3d打印方法及3d打印机
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种3d打印方法及3d打印机。
背景技术:
2.目前,3d打印,也即材料挤出(material extrusion,me)成形的增材制造,是通过一个口径不变的喷嘴,将穿过喷嘴的直径恒定的丝材加热熔化,形成截面形状和尺寸固定的熔丝,堆积在零件表面,逐层累加,最后形成零件三维形状(如图1所示),该方法制造的不规则零件在倾斜表面上具有明显的阶梯效应,严重影响零件的尺寸精度和表面粗糙度。为了克服上述缺点,国内外相关研究人员陆续提出了曲面切层熔融沉积成型(curved layer fused deposition modeling,clfdm)工艺方法及随形曲面分层算法(如图2所示),可有效避免台阶效应、无需支撑、减少分层数量(提高效率),同时提高了制件的力学性能。
3.但是,曲面切层熔融沉积成型时,同样是通过一个口径不变的喷嘴,将穿过喷嘴的直径恒定的丝材加热熔化,形成截面形状和尺寸固定的熔丝。对于厚度不均匀的板、壳类零件,采用等厚度曲面切层不能对熔丝的厚度进行适应性调整,仍然无法避免台阶效应(如图3所示);而对于宽度变化的板、壳类零件,采用等厚度曲面切层同样不能对熔丝的宽度进行适应性调整,故而也无法消除零件在宽度方向上的台阶效应,边缘部分仍然会出现台阶(如图4所示)。
4.因此,对于厚度或宽度不均匀的零件,采用等厚度曲面切层还是难以充分发挥曲面切层的优势,破坏了零件表面结构,降低了零件的静力学强度和抗疲劳性能。
技术实现要素:
5.本发明通过提供一种方法,解决了现有3d打印方法存在台阶效应的问题,实现了对熔丝的截面形状与尺寸的实时的适应性调控,可保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的力学性能。
6.为实现上述目的,本发明提供一种3d打印方法,应用于3d打印机,所述3d打印方法包括以下步骤:根据打印模型确定当前打印数据,所述当前打印数据包括当前打印位置处的当前打印单元的厚度和宽度中的至少一个;根据所述当前打印数据确定所述3d打印机的控制参数,所述控制参数包括所述3d打印机的喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度中的至少一个;控制所述3d打印机按照所述控制参数打印所述当前打印单元。
7.进一步地,所述根据所述当前打印数据确定所述3d打印机的控制参数的步骤包括:在所述当前打印数据包括所述当前打印单元的厚度时,将所述当前打印单元的厚度作为所述喷嘴的目标打印高度。
8.进一步地,所述根据所述当前打印数据确定所述3d打印机的控制参数的步骤包括:在所述当前打印数据包括所述当前打印单元的宽度时,获取打印丝材的直径以及预设进丝速度;根据所述当前打印数据、所述打印丝材的直径以及所述预设进丝速度,确定所述喷嘴的目标移动速度。
9.进一步地,所述根据所述当前打印数据、所述打印丝材的直径以及所述预设进丝速度,确定所述喷嘴的目标移动速度的步骤之后,还包括:在所述喷嘴的目标移动速度大于或等于第一移动速度阈值时,采用所述第一移动速度阈值更新所述喷嘴的目标移动速度;根据所述当前打印数据、所述打印丝材的直径以及所述第一移动速度阈值,确定所述喷嘴的目标进丝速度。
10.进一步地,所述根据所述当前打印数据、所述打印丝材的直径以及所述预设进丝速度,确定所述喷嘴的目标移动速度的步骤之后,还包括:在所述喷嘴的目标移动速度小于或等于第二移动速度阈值时,采用所述第二移动速度阈值更新所述喷嘴的目标移动速度,其中,所述第二移动速度阈值小于所述第一移动速度阈值;根据所述当前打印数据、所述打印丝材的直径以及所述第二移动速度阈值,确定所述喷嘴的目标进丝速度。
11.进一步地,所述根据所述当前打印数据、所述打印丝材的直径以及所述第一移动速度阈值,确定所述喷嘴的目标进丝速度的步骤之后,还包括:在所述喷嘴的目标进丝速度大于或等于进丝速度阈值时,采用所述进丝速度阈值更新所述喷嘴的目标进丝速度。
12.进一步地,所述根据所述当前打印数据确定所述3d打印机的控制参数的步骤包括:判断所述当前打印数据与前一打印数据是否一致;在所述当前打印数据与所述前一打印数据不一致时,根据所述当前打印数据重新确定所述3d打印机的控制参数。
