1.本发明属于医药技术领域,具体涉及一种制备注射用硼替佐米的冻干工艺。
背景技术:
2.硼替佐米(bortezomib,ps-341)是一种人工合成的硼酸二肽化合物,属于可逆性蛋白酶体抑制剂,可以选择性地与蛋白酶体活性位点的苏氨酸结合,抑制蛋白酶体20s亚单位的糜蛋白/胰蛋白活性。硼替佐米作为世界上首个以蛋白质酶作为治疗目标的癌症药物,可以通过多种不同机制发挥抗骨髓瘤作用。注射用硼替佐米最早由美国生物技术公司千禧制药开发,于2003.5.13被fda在美国批准上市,商品名为剂型为冻干粉针,用于多发性骨髓瘤、复发或难治性套细胞淋巴瘤患者的治疗。
3.2005年janssen公司的注用硼替佐射米国内上市,商品名为由于固态硼替佐米原料药水溶性差,不适合作为液体制剂,目前硼替佐米上市制剂多为冻干粉针剂。每瓶含硼替佐米3.5mg、甘露醇35mg,每瓶固体总量为约38.5mg,而每瓶冻干药液体积为3.5ml。冻干过程中,叔丁醇和水去除,硼替佐米与甘露醇生成硼替佐米甘露醇酯,最终生成稳定的硼替佐米甘露醇酯供临床复溶后注射使用。但由于冻干后的注射用硼替佐米固体内容物密度极低(约0.01g/ml)且本身较松散。其在冻干过程中,水分及有机溶剂不断被去除,冻干品很容易破碎,产生喷瓶,导致产品含量降低,产品含量不稳定。
4.美国发明专利us6713446b为原研制剂专利,涉及一种含硼替佐米的药物组合物及其制剂,其在说明书中公开采用-35℃进行一次干燥,时间约40小时,该干燥工艺采用叔丁醇比例高,容易造成产品的澄清度问题且存在喷瓶问题。
5.专利cn106310217a涉及一种硼替佐米冻干工艺,该工艺包括预冻、升华干燥和解析干燥三个阶段。其中升华干燥温度为-30℃,时间约30-40小时,干燥压力10-30pa,该工艺与us6713446类似,也存在喷瓶问题。
6.现有注射用硼替佐米冻干工艺存在的问题:(1)叔丁醇用量大,产品澄清度问题;(2)一次干燥过程中,出现喷瓶,影响产品的质量。(3)一次干燥的温度较低,干燥效率低,干燥时间长等。
7.因此,希望提供一种注射用硼替佐米的制备方法,可以克服其在冻干过程中的喷瓶问题,提高产品含量稳定性,同时缩短一次干燥时间,降低能耗,该工艺简单可行,适合工业化生产。
技术实现要素:
8.为了解决上述技术问题,本发明的目的是提供一种制备注射用硼替佐米的冻干工艺,该工艺可有效克服本品在冻干过程中的喷瓶问题以及缩短一次干燥时间,降低能耗。
9.具体地,本发明主要通过以下技术方案实现:
10.一种硼替佐米冻干粉针剂,处方组成为每瓶含:硼替佐米3.5mg、甘露醇35mg,叔丁
醇溶液3.5ml(浓度为10%-30%,在冻干过程中去除),由以下冻干方法制备而得:
11.(1)预冻:药液灌装结束后放入冻干机隔板中,
12.(1.1)将板层温度降至-40~-50℃,并维持2~4h;
13.(1.2)将板层升温至-10~-14℃,并维持0.5~2h;
14.(1.3)将板层降温至-40~-50℃,并维持2~4h;
15.上述药液为制备注射用硼替佐米的中间体溶液,其赋形剂为甘露醇,溶剂为叔丁醇-水溶液。
16.(2)一次干燥:
17.(2.1)预冻结束后,开始抽真空,控制压力为50pa,将板层升温至-20℃,并维持15h;或预冻结束后,开始抽真空,控制压力为60pa,将板层升温至-20℃,并维持18;
18.(2.2)板层温度不变,将压力调整为80~90pa,并维持8~12h;
19.(3)二次干燥:一次结束后,将板层升温至30~35℃,调节压力为10~20pa并维持2~4h。
20.冻干结束后,充入氮气、压塞、出箱,轧铝盖、包装即得成品。
21.优选的方案为:
22.(1)预冻:药液灌装结束后放入冻干机隔板中,
23.(1.1)将板层温度降至-45℃,并维持3h;
24.(1.2)将板层升温至-12℃,并维持1h;
25.(1.3)将板层降温至-45℃,并维持3h;
