1.本发明涉及部件管理系统以及部件管理方法。
背景技术:
2.在下述专利文献1中记载了一种入库货架分配方法,搜索接近物品的供给目的地的出库口附近的空货架,从搜索到的空货架中确定分配物品的空货架。
3.专利文献1:日本专利公开公报特开2006
‑
256815号
4.专利文献1所记载的技术考虑了货架与供给目的地之间的距离、即从货架到供给目的地的物品的输送所需的时间,但是没有考虑物品从货架出库所需的时间本身。
技术实现要素:
5.本发明的目的在于抑制出库所需的时间。
6.根据本发明,提供一种部件管理系统,具备:识别信息取得部,取得所交付的多个部件的识别信息;生产计划数据存储部,存储表示作为生产产品的计划的生产计划的生产计划数据;以及入库指令输出部,基于识别信息和生产计划数据,输出使多个部件分散到多个仓库并入库的入库指令。
7.根据本发明,能够抑制出库所需的时间。
附图说明
8.图1是示意性地表示实施方式的生产系统的立体图。
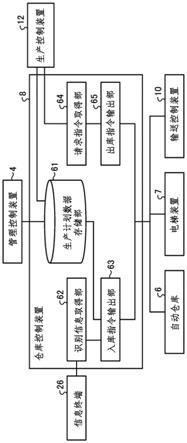
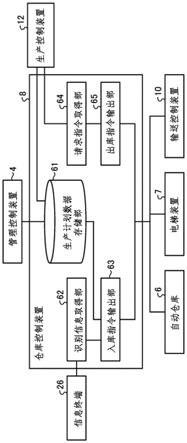
9.图2是表示实施方式的生产系统的构成图。
10.图3是表示实施方式的部件的立体图。
11.图4是示意性地表示实施方式的安装装置的俯视图。
12.图5是表示实施方式的自动仓库和电梯装置的立体图。
13.图6是表示实施方式的自动仓库的主视图。
14.图7是表示实施方式的电梯装置的剖视图。
15.图8是表示实施方式的部件输送装置的立体图。
16.图9是表示实施方式的仓库控制装置的功能框图。
17.图10是示意性地表示实施方式的生产计划数据的一例的图。
18.图11是示意性地表示实施方式的部件向自动仓库的入库的图。
19.图12是示意性地表示实施方式的部件的入库后的自动仓库的图。
20.图13是示意性地表示实施方式的部件从自动仓库出库的图。
21.图14是示意性地表示比较例的部件从自动仓库出库的图。
22.图15是表示实施方式的入库处理的流程图。
23.图16是表示实施方式的出库处理的流程图。
24.图17是表示实施方式的计算机系统的一例的框图。
25.附图标记说明:
26.1:生产系统,2:部件管理系统;3:部件安装系统;4:管理控制装置;5、26:信息终端;6:自动仓库;7:电梯装置;8:仓库控制装置;9:部件输送装置;10:输送控制装置;11:安装装置;12:生产控制装置;13:行驶路;14:入库出库空间;15:部件供给空间;16:接纳空间;17:准备空间;18:充电空间;19:工作台;20:批量更换台车;21:充电装置;22:载带;23:带盘;24:标识符;25:生产线;30:托盘;31:板部;32:间隔部;33:读取装置;40:中间仓库;41:盖;42:入库出库口;43:闸门;44:框架;45:升降台;46:升降机构;47:侧面引导构件;50:输送机;51:输送车;52:驱动轮;53:侧盖;54:顶盖;55:从动轮;56:输送台;57:前表面引导构件;57a:侧引导构件;57b:开闭门;58:后表面引导构件;61:生产计划数据存储部;62:识别信息取得部;63:入库指令输出部;64:请求指令取得部;65:出库指令输出部;111:基板输送装置;112:部件供给装置;113:吸嘴;114:安装头;115:头移动装置;115x:第一移动装置;115y:第二移动装置;116:吸嘴移动装置;117:带式供料器;1000:计算机系统;1001:处理器;1002:主内存;1003:存储器;1004:接口;c:部件;p:基板;dm:安装位置;sm:供给位置;wm:作业者。
具体实施方式
27.以下,参照附图对本发明的实施方式进行说明,但是本发明并不限定于此。以下说明的实施方式的构成要素可以适当组合。此外,有时也不使用一部分的构成要素。
28.在实施方式中,设定xyz正交坐标系,参照xyz正交坐标系对各部分的位置关系进行说明。将与规定面内的x轴平行的方向设为x轴方向,将同与x轴正交的规定面内的y轴平行的方向设为y轴方向,将同与x轴和y轴正交的z轴平行的方向设为z轴方向。在实施方式中,规定面与水平面平行,z轴方向是铅垂方向。另外,规定面也可以相对于水平面倾斜。此外,在以下的说明中,将规定面适当地称为xy平面。
29.[生产系统]
[0030]
图1是示意性地表示实施方式的生产系统1的立体图。图2是表示实施方式的生产系统1的构成图。生产系统1设置于工厂设施。如图1和图2所示,生产系统1包括:管理部件c的部件管理系统2;使用部件c来制造电子设备的部件安装系统3;控制部件管理系统2和部件安装系统3的管理控制装置4;以及由作业者wm操作的信息终端5、26。
