一种直长焊缝x射线dr检测装置
技术领域
1.本发明涉及一种无损检测装置,具体说是一种直长焊缝x射线dr检测装置。
背景技术:
2.随着造船工业的发展和焊接技术的提高,船舶焊缝x射线检测面临着越来越多的机遇与挑战。造船焊接过程中,选用钢板全部都为拼接组焊成超大钢板,宽度在30米以内,焊缝中常会出现气孔,夹渣等缺陷,它们严重影响着船体的强度和密封性。为了了解和评估船舶焊缝的质量,常采用无损检测技术进行检测,并据此采取修补措施。传统x射线无损检测方法为贴胶片法检测,工序繁琐,一道30米焊口要经过无数次贴胶片、曝光,工作量很大,导致从业人员劳动强度大、效率低、检测费用成本高。这种状况不论在检测效率、检测成本、查询等方面都无法适应当前焊接技术快速发展的需要,急需一种更加自动化的数字化的技术来加以解决。
技术实现要素:
3.本发明针对以上问题的提出,研制了一种直长焊缝x射线dr检测装置。
4.本发明的技术手段如下: 一种直长焊缝x射线dr检测装置,包括:导轨、射线机移动装置、输送辊、探测器移动装置,在检测室内的地下检测坑道内设有导轨,在导轨上面安装设有射线机移动装置,在坑道两侧地平面上设有输送辊,工件放置在输送辊的上面,通过输送辊进行工件传送,工件上面设有探测器移动装置,探测器移动装置在工件上行走至焊缝端部,输送辊输送工件将焊缝位置停放至射线机移动装置的正上方,探测器移动装置与射线机移动装置开启工作,同步移动完成检测。
5.其中射线机移动装置包括:射线屏蔽装置、支架、x射线机、电控箱、移动车、射线机限位开关,移动车上设有支架,在支架的下端安装设有x射线机,在支架的上端安装设有射线屏蔽装置,射线屏蔽装置放置在x射线机的射线窗口的正上方,屏蔽散射线和漏射线,在射线屏蔽装置的上面设有射线机限位开关,移动车上设有电控箱,移动车通过下面的轮子与导轨连接,承载射线机移动装置在导轨上行走。
6.其中输送辊包括:轴承支座、输送辊体、驱动电机,在地面上安装设有轴承支座,在轴承支座中间设有输送辊体,轴承支座的一侧安装设有驱动电机,驱动电机的输出轴与输送辊体连接,驱动电机启动工作,驱动输送辊体转动,从而传送上面的工件移动。
7.其中探测器移动装置包括:把手、箱体、电池盒组件、麦克纳姆轮组、电源组件、成像板限位开关、工业智能相机、成像板,在箱体的左右两侧分别设有4个麦克纳姆轮组,在箱体的4个角的麦克纳姆轮组后面位置设有4组成像板限位开关,在箱体的前后两端设有把手,在箱体的前面部分设有电池盒组件,在箱体的后面部分设有电源组件,在箱体的尾部设有工业智能相机,在箱体的下侧设有成像板,根据麦克纳姆轮的特性,探测器移动装置可在工件平面上实现任意方向的运动。
8.其中移动车在四个角位置上设有4个车轮,在轨道上行走。
9.其中移动车驱动采用齿轮齿条传动结构或者同步轮同步带传动结构。
10.其中探测器移动装置在箱体的左右两侧分别设有4个麦克纳姆轮组。
11.其中电池盒组件选用锂电池或者铅锌电池。