13.进一步地,所述当前打印单元的厚度小于前一打印单元的厚度时,所述喷嘴的目标打印高度小于所述前一打印单元打印时的所述喷嘴的打印高度;和/或,所述当前打印单元的宽度小于所述前一打印单元的宽度时,所述喷嘴的目标移动速度大于所述前一打印单元打印时的所述喷嘴的移动速度,或所述喷嘴的目标进丝速度小于所述前一打印单元打印时的所述喷嘴的进丝速度。
14.进一步地,所述根据所述当前打印数据确定3d打印机的控制参数的步骤之前,还包括:在所述当前打印数据包括所述当前打印单元的宽度时,获取所述3d打印机的喷嘴的外径;在所述当前打印单元的宽度大于或等于所述喷嘴的外径时,将所述喷嘴的外径作为所述当前打印单元的宽度。
15.为实现上述目的,本发明还提供一种3d打印机,所述3d打印机包括存储器、处理器及存储在所述存储器上并在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如上所述的3d打印方法的步骤。
16.为实现上述目的,本发明还提供一种存储介质,所述存储介质上存储有3d打印机的控制程序,所述3d打印机的控制程序被处理器执行时实现如上所述的3d打印方法的步骤。
17.本发明中提供的一个或多个技术方案,至少具有如下技术效果或优点:本发明技术方案中,3d打印机的控制参数,包括喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度,均是根据打印数据确定的,即根据打印单元的厚度和宽度来确定,即使是打印模型中存在变化的层厚、或是变化的路径宽度,3d打印机的控制参数都是与之匹配适应的,如此,在3d打印机按照上述方法确定的控制参数运行时,能够在熔丝挤出成形过程中,对熔丝的截面形状与尺寸(厚度与宽度)进行实时的适应性调控,从而实现厚度和宽度方向均保持无台阶完整丝材结构,使得打印出来的制件的外形能够很好地符合预设的打印模型,有效克服因为变化的层厚或变化的路径宽度导致制件整体外侧表面的“台阶效应”,从而保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的静力学强度和抗疲劳性能。
附图说明
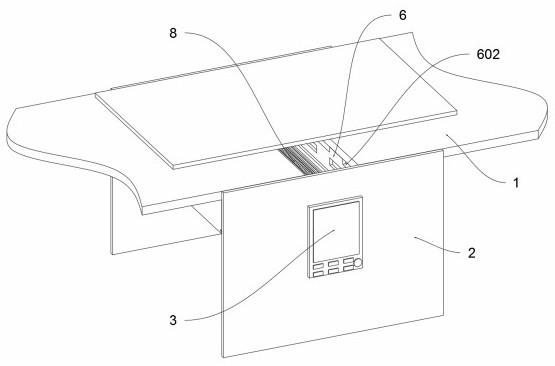
18.图1为现有技术的平面切层打印示意图;图2为现有技术的曲面切层打印示意图;图3为现有技术的曲面切层打印时高度方向的台阶示意图;图4为现有技术的曲面切层打印时宽度方向的台阶示意图;图5为3d打印机采用本发明的3d打印方法打印时的状态示意图;图6为图5中a
‑
a处的剖视示意图;图7是本发明实施例方案涉及的硬件运行环境的终端结构示意图;图8为本发明3d打印方法第一实施例的流程示意图;图9为本发明3d打印方法第二实施例的流程示意图;图10为本发明3d打印方法第三实施例中步骤s200的细化流程示意图;图11为本发明3d打印方法第四实施例中步骤s200的细化的流程示意图;图12为本发明3d打印方法第五实施例中步骤s200的细化的流程示意图;图13为本发明3d打印方法第六实施例的流程示意图;图14为本发明3d打印方法第七实施例中步骤s200的细化的流程示意图;图15为本发明3d打印方法第十实施例的流程示意图。
具体实施方式
19.为了更好的理解上述技术方案,下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
20.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
21.如图7所示,图7是本发明实施例方案涉及的硬件运行环境的终端结构示意图。
22.本发明实施例终端可以是3d打印机,也可以是pc、工业电脑等设备。
23.如图7所示,该终端可以包括:处理器1001,例如cpu,网络接口1004,用户接口1003,存储器1005,通信总线1002。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如wi
‑
fi接口)。存储器1005可以是高速ram存储器,也可以是稳定的存储器(non
