心进行说明,并且,同样的事项则省略其说明。
133.如图11所示的那样,在本实施方式的加热加压机构150中,第一基板151具有弯曲凹面151a,第二基板152具有与弯曲凹面151a相对应的弯曲凸面152a。当第一基板151接近于第二基板152时,弯曲凸面152a进入到弯曲凹面151a内。此时,第一基板151与第二基板152之间的堆积物w会被成形为与弯曲凹面151a以及弯曲凸面152a相对应的弯曲形状。因此,能够得到整体向一个方向弯曲的口罩主体2。
134.根据这样的方法,能够省略在所述第一实施方式中说明的如图8以及图9所示的热熔敷工序。因此,能够通过简单的方法来制造口罩1。更进一步而言,所得到的口罩1成为某种程度上仿照了面部形状的形状,从而能够实现舒适感的进一步提高。
135.虽然在上文中,基于图示的实施方式而对本发明的薄片状过滤器、口罩以及薄片
制造装置进行了说明,但本发明并未被限定于此,各个部分的结构能够替换为具有同样的功能的任意的结构体、工序。此外,也可以在本发明的薄片状过滤器、口罩以及薄片制造装置上分别附加其它的任意的结构体、工序。
136.符号说明
[0137]1…
口罩;2
…
口罩主体;3
…
挂耳部;10
…
薄片制造装置;11
…
原料供给部;13
…
第一供给部;14
…
第二供给部;20
…
堆积部;21
…
第一薄片;22
…
第二薄片;23
…
薄片状过滤器;23a
…
第一纤维;23b
…
第二纤维;60
…
输送管;61
…
输送管;62
…
输送管;65
…
阀;66
…
阀;81
…
第一薄片供给辊;82
…
第二薄片供给辊;100
…
料片成形机;101
…
成形滚筒;110
…
抽吸装置;121
…
张架辊;122
…
网带;123
…
清洁刮板;130
…
水分喷雾器;140
…
缓冲部;141
…
张紧调节辊;142
…
固定辊;150
…
加热加压机构;151
…
第一基板;151a
…
弯曲凹面;152
…
第二基板;152a
…
弯曲凸面;160
…
裁断机;170
…
堆积器;201
…
边缘部;202
…
熔敷部;203
…
熔敷部;204
…
熔敷部;231
…
芯部;232
…
包覆层;d1
…
直径;m
…
层压体;w
…
堆积物;w1
…
厚度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。