12.一种直长焊缝x射线dr检测装置,其检测方法为:第一步:被检测钢板工件通过输送辊,输送至检测室内等待检测,将探测器移动装置放置在工件的上面,靠近x射线机移动装置一侧;第二步:x射线机移动装置驱动移动车移动,通过射线机限位开关识别被检测工件的边缘部位后,停住后确定起始位;第三步:探测器移动装置驱动麦克纳姆轮组在工件上向边缘纵向移动,通过成像板限位开关识别被检测工件的边缘部位后,停止确定边缘起始位;第四步:探测器移动装置驱动麦克纳姆轮组在工件上沿着边缘横向移动,通过工业智能相机检测寻找到焊缝的位置后停止; 第五步:驱动输送辊,将工件连同上面的探测器移动装置向x射线机移动装置方向传送,通过射线机限位开关及成像板限位开关相互位置定位,当探测器移动装置移动至x射线机移动装置的正上方时停止输送辊,此时x射线机的射线窗口正对着工件端部的焊缝处,并与成像板相对应,完成焊缝的定位过程;第六步:x射线机与成像板启动工作,x射线机移动装置与探测器移动装置同步运动,沿着焊缝的纵向进行移动实时检测;第七步:当检测到纵向焊缝位置的尾端时,探测器移动装置上的成像板限位开关一直在监测工件的范围,当确定已经移动至工件边缘时,停止探测器移动装置移动,同时给x射线机移动装置发送命令,使其停止移动;第八步:关闭x射线机与成像板,此条焊缝检测结束。
13.其中探测器移动装置的安全防护方法为:在探测器移动装置箱体的4个角设有4组成像板限位开关,分布在探测器移动装置的四周,实时检测钢板的范围,确定位置,确定边界,当检测到边界位置后立即停车,防止掉落。
14.本发明由于采取以上技术方案,从根本上解决了人工控制方式检测的各种弊端,从传统手工检测转变为自动化检测,大大提高了检测生产效率,具有高集成化、自动化,节省人工,降低劳动强度, 本发明的应用实施对无损检测领域的自动化、智能化,提高行业水平及产业升级方面起到了积极的推动作用,适于广泛推广。
附图说明
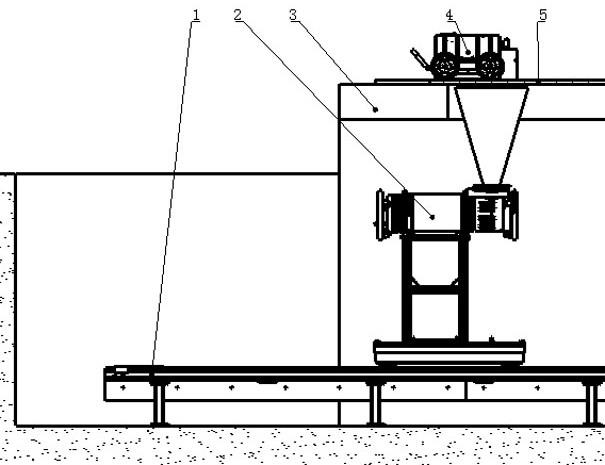
15.图1:本发明的主视图图2:本发明的左视图图3:射线机移动装置主视图图4:射线机移动装置左视图图5:输送辊俯视图图6:输送辊侧视图图7:探测器移动装置主视图图8:探测器移动装置俯视图图中:1、导轨,2、射线机移动装置,3、输送辊,4、探测器移动装置,5、工件,21、射线屏蔽装置,22、支架,23、x射线机,24、电控箱,25、移动车,26、射线机限位开关,31、轴承支座,32、输送辊体、33、驱动电机,41、把手,42、箱体,43、电池盒组件,44、麦克纳姆轮组,45、电源组件,46、成像板限位开关,47、工业智能相机,48、成像板。
具体实施方式
16.如图1
‑
图8所示一种直长焊缝x射线dr检测装置,包括:导轨1、射线机移动装置2、输送辊3、探测器移动装置4,在检测室内的地下检测坑道内设有导轨1,在导轨1上面安装设有射线机移动装置2,在坑道两侧地平面上设有输送辊3,工件5放置在输送辊3的上面,通过输送辊3进行工件传送,工件5上面设有探测器移动装置4,探测器移动装置4在工件5上行走至焊缝端部,输送辊3输送工件5将焊缝位置停放至射线机移动装置2的正上方,探测器移动装置4与射线机移动装置2开启工作,同步移动完成检测。
17.其中射线机移动装置2包括射线屏蔽装置21、支架22、x射线机23、电控箱24、移动车25、射线机限位开关26,移动车25上设有支架22,在支架22的下端安装设有x射线机23,在支架22的上端安装设有射线屏蔽装置21,射线屏蔽装置21放置在x射线机23的射线窗口的正上方,屏蔽散射线和漏射线,在射线屏蔽装置21的上面设有射线机限位开关26,移动车25上设有电控箱24,移动车25通过下面的轮子与导轨1连接,承载射线机移动装置2在导轨上行走。