‑
volatile memory),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
24.本领域技术人员可以理解,图7中示出的3d打印机结构并不构成对3d打印机的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。例如,3d打印机结构还可以包括工作台、五轴(或三轴)驱动模组、进丝电机、喷嘴、电加热丝等结构,五轴驱动模组安装于工作台上,喷嘴安装于五轴驱动模组的驱动端;喷嘴上开设有连通喷嘴内腔的进丝口和出丝口,且进丝口内设有进丝滚轮,进丝电机与进丝滚轮连接;电加热丝安装于喷嘴的内腔侧壁。五轴驱动模组、进丝电机、电加热丝分别与处理器1001电连接,处理器1001根据指令分别控制五轴驱动模组、进丝电机、电加热丝工作,且根据指令控制五轴驱动模组驱动喷嘴在五轴坐标系(三个直线坐标和两个旋转坐标)运动,使喷嘴按照预设的材料填充轨迹运动,或根据指令控制进丝电机驱动进丝滚轮转动,以带动丝材原料(热塑性材料)从喷嘴的进丝口进入喷嘴的内腔,或根据指令控制向电加热丝通电,使电加热丝发热升温,以使从喷嘴进丝口进入喷嘴内腔的丝材受热熔融后从喷嘴的出丝口挤出,挤出的材料与已固化的材料粘结,逐层堆积,从而完成整个打印模型的打印。
25.如图7所示,作为一种存储介质的存储器1005中可以包括操作系统、网络通信模块、用户接口模块以及3d打印机的控制应用程序。
26.在图7所示的终端中,网络接口1004主要用于连接后台服务器,与后台服务器进行数据通信;用户接口1003主要用于连接客户端(用户端),与客户端进行数据通信;而处理器1001可以用于调用存储器1005中存储的3d打印机的控制应用程序,并执行以下操作:根据打印模型确定当前打印数据,所述当前打印数据包括当前打印位置处的当前打印单元的厚度和宽度中的至少一个;根据所述当前打印数据确定所述3d打印机的控制参数,所述控制参数包括所述3d打印机的喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度中的至少一个;控制所述3d打印机按照所述控制参数打印所述当前打印单元。
27.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:在所述当前打印数据包括所述当前打印单元的厚度时,将所述当前打印单元的厚度作为所述喷嘴的目标打印高度。
28.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,
还执行以下操作:在所述当前打印数据包括所述当前打印单元的宽度时,获取打印丝材的直径以及预设进丝速度;根据所述当前打印数据、所述打印丝材的直径以及所述预设进丝速度,确定所述喷嘴的目标移动速度。
29.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:在所述喷嘴的目标移动速度大于或等于第一移动速度阈值时,采用所述第一移动速度阈值更新所述喷嘴的目标移动速度;根据所述当前打印数据、所述打印丝材的直径以及所述第一移动速度阈值,确定所述喷嘴的目标进丝速度。
30.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:在所述喷嘴的目标移动速度小于或等于第二移动速度阈值时,采用所述第二移动速度阈值更新所述喷嘴的目标移动速度,其中,所述第二移动速度阈值小于所述第一移动速度阈值;根据所述当前打印数据、所述打印丝材的直径以及所述第二移动速度阈值,确定所述喷嘴的目标进丝速度。
31.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:在所述喷嘴的目标进丝速度大于进丝速度阈值时,采用所述进丝速度阈值更新所述喷嘴的目标进丝速度。
32.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:判断所述当前打印数据与前一打印数据是否一致;在所述当前打印数据与所述前一打印数据不一致时,根据所述当前打印数据重新确定所述3d打印机的控制参数。