26.上述药液为制备注射用硼替佐米的中间体溶液,其赋形剂为甘露醇,溶剂为叔丁醇-水溶液。
27.(2)一次干燥:
28.(2.1)预冻结束后,开始抽真空,控制压力为50pa,将板层升温至-20℃,并维持15h;
29.(2.2)板层温度不变,将压力调整为80pa,并维持10h;
30.(3)二次干燥:一次结束后,将板层升温至30℃,调节压力为10pa并维持3h。
31.冻干结束后,充入氮气、压塞、出箱,轧铝盖、包装即得成品。
32.冻干机的喷瓶是影响冻干制剂外观质量的重要因素,喷瓶的原因主要在三个方面,药液中的气泡、预冻、干燥速率。制品在分装过程中,当灌装机溶液分注入瓶中时,由于液体流速较快,形成一定量的气泡存在于瓶内液体中,此时应将装瓶液体放置一定时间让气泡充分逸出,否则物被冻结在制品内部,当升华过程抽真空减压时,气体逸出带有部分制品黏附于瓶壁上。冻结过程预冻温度不够低或保持时间不够长,未能使溶液全部固化,真空升华干燥时,溶液的温度至共晶点时,溶液和水同时结晶析出,液体沸腾,造成喷瓶。升温过快造成制品上下温差过大,下部制品的结晶不是从固体到气体升华,而是从固体、液体到气体蒸发,形成喷瓶。这样就造成制品上不均匀、疏松,呈海绵状的理想外观,下部则呈硬结和不规则的空穴,严重时可造成产品报废。
33.事实上,作为冻干工艺来说,如何避免喷瓶,是一个非常棘手的问题。因为没有规律可循,其是多因素共同作用结果,如在不同批次,或同一批次中,冻干机的不同位置,都可能存在不同程度的喷瓶现象,如果在大生产中,这会是严重质量问题,因此亟待解决。
34.发明人特别对注射用硼替佐米冻干工艺进行了优选考察,实验如下:
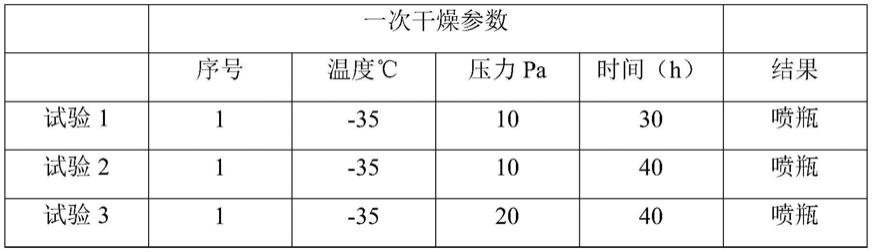
35.冻干工艺分为三步:预冻、一次干燥(升华干燥)、二次干燥(解析干燥),其中影响喷瓶的关键步骤是一次干燥。重点对一次干燥的2.1步骤的工艺参数进行筛选,以下试验预冻和二次干燥参数相同,考察一次干燥中对喷瓶的影响。
36.表1一次干燥的工艺参数筛选过程:
[0037][0038][0039]
注:试验8中1,增加步骤2.2即(2.2)板层温度不变,将压力调整为50pa,并维持12h;试验8中2,增加(2.2)板层温度不变,将压力调整为80pa,并维持12h。其他试验组无上述步骤。
[0040]
由表1可知,当制剂组方确定的情况下发明人对2.1步骤进行优化,冻干工艺效果与温度和压力、冻干时间有关;随着温度升高,压力做相应的升高,并对冻干时间做适当改变,但发现如果是固定温度,压力,时间是无助于改善喷瓶现象。发明人偶然发现通过增加步骤2.2,即增加一个压力,并维持一段时间,可以有效改善喷瓶现象。
[0041]
因此,发明人认为温度、压力与冻干时间是相互关联的,互相影响,改变一个指标,其他都需要相应变动,但结果可能是会导致喷瓶的产生。如果单纯固定压力和温度,如对比例1或2所示,其在一次干燥后期会发生喷瓶现象。而本发明在一次干燥中优选压力和温度,并进行增加压力(压力梯度变化)变化步骤,该上述程序有效地抑制了喷瓶现象的发生。
[0042]
与现有技术相比,本发明的有益效果是:
[0043]
通过调整一次干燥过程中的压力,一次干燥可以在较高的温度下进行,提高了干燥效率,缩短了干燥时间,同时一个批次中无喷瓶现象,提高质量,降低了生产成本,适合于工业化生产。
具体实施方式
[0044]
本发明所述一种制备注射用硼替佐米的冻干工艺,通过以下具体实施例、对比例对本发明的内容作进一步的说明,但不能将其理解为具有限制性。在下面的实施例及对比例中,用15%叔丁醇溶液(v/v)配制成含硼替佐米1mg/ml(w/v)浓度的药液,分装于10ml中性硼硅注射剂瓶中,使每瓶含硼替佐米3.5mg、甘露醇35mg,然后进行冻干。
[0045]
实施例1(样品1)
[0046]
