1.本实用新型涉及键槽对称度测量设备的技术领域,尤其涉及一种键槽对称度快速检具装置。
背景技术:
2.现有技术上的联轴器、叶轮及转子等铸铁类产品,轴孔内都设有键槽,根据装配需求,键槽相对于轴孔都有对称度要求,因产品的结构及装配需求的不同,键槽的宽度一般在20mm以内,相对于轴孔的对称度般要求一般在0.05mm~0.10mm之间。
3.生产现场轴孔及轴孔内的键槽加工好后,键槽相对于轴孔的对称度是否符合图纸设计要求不能马上就能给出检测结果,通常都是先送三坐标进行检测验证,这样不但影响生产效率而且会占用有效的三坐标检测资源,检测成本相对较高,也不利于生产现场的质量控制,因此,生产现场急需一种快速检测轴孔内键槽对称度的检测装置。
技术实现要素:
4.针对现有的键槽的对称度检测存在效率低、成本高的上述问题,现旨在提供一种键槽对称度快速检具装置,能够在生产现场提高生产检测效率,降低检测成本,有利于生产现场的质量控制。
5.具体技术方案如下:
6.一种键槽对称度快速检具装置,包括:
7.芯轴,所述芯轴的外壁上具有一平面段,所述芯轴位于所述平面段上具有两销孔;
8.两检测销,两所述检测销的一端分别与两所述销孔装配连接,两所述检测销的另一端用于检测所述键槽的对称度。
9.上述的键槽对称度快速检具装置,其中,所述芯轴的外壁上还具有两第一外圆段和一第二外圆段,两所述第一外圆段的侧边、所述第二外圆段的侧边分别延伸至所述平面段的两侧,两所述销孔分别与两所述第一外圆段相正对。
10.上述的键槽对称度快速检具装置,其中,所述第一外圆段的直径大于所述第二外圆段的直径。
11.上述的键槽对称度快速检具装置,其中,两所述第一外圆段分别位于所述芯轴的两端,所述第二外圆段位于所述芯轴的中部。
12.上述的键槽对称度快速检具装置,其中,两所述第一外圆段分别对称位于所述第二外圆段的两端。
13.上述的键槽对称度快速检具装置,其中,两所述销孔对称位于所述芯轴的两端。
14.上述的键槽对称度快速检具装置,其中,所述芯轴的一端设有手柄。
15.上述的键槽对称度快速检具装置,其中,每一所述检测销均包括相互连接的定位部和检测部,所述定位部与所述销孔装配连接,所述检测部用于检测所述键槽的对称度。
16.上述的键槽对称度快速检具装置,其中,所述检测部的外径大于所述定位部的外
径。
17.上述的键槽对称度快速检具装置,其中,所述芯轴的两端的外周、每一所述检测销的两端均呈倒角设置。
18.上述技术方案与现有技术相比具有的积极效果是:
19.本实用新型能够在生产现场提高生产检测效率,降低检测成本,有利于生产现场的质量控制。
附图说明
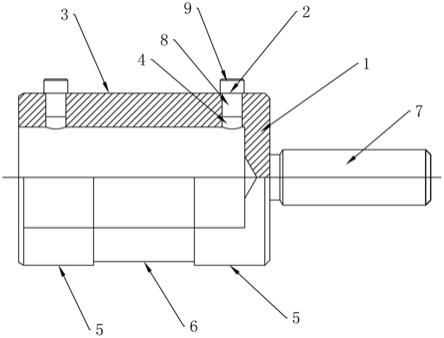
20.图1为本实用新型一种键槽对称度快速检具装置的剖视图;
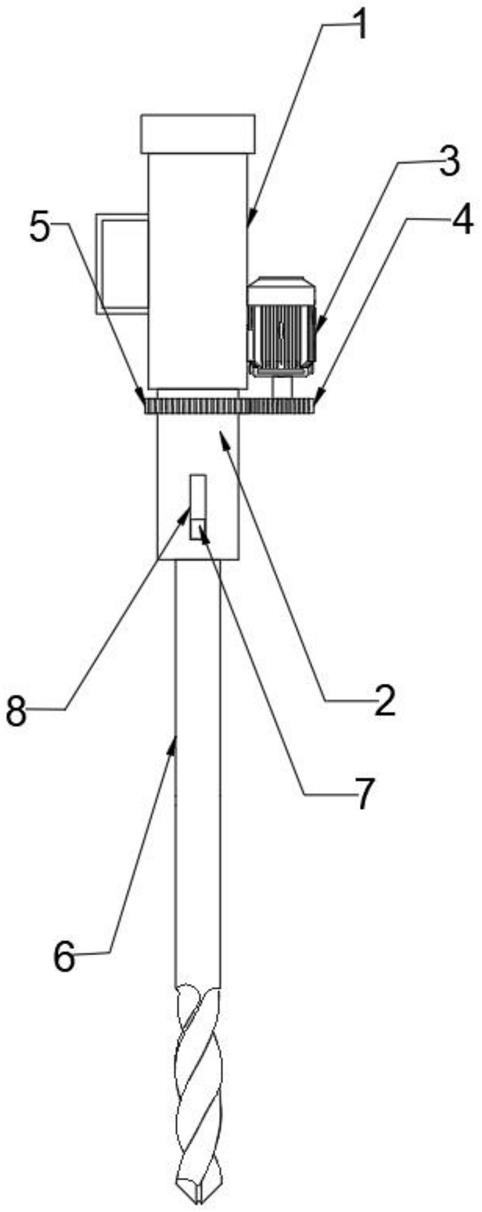
21.图2为本实用新型一种键槽对称度快速检具装置的侧视图;
22.附图中:1、芯轴;2、检测销;3、平面段;4、销孔;5、第一外圆段;6、第二外圆段;7、手柄;8、定位部;9、检测部。
具体实施方式
23.下面结合附图和具体实施例对本实用新型作进一步说明,但不作为本实用新型的限定。
24.图1为本实用新型一种键槽对称度快速检具装置的剖视图,图2为本实用新型一种键槽对称度快速检具装置的侧视图,如图1和图2所示,示出了一种较佳实施例的键槽对称度快速检具装置,包括:芯轴1和两检测销2,芯轴1的外壁上具有一平面段3,芯轴1位于平面段上具有两销孔4,两检测销2的一端分别与两销孔4装配连接,两检测销2的另一端用于检测键槽的对称度。