33.进一步地,所述当前打印单元的厚度小于前一打印单元的厚度时,所述喷嘴的目标打印高度小于所述前一打印单元打印时的所述喷嘴的打印高度;和/或,所述当前打印单元的宽度大于所述前一打印单元的宽度时,所述喷嘴的目标移动速度小于所述前一打印单元打印时的所述喷嘴的移动速度,或所述喷嘴的目标进丝速度大于所述前一打印单元打印时的所述喷嘴的进丝速度。
34.进一步地,处理器1001可以调用存储器1005中存储的3d打印机的控制应用程序,还执行以下操作:在所述当前打印数据包括所述当前打印单元的宽度时,获取所述3d打印机的喷嘴的外径;在所述当前打印单元的宽度大于或等于所述喷嘴的外径时,将所述喷嘴的外径作为所述当前打印单元的宽度。
35.本发明实施例的主要解决方案是:根据打印模型确定当前打印数据,所述当前打
印数据包括当前打印位置处的当前打印单元的厚度和宽度中的至少一个;根据所述当前打印数据确定所述3d打印机的控制参数,所述控制参数包括所述3d打印机的喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度中的至少一个;控制所述3d打印机按照所述控制参数打印所述当前打印单元。
36.现有技术中,3d打印是通过一个口径不变的喷嘴,将穿过喷嘴的直径恒定的丝材加热熔化,形成截面形状和尺寸固定的熔丝,堆积在零件表面,逐层累加,最后形成零件三维形状。对于厚度或宽度不均匀的零件在倾斜表面上具有明显的阶梯效应,严重影响零件的尺寸精度和表面粗糙度,破坏了零件表面结构,降低了零件的静力学强度和抗疲劳性能。
37.本发明提供一种解决方案,在本发明的3d打印方法中,3d打印机的控制参数,包括喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度,是根据打印数据确定的,即根据打印单元的厚度和宽度来确定,即使是打印模型中存在变化的层厚、或是变化的路径宽度,3d打印机的控制参数都是与之匹配适应的,如此,在3d打印机按照上述方法确定的控制参数运行时,能够在熔丝挤出成形过程中,对熔丝的截面形状与尺寸(厚度与宽度)进行实时的适应性调控,从而实现厚度和宽度方向均保持无台阶完整丝材结构,使得打印出来的制件的外形能够很好地符合预设的打印模型,有效克服因为变化的层厚或变化的路径宽度导致制件整体外侧表面的“台阶效应”,从而保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的静力学强度和抗疲劳性能。
38.本发明提供3d打印方法的第一实施例,请参照图8,在本发明的第一实施例中,所述3d打印方法包括以下步骤:s100、根据打印模型确定当前打印数据,所述当前打印数据包括当前打印位置处的当前打印单元的厚度和宽度中的至少一个;具体地,3d打印机打印主要是采用分层处理的方式打印成型。在打印前,需要对打印模型进行预处理,即通过对打印模型进行分析计算,得到打印模型的各个打印切层以及每层的打印路径。进一步地,可利用变层厚分层算法得到打印模型的不等厚切层结果,并利用变宽度路径规划算法得到每一层的变宽度路径。其中,相较于平面切层打印,曲面切层打印可在一定程度上避免台阶效应、无需支撑、减少分层数量(提高效率),同时提高了制件的力学性能,故可优选曲面切层打印。
39.按照单位时间的打印进度划分,可将每一打印切层沿每一打印路径分隔为依序连接的多个打印单元,若将上述单位时间限定为时间点,便可达到实时控制的状态。其中,处于当前打印位置的打印单元即为当前打印单元,处于前一打印位置的打印单元即为前一打印单元,以此类推。容易理解地,当前打印位置和前一打印位置在时间上是相对而言的、且是不断推进的,在当前打印单元打印完毕后,当前打印位置即变为前一打印位置,而后一打印位置即变为当前打印位置。为清楚说明,下文均以当前打印时间点为视角进行描述。通过在当前打印位置实时打印当前打印单元,累计总打印时长后,便能实现整个3d模型的打印成型。
40.其中,打印单元的厚度和宽度是指同一打印位置处打印单元(等同于熔丝)的横截面的厚度和宽度。不同打印位置处的打印单元的厚度可以相同,也可以不同,同样地,不同打印位置处的打印单元的宽度可以相同,也可以不同,本发明对此不作限制。可以理解地,
