1.本发明涉及一种石膏板生产领域,更具体地说,它涉及一种石膏板配料及浇灌装置及方法。
背景技术:
2.现有石膏板生产线,在同一时间段之内,仅能生产同一规格的石膏板。如需要生产其他规格石膏板,调整生产程序,更换模具或者模车,更换起来十分的不方便。
技术实现要素:
3.本发明的目的是提供一种石膏板配料及浇灌装置,达到同一生产线同时为多种规格石膏板配料的目的。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种石膏板配料及浇灌装置,其特征是:包含粉料储存罐、纤维储存罐、液体进料口;
5.粉料储存罐下方设置有粉料秤,粉料秤下方设置干混机、干混机下方设置有中途仓;
6.纤维储存罐下方设置有纤维秤;液体进料口与液体秤连接;
7.搅拌机设置在中途仓下方并与纤维秤、中途仓、液体秤连接。
8.采用上下关系的连接方式可以,尽量使各种原料在重力作用下进行运动降低使用能耗。
9.进一步的具有多个粉料储存罐;所述粉料存储罐分为石膏储存罐和改性剂储存罐;石膏储存罐和改性剂储存罐分别对应有粉料秤。
10.进一步的粉料储存罐、纤维储存罐、液体进料口、粉料秤、纤维秤、干混机、中途仓、搅拌机和液体秤的出料口均设置有电控阀门。
11.通过电控阀门可以根据电脑指示控制出料量的多少。
12.进一步的搅拌机出料口与模车连接。
13.进一步的所述模车上设置有识别芯片,识别芯片存储有模车模具信息。
14.在模车上安装识别芯片,用于对反馈石膏板信息,进而指导配料。
15.进一步的所述纤维秤、粉料秤和液体秤为电子秤。
16.采用电子秤的目的也是为了更好实现对生产线的精确控制。
17.一种石膏板配料及浇灌方法,包含如下步骤
18.a:读取待浇灌模车信息;
19.b:计算待浇灌模车所需配料量;
20.c:配料称重计量;
21.d:判定模车是否已到预定位置;
22.e:配料搅拌形成浆料;
23.f:将搅拌好的浆料浇灌入模车。
24.由于模车信息中包含了待浇灌模车,所对应的石膏板的尺寸信息,因此可以根据该尺寸信息计算所需要的配料。进而达到同一条生产线同一时段,生产不同规格石膏板的目的。
25.进一步的还包含以下步骤,以标准尺寸石膏板配料信息为初始信息,对配料信息进行初始化。
26.进一步的读取待浇灌模车信息为模车对应石膏板的尺寸信息。
27.进一步的将待浇灌模车尺寸与初始配料信息对比,计算待浇灌模车所需的配料量。
28.综上所述,本发明具有以下有益效果:通过采取上述装置和上述方法,可以实现同一生产线,同一时段为多种规则石膏板配料的目的。
附图说明
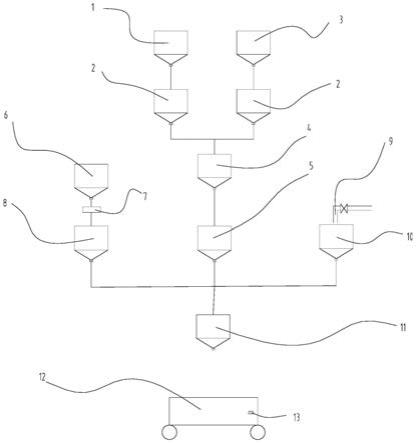
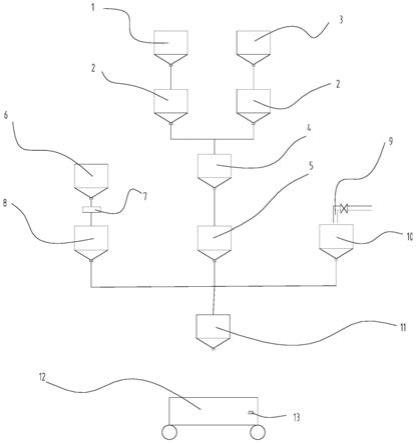
29.图1是实施例各设备连接关系示意图
30.图2是实施例实施方法流程图
31.图中:1、石膏储存罐;2、粉料秤;3、改性剂储存罐;4、干混机;5、中途仓;6、纤维储存罐;7、振动下料装置;8、纤维秤;9、液体进料口;10、液体秤;11、搅拌机;12、模车;13、识别芯片。
具体实施方式
32.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
33.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接”另一个部件,它可以是直接或者间接连接至该另一个部件上,该“连接”不限定固定连接或活动连接,具体连接方式应根据所要解决的具体技术问题来判断。
34.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
36.实施例:
37.一种石膏板配料及浇灌装置,包含粉料储存罐、纤维储存罐6、液体进料口9;