25.进一步,作为一种较佳的实施例,芯轴1的外壁上还具有两第一外圆段5和一第二外圆段6,两第一外圆段5的侧边、第二外圆段6的侧边分别延伸至平面段3的两侧,两销孔4分别与两第一外圆段5相正对。
26.优选的,芯轴1的第一外圆段5为检具的导向段,第二外圆段6是为了检测方便而设。
27.进一步,作为一种较佳的实施例,第一外圆段5的直径大于第二外圆段6的直径。
28.优选的,第一外圆段5的直径与第二外圆段6的直径的差值大于1mm。
29.优选的,以减少导向段与键槽所在轴孔的接触范围,以便检测时检测装置能快速的在轴孔的长度范围内移动,以提高检测速度。
30.进一步,作为一种较佳的实施例,两第一外圆段5分别位于芯轴1的两端,第二外圆段6位于芯轴1的中部。
31.进一步,作为一种较佳的实施例,两第一外圆段5分别对称位于第二外圆段6的两端。
32.进一步,作为一种较佳的实施例,两销孔对称位于芯轴1的两端。
33.优选的,芯轴1上的销孔用于后续安装检测销2,销孔4位于平面段3,并且垂直贯通平面段3设置,销孔4相对于第一外圆段5有对称度要求,该对称度要求也就是最终检测销2的检测部相对于芯轴1的第一外圆段5的对称度要求,具体数值可以通过查相关的量具设计手册取得。
34.优选的,为了减轻芯轴1的重量,芯轴1可以设置呈中空结构。
35.进一步,作为一种较佳的实施例,芯轴1的一端设有手柄7。
36.进一步,作为一种较佳的实施例,每一检测销2均包括相互连接的定位部8和检测部9,定位部8与销孔4装配连接,检测部9用于检测键槽的对称度。
37.优选的,定位部8的设置是为后续与芯轴1上的销孔4装配所用。
38.优选的,检测部9为后续的检测键槽的对称度所用。
39.优选的,检测销2的检测部9相对与检测销2的定位部8的同轴度要求在φ0.003mm以内。
40.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围。
41.本实用新型在上述基础上还具有如下实施方式:
42.本实用新型的进一步实施例中,请继续参见图1、图2所示,检测部的外径大于定位部的外径。
43.本实用新型的进一步实施例中,芯轴1的两端的外周、每一检测销2的两端均呈倒角设置。优选的,为检验操作方便。
44.优选的,检测销2与销孔4过盈配合。
45.优选的,检测销2装配到芯轴1上的销孔4内,销与孔的配合公差选用h7/n6过盈配合,检测销2的检测部为与芯轴1装配后外露部分的圆凸台的圆柱面。检测销2圆柱面的名义直径尺寸为产品上要求的键槽最大实体尺寸,检测销2外圆柱面的尺寸公差可以通过查相关的量具设计手册计算取得。这个对称度快速检测装置的导向部位即芯轴1的第一外圆段,其与产品键槽所在的轴孔为检测配合表面,两者要求间隙配合,配合的公差带选用h7/g6,根据产品的对称度精度等级要求,也可以选用配合精度更高一级的公差配合h7/h7。
46.本实用新型在确保轴孔及键槽尺寸合格的前提下,如果检测装置上的两个检测销2能顺利通过轴孔内键槽整个长度范围内,就判为对称度合格。
47.本实用新型能够在生产现场提高生产检测效率,降低检测成本,有利于生产现场的质量控制。
48.以上所述仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。