此处根据打印模型确定当前打印数据,是指确定当前打印数据中变化的数据,若数据不变,则在此前已经获取,无需重复确定,故其包括三种情况:若当前打印单元只有厚度改变,此时需要重新确定当前打印单元的厚度;若当前打印单元只有宽度改变,此时需要重新确定当前打印单元的宽度;若当前打印单元的厚度和宽度同时改变,此时需要重新确定当前打印单元的厚度和宽度。
41.s200、根据所述当前打印数据确定所述3d打印机的控制参数,所述控制参数包括所述3d打印机的喷嘴的目标移动速度、所述喷嘴的目标打印高度以及所述喷嘴的目标进丝速度中的至少一个;可以理解地,此处的喷嘴的目标移动速度、喷嘴的目标打印高度以及喷嘴的目标进丝速度均是针对当前打印位置而言的。其中,根据当前打印位置的当前打印数据(包括当前打印单元的厚度和/或宽度),可以确定喷嘴的目标移动速度、喷嘴的目标打印高度以及喷嘴的目标进丝速度中的至少一个。可以理解地,此处根据当前打印数据确定3d打印机的控制参数,是指确定控制参数中变化的参数,若参数不变,则按照此前的参数运行即可,无需重复确定,故其确定控制参数的方式可以是确定喷嘴的目标移动速度、喷嘴的目标打印高度以及喷嘴的目标进丝速度中的任意一个、任意两个的组合或任意三个的组合。在确定了3d打印机的控制参数之后,控制3d打印机按照设定的控制参数运行,完成对规划的打印数据的打印。可以理解地,按照上述方案确定的控制参数运行时,即按照确定的喷嘴的目标移动速度、喷嘴的目标打印高度以及喷嘴的目标进丝速度进行打印当前位置时,当前位置所成型的熔丝的截面形状与当前打印数据(当前打印单元的厚度、宽度)是匹配一致的。其中,喷嘴的移动速度和喷嘴的打印高度均由五轴驱动模组进行控制,喷嘴的进丝速度由进丝电机进行控制。在打印过程中,五轴驱动模组应控制喷嘴始终垂直于打印面,从而保证打印过程中不会出现喷嘴和打印面的干涉。
42.s300、控制所述3d打印机按照所述控制参数打印所述当前打印单元。
43.由于3d打印机的控制参数是根据打印数据确定的,即根据打印单元的厚度和宽度来确定,即使是打印模型中存在变化的层厚、或是变化的路径宽度,3d打印机的控制参数都是与之匹配适应的,如此,在3d打印机按照上述方法确定的控制参数运行时,能够在熔丝挤出成形过程中,对熔丝的截面形状与尺寸(厚度与宽度)进行实时的适应性调控,从而实现厚度和宽度方向均保持无台阶完整丝材结构,使得打印出来的制件的外形能够很好地符合预设的打印模型,有效克服因为变化的层厚或变化的路径宽度导致制件整体外侧表面的“台阶效应”,保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的静力学强度和抗疲劳性能。
44.进一步地,基于第一实施例,提供本发明3d打印方法的第二实施例,请参照图9,在本发明的第二实施例中,所述步骤s200包括:s210、在所述当前打印数据包括所述当前打印单元的厚度时,将所述当前打印单元的厚度作为所述喷嘴的目标打印高度。
45.根据进丝材料的体积等于出丝材料的体积,可得以下公式:w
×
h
×
v=(πd2)f/4;其中,w为瞬时熔丝截面宽度(mm);h为瞬时熔丝截面高度(mm);
v为瞬时喷嘴的移动速度(mm/s);d为打印丝材的直径(mm);f为瞬时进丝速度(mm/s)。
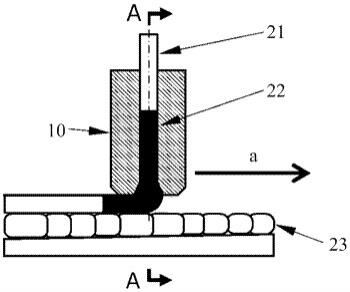
46.请参阅图5至6,图5和图6示出的是3d打印机采用本发明的3d打印方法打印时的状态示意图,图5中喷嘴10沿水平方向a移动,图6中喷嘴10沿水平方向b移动,且方向b和方向a垂直。3d打印机打印时,打印丝材21从上方进入喷嘴10内,经过喷嘴10的加热,在喷嘴10内形成熔丝22,熔丝22从喷嘴10的下方挤出,贴合在打印面上,经冷却后凝固形成凝丝23。
47.本实施例中,可通过喷嘴挤压的方式来实现不同打印位置处的层厚变化。打印时,喷嘴与打印面(即制件已成型的表面)之间的瞬时打印高度应等于打印单元的瞬时层厚,即等于熔丝挤出部分截面的瞬时高度,也即,通过控制喷嘴高度来控制该层厚度,而喷嘴的高度由五轴驱动模组来控制决定。