[0031]
部件管理系统2具有:自动仓库6、电梯装置7、仓库控制装置8、部件输送装置9和输送控制装置10。部件安装系统3具有生产控制装置12和多个生产线25。多个生产线25分别具有多个安装装置11。
[0032]
自动仓库6收纳部件c。电梯装置7对部件c进行入库和出库。部件c的入库是指将部件c搬入到自动仓库6。部件c的出库是指从自动仓库6搬出部件c。为了部件c的入库和出库,电梯装置7在上下方向上输送部件c。仓库控制装置8输出控制自动仓库6和电梯装置7的控制指令。
[0033]
部件输送装置9输送部件c。部件输送装置9在工厂设施的地面所规定的行驶路13上行驶。在工厂设施中,多个部件输送装置9工作。输送控制装置10输出控制部件输送装置9的控制指令。输送控制装置10与部件输送装置9进行无线通信。
[0034]
安装装置11将部件c安装于基板p。生产控制装置12输出控制安装装置11的控制指
令。
[0035]
管理控制装置4分别与仓库控制装置8、输送控制装置10和生产控制装置12进行通信。仓库控制装置8、输送控制装置10和生产控制装置12分别基于从管理控制装置4输出的管理指令而动作。
[0036]
在工厂设施中,规定入库出库空间14、部件供给空间15、接纳空间16、准备空间17和充电空间18。部件输送装置9能够分别移动到入库出库空间14、部件供给空间15、接纳空间16、准备空间17和充电空间18。
[0037]
入库出库空间14是如下空间:实施将入库到自动仓库6的部件c从部件输送装置9交接到电梯装置7的处理、以及将从自动仓库6出库的部件c从电梯装置7交接到部件输送装置9的处理。入库出库空间14由电梯装置7规定。
[0038]
部件供给空间15是实施在安装装置11的带式供料器117设置部件c的处理的空间。部件供给空间15规定在安装装置11的附近。存在于部件供给空间15的作业者wm将部件c设置于安装装置11的带式供料器117。
[0039]
接纳空间16是实施接纳从部件供应商交付的部件c的处理的空间。在接纳空间16设置有工作台19。部件c通过运输车辆从部件供应商交接到工厂设施。存在于接纳空间16的作业者wm接受所交付的部件c。存在于接纳空间16的作业者wm通过信息终端26读取赋予所交付的部件c的标识符24。信息终端26将读取到的识别信息发送到仓库控制装置8。
[0040]
准备空间17是实施将多个部件c搭载于批量更换台车20的处理的空间。在准备空间17配置有批量更换台车20。存在于准备空间17的作业者wm将多个部件c搭载于批量更换台车20。
[0041]
充电空间18是实施对部件输送装置9的电池进行充电的处理的空间。在充电空间18设置有充电装置21。在电池的充电量降低时,部件输送装置9移动到充电空间18,由充电装置21对电池进行充电。
[0042]
信息终端5、26由作业者wm持有。信息终端5、26包括智能手机或平板型个人计算机。信息终端5、26与仓库控制装置8进行无线通信。
[0043]
[部件]
[0044]
图3是表示实施方式的部件c的立体图。如图3所示,部件c保持于载带22。载带22保持多个部件c。载带22卷绕于带盘23。
[0045]
载带22在卷绕于带盘23的状态下从部件供应商交付。载带22在卷绕于带盘23的状态下被处理。
[0046]
部件c在被带盘23保持多个的状态下入库到自动仓库6、或保管于自动仓库6、或从自动仓库6出库、或通过电梯装置7输送或者通过部件输送装置9输送。
[0047]
在实施方式中,部件c的入库包括将带盘23入库到自动仓库6。部件c的保管包括将带盘23保管于自动仓库6。部件c的出库包括将带盘23从自动仓库6出库。部件c的输送包括通过电梯装置7输送带盘23和通过部件输送装置9输送带盘23。
[0048]
用于识别部件c的标识符24被赋予给带盘23。带盘23在被赋予了标识符24的状态下从部件供应商交付。
[0049]
标识符24设置在带盘23的表面。通过标识符24识别保持于带盘23的部件c。在实施方式中,标识符24包括条形码。条形码可以是一维条形码,也可以是二维条形码。另外,标识
符24也可以是数字、文字和图形中的至少一种。另外,标识符24也可以是rfid标签(radio frequency identifier tag无线射频识别标签)和rfid封签(radio frequency identifier seal无线射频识别封签)中的至少一种。
[0050]
在实施方式中,向带盘23赋予标识符24是指向部件c赋予标识符24。标识符24被赋予给多个带盘23的每个。向多个带盘23的每个赋予标识符24是指向多个部件c的每个赋予标识符24。