采用如下冻干工艺对分装后的硼替佐米中间体药液进行冷冻干燥:
[0047]
(1)预冻:药液灌装结束后放入冻干机隔板中,
[0048]
(1.1)将板层温度降至-45℃,并维持3h;
[0049]
(1.2)将板层升温至-12℃,并维持2h;
[0050]
(1.3)将板层降温至-45℃,并维持3h;
[0051]
(2)一次干燥:
[0052]
(2.1)预冻结束后,开始抽真空,控制压力为50pa,将板层升温至-20℃,并维持15h;
[0053]
(2.2)板层温度不变,将压力调整为80pa,并维持12h;
[0054]
(3)二次干燥:一次结束后,将板层升温至30℃,调节压力为10pa并维持3h。
[0055]
冻干结束后,充入氮气、压塞、出箱,轧铝盖即得样品1。
[0056]
实施例2(样品2)
[0057]
采用如下冻干工艺对分装后的硼替佐米中间体药液进行冷冻干燥:
[0058]
(1)预冻:药液灌装结束后放入冻干机隔板中,
[0059]
(1.1)将板层温度降至-45℃,并维持2h;
[0060]
(1.2)将板层升温至-10℃,并维持1h;
[0061]
(1.3)将板层降温至-45℃,并维持2h;
[0062]
(2)一次干燥:
[0063]
(2.1)预冻结束后,开始抽真空,控制压力为60a,将板层升温至-20℃,并维持18h;
[0064]
(2.2)板层温度不变,将压力调整为90pa,并维持12h;
[0065]
(3)二次干燥:一次结束后,将板层升温至35℃,调节压力为10pa并维持2h。
[0066]
冻干结束后,充入氮气、压塞、出箱,轧铝盖即得样品2。
[0067]
对比例1(样品3)
[0068]
(1)预冻:药液灌装结束后放入冻干机隔板中,
[0069]
(1.1)将板层温度降至-45℃,并维持3h;
[0070]
(1.2)将板层升温至-12℃,并维持2h;
[0071]
(1.3)将板层降温至-45℃,并维持3h;
[0072]
(2)一次干燥:预冻结束后,开始抽真空,控制压力为50pa,将板层升温至-20℃,并维持35h;
[0073]
(3)二次干燥:一次结束后,将板层升温至30℃,调节压力为10pa并维持4h。
[0074]
冻干结束后,充入氮气、压塞、出箱,轧铝盖即得样品3。
[0075]
对比例2(样品4)
[0076]
(1)预冻:药液灌装结束后放入冻干机隔板中,
[0077]
(1.1)将板层温度降至-45℃,并维持2h;
[0078]
(1.2)将板层升温至-12℃,并维持1h;
[0079]
(1.3)将板层降温至-45℃,并维持2h;
[0080]
(2)一次干燥:预冻结束后,开始抽真空,控制压力为10pa,将板层升温至-35℃,并维持40h;
[0081]
(3)二次干燥:一次结束后,将板层升温至35℃,调节压力为10pa并维持4h。
[0082]
冻干结束后,充入氮气、压塞、出箱,轧铝盖即得样品4。
[0083]
实施例1、2和对比例1、2考察结果见表1
[0084]
表1样品1-4考察结果
[0085][0086]
对比例1和2在一次干燥过程中压力保持不变,在一次干燥后期均发生了喷瓶,而实施例1和2在一次干燥过程中,在15~18h时,将压力由50~60pa提高到80~90pa,样品未发生喷瓶。
[0087]
结论:按照本发明制备的实施例样品,冻干过程中不发生喷瓶,样品外观饱满完整,样品含量和水分均符合要求,而对比例1和对比例2样品在冻干过程中均发生喷瓶,样品含量偏低,且对比例2样品水分不符合要求。
[0088]
综上,本发明制备的注射用硼替佐米在生产过程中不发生喷瓶,产品外观饱满完整,含量符合要求,显著提高了产品含量的稳定性,同时提高了干燥效率,缩短了冻干时间,适宜于工业化生产。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。