48.结合上述公式,可以理解地,应该综合考虑喷嘴的移动速度和打印丝材的进丝速度,来保证熔丝挤出部分截面的瞬时高度能够达到打印单元的瞬时层厚。具体地,如果打印单元的厚度变大,喷嘴的目标打印高度也变大,此时,在打印单元的宽度固定不变的情况下,可适当减小喷嘴的移动速度和/或增大打印丝材的进丝速度,来保证熔丝能够填满喷嘴和打印面之间的间距;反之,如果打印单元的厚度变小,喷嘴的目标打印高度也变小,在打印单元的宽度固定不变的情况下,则适当增大喷嘴的移动速度和/或减小打印丝材的进丝速度。如此,使得熔丝的截面高度能够根据打印单元的厚度进行适应性调整,从而适应打印单元的不同厚度。
49.因此,当3d打印机按照当前打印单元的厚度所确定的喷嘴的目标打印高度进行打印时,可实时控制熔丝的截面高度,使成型的熔丝的截面高度与打印数据中的打印单元的厚度相匹配,从而消除制件在高度方向上的台阶效应,保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的力学性能。
50.进一步地,基于第一或第二实施例,提供本发明3d打印方法的第三实施例,请参照图10,在本发明的第三实施例中,所述步骤s200包括:s211、在所述当前打印数据包括所述当前打印单元的宽度时,获取打印丝材的直径以及预设进丝速度;s212、根据所述当前打印数据、所述打印丝材的直径以及所述预设进丝速度,确定所述喷嘴的目标移动速度。
51.本实施例中,如图5和图6所示,在喷嘴的当前打印高度确定的前提下,喷嘴在移动过程中熔丝的瞬间溢出量即决定该点的宽度,当熔丝的瞬间溢出量大于零时,熔丝自喷嘴的内径向喷嘴外径方向溢出,通过改变溢出量的多少,即可调整熔丝的宽度。其中,通过调整喷嘴的移动速度和打印丝材的进丝速度,均可调整熔丝的瞬间溢出量。具体地,如果打印单元的宽度变大,在打印单元的厚度固定不变的情况下(即喷嘴的目标打印高度固定不变),则适当减小喷嘴的移动速度和/或增大打印丝材的进丝速度;反之,如果打印单元的宽度变小,在打印单元的厚度固定不变的情况下(即喷嘴的目标打印高度固定不变),则适当增大喷嘴的移动速度和/或减小打印丝材的进丝速度。如此,通过熔丝的溢出量在喷嘴的内径和外径之间变化调整,使得熔丝的截面宽度能够根据打印单元的宽度进行适应性调整,从而适应打印单元的不同宽度。当然,如果打印单元的宽度和高度同时变化,则需要根据上
述公式综合考虑,确定出适合的喷嘴的移动速度以及打印丝材的进丝速度。
52.作为一种实施方式,可根据设备的性能和实际需要,预先对打印丝材的进丝速度给定一个固定值,即给定预设进丝速度,在打印过程中,仅通过调整喷嘴的移动速度,来实现熔丝截面的高度和宽度的实时变化控制。可以理解地,根据上述公式;w
×
h
×
v=(πd2)f/4,当前打印单元的厚度等同于瞬时熔丝截面高度,当前打印单元的宽度等同于瞬时熔丝截面宽度,又由于打印丝材的直径在选材时即已确定的,因此,在预设进丝速度确定时,便可根据上述公式确定出喷嘴的目标移动速度。如此,3d打印机按照上述方法所确定的喷嘴的目标打印高度、预设进丝速度和喷嘴的目标移动速度进行打印时,便可实时控制熔丝的截面形状和尺寸,使成型的熔丝的截面截面高度及宽度与打印数据中的打印单元的厚度及宽度相匹配,从而消除制件在高度及宽度方向上的台阶效应,保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的力学性能。
53.进一步地,基于第三实施例,提供本发明3d打印方法的第四实施例,请参照图11,在本发明的第四实施例中,所述步骤s212之后,还包括:s213、在所述喷嘴的目标移动速度大于或等于第一移动速度阈值时,采用所述第一移动速度阈值更新所述喷嘴的目标移动速度;s214、根据所述当前打印数据、所述打印丝材的直径以及所述第一移动速度阈值,确定所述喷嘴的目标进丝速度。
54.本实施例中,考虑到实际情况下,喷嘴的移动速度受到一定的限制,因为带动喷嘴运动的是五轴驱动模组(包括电机和一些机械部件需要一定运动),具有一定的质量(惯性),喷嘴移动速度的调整范围有限,那么,当喷嘴的移动速度调整到极限值时,可适当调整喷嘴的进丝速度(调整进丝电机的频率),以弥补喷嘴移动速度调整范围有限的不足。喷嘴的目标进丝速度的确定,同样可以参考上述公式进行计算,也即,将喷嘴移动速度的极限值作为确定值,反向计算喷嘴的目标进丝速度。值得注意的是,一般情况下,在控制打印机打印时,喷嘴的进丝速度可以保持不变,即按照预设进丝速度进行控制,而先通过调整喷嘴的移动速度来调整丝材的截面尺寸,如此有利于保持丝材熔化均匀,以提高制件成型质量。