38.粉料储存罐用于存放石膏生产中所需要的各种粉料;粉料存储罐与粉料均化罐连接。粉料进入粉料储存罐前,可以选择先进入均化罐进行均化。粉料储存罐的出口设置有电控阀门。粉料存储罐对应有粉料秤2,粉料储存罐出料口与粉料秤2连接,粉料秤2为电子秤,用于对粉料进行计量。粉料秤2出料口设置有电控阀门。
39.本实施例具有两个粉料储存罐;所述粉料存储罐分为石膏储存罐 1和改性剂储存罐3;石膏储存罐1和改性剂储存罐3下方,均设置有对应粉料秤2。当然根据实际情况,也可以设置多个粉料存储罐,以及对应的粉料秤2,用于添加不同的原料。
40.粉料秤2下方设置有干混机4,干混机4的主要作用是将粉料进行混合。干混机4出料口设置有电控阀门。干混机4下方设置有中途仓5,中途仓5主要用于临时存储混合好的粉料。中途仓5的出料口设置有电控阀门。由于石膏板的粉料与水混合后,凝固时间短,所需要的搅拌时间也短,当模车12未就位时,储存粉料,防止浆料过早凝固。
41.纤维储存罐6用于存放石膏板生产过程中需要的纤维原料;纤维储存罐6出料口设置有电控阀门,出料口与振动下料装置7连接,振动下料装置7出料口与纤维秤8连接,纤维秤8为电子秤,用于对纤维进行计量,纤维秤8出料口设置有电控阀门。
42.液体进料口9用于输入石膏板生产过程,所需要的液体原料;液体进料口9设置有电控阀门。液体进料口9有对应的液体秤10,液体秤10为电子秤,用于对液体原料进行计量,液体秤10出料口设置有电控阀门。当然也可以根据实际情况,设置多个液体进料口9以及对应的液体秤10,用于添加不同液体原料。
43.搅拌机11设置在中途仓5下方并与纤维秤8出料口、中途仓5 出料口、液体秤10出料口连接。纤维原料、粉料、液体原料,通过各自出料口,进入搅拌机11。
44.搅拌机11出料口与模车12连接。模车12上设置有识别芯片13,识别芯片13存储有该模车12对应的石膏板尺寸信息。
45.采用上述装置的石膏板配料及浇灌系统,具有控制机,控制机分别与上述装置中各电控阀门、电子秤、芯片识别装置连接。控制机为工业常用的控制机,主要是对工业产线上各个设备进行采集信息或控制。
46.上述识别芯片和芯片识别装置均属于现有技术。如采用射频识别技术的芯片以及相应的识别装置。
47.采用上述装置的石膏板配料及浇灌方法包含如下步骤:
48.a:读取待浇灌模车信息;
49.b:计算待浇灌模车所需配料量;
50.c:配料称重计量;
51.d:判定模车是否已到预定位置;
52.e:配料搅拌形成浆料;
53.f:将搅拌好的浆料浇灌入模车。
54.控制机控制芯片识别装置,识别待浇灌模车的信息,根据模车信息计算,各配料所需量;之后控制机控制储存罐和液体进液口,将配料放入电子秤进行计量;当粉料计量完成后,完成搅拌后,临时存储于中途仓。当控制机通过设置在浇灌位的芯片识别装置识别到模车到达指定浇灌位置。将粉料、液体原料、纤维原料,放入搅拌机,搅拌一定时间后,将混合好的浆料,放入模车,完成浇灌。
55.本实施例的实施方式还包含以下步骤:
56.以标准尺寸石膏板配料信息为初始信息,对配料信息进行初始化。将初始化的配料信息写入控制机。配料信息包括,所需原料以及各原料的用量。
57.本实施例的实施步骤中:
58.读取待浇灌模车信息;
59.计算待浇灌模车所需配料量;
60.具体方式如下:
61.读取待浇灌模车信息为模车对应石膏板的尺寸信息。将该石膏板与标准尺寸石膏板体积进行比较,算出比值。
62.将该比值与初始信息中各配料的的用量对比,确定待浇灌模车所需各原料用量。
63.例如标准尺寸石膏板尺寸为1;配料为,石膏粉50kg,改性剂 10kg,水75kg。
64.待浇灌模车中石膏板尺寸为0.5。根据比值待浇灌模车所需各类配料为,石膏25kg、改性剂5kg、水37.5kg。
65.同样原理,上述尺寸信息,也可以为体积信息。可以直接读取,也可以间接获取。
66.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。