18.其中输送辊3包括:轴承支座31、输送辊体32、驱动电机33,在地面上安装设有轴承支座31,在轴承支座31中间设有输送辊体32,轴承支座31的一侧安装设有驱动电机33,驱动电机33的输出轴与输送辊体32连接,驱动电机33启动工作,驱动输送辊体32转动,从而传送上面的工件5移动;其中探测器移动装置4包括:把手41,箱体42,电池盒组件43,麦克纳姆轮组44、电源组件45、成像板限位开关46、工业智能相机47、成像板48,在箱体42的左右两侧分别设有4个麦克纳姆轮组44,在箱体42的4个角的麦克纳姆轮组44后面位置设有4组成像板限位开关46,在箱体42的前后两端设有把手41,在箱体42的前面部分设有电池盒组件43,在箱体42的后面部分设有电源组件45,在箱体42的尾部设有工业智能相机47,在箱体42的下侧设有成像板48。根据麦克纳姆轮的特性,探测器移动装置4可在工件5平面上实现任意方向的运动;其中移动车25在四个角位置上设有4个车轮,在轨道上行走。
19.其中移动车25驱动采用齿轮齿条传动结构或者同步轮同步带传动结构。
20.其中射线机23采用hr
‑
300/hp11型号高频射线机为已有技术。
21.其中射线机限位开关26采用hr6545p型接近限位开关,为已有技术。
22.其中探测器移动装置4的在箱体42的左右两侧分别设有4个麦克纳姆轮组44。
23.其中电池盒组件43选用锂电池或者铅锌电池。
24.其中成像板限位开关46采用hr654p型接近限位开关,为已有技术。
25.其中工业智能相机47采用hr654p型接近限位开关,为已有技术。
26.其中成像板48采用hr
‑
3030f/b型号平板成像器为已有技术。
27.一种直长焊缝x射线dr检测装置,其检测方法为:第一步:被检测钢板工件5通过输送辊3,输送至检测室内等待检测,将探测器移动装置4放置在工件5的上面,靠近x射线机移动装置2一侧;第二步:x射线机移动装置2驱动移动车25移动,通过射线机限位开关26识别被检测工件5的边缘部位后,停住后确定起始位;第三步:探测器移动装置4驱动麦克纳姆轮组44在工件5上向边缘纵向移动,通过成像板限位开关46识别被检测工件5的边缘部位后,停止确定边缘起始位;第四步:探测器移动装置4驱动麦克纳姆轮组44在工件5上沿着边缘横向移动,通过工业智能相机47检测寻找到焊缝的位置后停止;第五步:驱动输送辊3,将工
件5连同上面的探测器移动装置4向x射线机移动装置2方向传送,通过射线机限位开关26及成像板限位开关46相互位置定位,当探测器移动装置4移动至x射线机移动装置2的正上方时停止输送辊,此时x射线机23的射线窗口正对着工件5端部的焊缝处,并与成像板48相对应,完成焊缝的定位过程;第六步:x射线机23与成像板48启动工作,x射线机移动装置2与探测器移动装置4 同步运动,沿着焊缝的纵向进行移动实时检测;第七步:当检测到纵向焊缝位置的尾端时,探测器移动装置4上的成像板限位开关46一直在监测工件5的范围,当确定已经移动至工件5边缘时,停止探测器移动装置4移动,同时给x射线机移动装置2发送命令,使其停止移动;第八步:关闭x射线机23与成像板48,此条焊缝检测结束。
28.其中探测器移动装置4的安全防护方法为:在探测器移动装置4箱体42的4个角设有4组成像板限位开关46,分布在探测器移动装置4的四周,实时检测钢板的范围,确定位置,确定边界,当检测到边界位置后立即停车,防止掉落。
29.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。