55.进一步地,基于第四实施例,提供本发明3d打印方法的第五实施例,请参照图12,在本发明的第五实施例中,所述s212步骤之后,还包括:s215、在所述喷嘴的目标移动速度小于或等于第二移动速度阈值时,采用所述第二移动速度阈值更新所述喷嘴的目标移动速度,其中,所述第二移动速度阈值小于所述第一移动速度阈值;s216、根据所述当前打印数据、所述打印丝材的直径以及所述第二移动速度阈值,确定所述喷嘴的目标进丝速度。
56.本实施例中,由于喷嘴移动速度的调整范围有限,包括上限值(即第一移动速度阈值)和下限值(即第二移动速度阈值),因此在确定喷嘴的目标移动速度时,需要将计算得到喷嘴移动速度与第一移动速度阈值和第二移动速度阈值进行比较,在计算的喷嘴的移动速度达到第一移动速度阈值或第二移动速度阈值时,采用第一移动速度阈值或第二移动速度阈值确定为喷嘴的目标移动速度,然后,通过调整喷嘴的进丝速度来补偿调整熔丝的截面形状尺寸。如此,可扩大熔丝截面宽度的可调整范围,从而有利于扩大3d打印机的适用范围。
57.进一步地,基于第四实施例,提供本发明3d打印方法的第六实施例,请参照图13,在本发明的第六实施例中,所述步骤s214之后,还包括:s217、在所述喷嘴的目标进丝速度大于或等于进丝速度阈值时,采用所述进丝速度阈值更新所述喷嘴的目标进丝速度。
58.本实施例中,考虑到喷嘴的进丝速度也受到一定的限制,因为进丝速度太快有可能导致丝材没有熔化(电加热丝有功率限制),所以喷嘴的进丝速度也只能在一定范围内调整。因此在确定喷嘴的目标进丝速度时,当计算的喷嘴的进丝速度达到极限值(即进丝速度阈值)时,则采用进丝速度阈值确定为喷嘴的目标进丝速度,来控制3d打印机运行,以保证丝材充分熔化,避免制件结构的不稳定。
59.进一步地,基于第一实施例,提供本发明3d打印方法的第七实施例,请参照图14,在本发明的第七实施例中,所述步骤s200包括:s220、判断所述当前打印数据与前一打印数据是否一致;s221、在所述当前打印数据与所述前一打印数据不一致时,根据所述当前打印数据重新确定所述3d打印机的控制参数。
60.本实施例中,在根据当前打印数据确定3d打印机的控制参数时,可先比较当前打印数据与前一打印数据是否相同:在当前打印数据与前一打印数据一致时,则表明熔丝的截面高度及宽度没有变化,故可直接采用根据前一打印数据所确定的控制参数,无需调整控制参数,如此可减少计算量,提高计算效率;而在当前打印数据与前一打印数据不一致时,则需要根据当前打印数据重新确定3d打印机的控制参数,以实时控制熔丝的截面高度及宽度,消除制件在高度及宽度方向上的台阶效应,保持制件完整的表面结构。
61.进一步地,基于第七实施例,提供本发明3d打印方法的第八实施例,在本发明的第八实施例中,所述当前打印单元的厚度小于前一打印单元的厚度时,所述喷嘴的目标打印高度小于所述前一打印单元打印时的所述喷嘴的打印高度。
62.本实施例中,可通过喷嘴挤压的方式来实现不同打印位置处的层厚变化。打印时,喷嘴与打印面(即制件已成型的表面)之间的瞬时打印高度应等于打印单元的瞬时层厚,即等于熔丝挤出部分截面的瞬时高度,也即,通过控制喷嘴高度来控制该层厚度。具体地,在当前打印单元的厚度等于前一打印单元的厚度时,直接采用前一打印单元确定的喷嘴的打印高度,无需调整;在当前打印单元的厚度小于前一打印单元的厚度时,需要调整喷嘴的打印高度增大;在当前打印单元的厚度大于前一打印单元的厚度时,需要调整喷嘴的打印高度减小。如此,可使成型的熔丝的截面高度与打印数据中的打印单元的厚度相匹配,从而消除制件在高度方向上的台阶效应,保持制件完整的表面结构,降低制件表面粗糙度,提高制件的表面几何质量,保证制件具有良好的力学性能。
63.进一步地,基于第七实施例,提供本发明3d打印方法的第九实施例,在本发明的第九实施例中,所述当前打印单元的宽度小于所述前一打印单元的宽度时,所述喷嘴的目标移动速度大于所述前一打印单元打印时的所述喷嘴的移动速度,或所述喷嘴的目标进丝速度小于所述前一打印单元打印时的所述喷嘴的进丝速度。
64.本实施例中,可通过调整喷嘴的目标移动速度或喷嘴的目标进丝速度来调整熔丝截面的宽度。具体地,在喷嘴的打印高度确定的前提下,在当前打印单元的宽度等于所述前一打印单元的宽度时,直接采用前一打印单元确定的喷嘴的移动速度,无需调整;在当前打
印单元的宽度大于所述前一打印单元的宽度时,需要调整喷嘴的移动速度减小;当前打印单元的宽度小于所述前一打印单元的宽度时,需要调整喷嘴的移动速度增大。或者,在当前打印单元的宽度等于所述前一打印单元的宽度时,直接采用前一打印单元确定的喷嘴的进丝速度,无需调整;在当前打印单元的宽度大于所述前一打印单元的宽度时,需要调整喷嘴的进丝速度增大;当前打印单元的宽度小于所述前一打印单元的宽度时,需要调整喷嘴的进丝速度减小。
65.进一步地,基于第一至第九实施例,提供本发明3d打印方法的第十实施例,请参照图15,在本发明的第十实施例中,所述根据所述步骤s200之前,还包括:s400、在所述当前打印数据包括所述当前打印单元的宽度时,获取所述3d打印机的喷嘴的外径;s410、在所述当前打印单元的宽度大于或等于所述喷嘴的外径时,将所述喷嘴的外径作为所述当前打印单元的宽度。
66.本实施例中,由于熔丝宽度大于喷嘴外径时,难以控制,故打印单元的最大宽度应限定小于或等于喷嘴的外径。因此,规划的当前打印数据中,在当前打印单元的宽度大于喷嘴的外径时,需要调整当前打印单元的宽度,即将喷嘴的外径作为当前打印单元的宽度,以此为前提来确定喷嘴的移动速度或喷嘴的进丝速度,从而保证对熔丝过程的有效控制,保证制件的表面质量。
67.为实现上述目的,本发明还提供一种3d打印机,所述3d打印机包括存储器、处理器及存储在所述存储器上并在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如上所述的3d打印方法的步骤。
68.为实现上述目的,本发明还提供一种存储介质,所述存储介质上存储有3d打印机的控制程序,所述3d打印机的控制程序被处理器执行时实现如上所述的3d打印方法的步骤。
69.由于本发明实施例所介绍的系统,为实施本发明实施例的方法所采用的系统,故而基于本发明实施例所介绍的方法,本领域所属人员能够了解该系统的具体结构及变形,故而在此不再赘述。凡是本发明实施例的方法所采用的系统都属于本发明所欲保护的范围。
70.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
71.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的控制器以产生一个机器,使得通过计算机或其他可编程数据处理设备的控制器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
72.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特
定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
73.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
74.应当注意的是,在权利要求中,不应将位于括号之间的任何参考符号构造成对权利要求的限制。单词“包含”不排除存在未列在权利要求中的部件或步骤。位于部件之前的单词“一”或“一个”不排除存在多个这样的部件。本发明可以借助于包括有若干不同部件的硬件以及借助于适当编程的计算机来实现。在列举了若干装置的单元权利要求中,这些装置中的若干个可以是通过同一个硬件项来具体体现。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
75.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
76.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。