[0051]
在部件管理系统2中,部件c在被托盘30支承的状态下被处理。在接纳空间16中配置有多个空的托盘30。接纳空间16的作业者wm在工作台19上将所交付的带盘23设置于托盘30。
[0052]
托盘30支承卷绕有载带22的带盘23。带盘23在被托盘30支承的状态下入库到自动仓库6、或保管于自动仓库6、或从自动仓库6出库、或通过电梯装置7输送或者通过部件输送装置9输送。
[0053]
在实施方式中,带盘23的入库包括将支承带盘23的托盘30入库到自动仓库6。带盘23的保管包括将支承带盘23的托盘30保管于自动仓库6。带盘23的出库包括将支承带盘23的托盘30从自动仓库6出库。带盘23的输送包括通过电梯装置7输送支承带盘23的托盘30和通过部件输送装置9输送支承带盘23的托盘30。
[0054]
支承带盘23的托盘30相当于本发明的“入库出库单元”。
[0055]
托盘30具有板部31和间隔部32,该间隔部32设置于板部31的上表面的周缘区域中的至少一部分。带盘23设置在板部31的上表面。间隔部32的上表面是平坦面。在板部31的上表面配置有带盘23的状态下,间隔部32的上表面配置在与带盘23的表面实质上相同的面内或比带盘23的表面高的位置。由此,在带盘23被托盘30支承的状态下能够层叠多个托盘30。
[0056]
在图3所示的例子中,在托盘30上支承有两个带盘23。另外,被托盘30支承的带盘23可以是一个,也可以是三个以上的任意多个。
[0057]
[安装装置]
[0058]
图4是示意性地表示实施方式的安装装置11的俯视图。安装装置11将部件c安装于基板p。安装装置11具备:输送基板p的基板输送装置111;供给部件c的部件供给装置112;具有吸嘴113的安装头114;使安装头114移动的头移动装置115;以及使吸嘴113移动的吸嘴移动装置116。
[0059]
基板输送装置111将基板p输送到安装位置dm。安装位置dm规定在基板输送装置111的输送路径。
[0060]
部件供给装置112将部件c供给到供给位置sm。部件供给装置112包括多个带式供料器117。带盘23安装于带式供料器117。多个带盘23分别安装于多个带式供料器117。
[0061]
吸嘴113能够释放地保持部件c。吸嘴113可以是吸引并保持部件c的吸引吸嘴,也可以是夹持并保持部件c的把持吸嘴。
[0062]
安装头114利用吸嘴113保持从部件供给装置112供给的部件c并安装于基板p。安装头114能够在从部件供给装置112供给部件c的供给位置sm和配置基板p的安装位置dm之间移动。安装头114在利用吸嘴113保持供给到供给位置sm的部件c并移动到安装位置dm之后,将部件c安装于配置在安装位置dm的基板p。
[0063]
带式供料器117使带盘23旋转,将保持于载带22的多个部件c依次供给到供给位置
sm。安装头114将保持于带盘23的多个部件c依次安装于基板p。即,安装装置11依次消耗带盘23的多个部件c。在实施方式中,消耗带盘23的部件c包括从带盘23的载带22搬出部件c。安装头114从带盘23逐个搬出部件c并安装于基板p。
[0064]
头移动装置115使安装头114移动。头移动装置115具有使安装头114在x轴方向上移动的第一移动装置115x和使安装头114在y轴方向上移动的第二移动装置115y。
[0065]
吸嘴移动装置116使吸嘴113分别在z轴方向和以z轴为中心的旋转方向上移动。吸嘴移动装置116被安装头114支承。
[0066]
吸嘴113通过头移动装置115和吸嘴移动装置116,能够分别在x轴方向、y轴方向、z轴方向和以z轴为中心的旋转方向上移动。通过使吸嘴113移动,保持于吸嘴113的部件c也能够分别在x轴方向、y轴方向、z轴方向和以z轴为中心的旋转方向上移动。
[0067]
[自动仓库和电梯装置]
[0068]
图5是表示实施方式的自动仓库6和电梯装置7的立体图。图6是表示实施方式的自动仓库6的主视图。
[0069]
自动仓库6保管多个带盘23。电梯装置7将多个带盘23入库到自动仓库6。向入库到自动仓库6前的多个带盘23分别赋予标识符24。
[0070]
带盘23在被托盘30支承的状态下保管于自动仓库6。电梯装置7实施将托盘30入库到自动仓库6的入库处理和将托盘30从自动仓库6出库的出库处理。
[0071]
如图5和图6所示,在自动仓库6与电梯装置7之间配置有中间仓库40。出库前的托盘30临时保管于中间仓库40。自动仓库6和中间仓库40通过盖41连结。
[0072]
中间仓库40具有供托盘30通过的入库出库口42和开闭入库出库口42的闸门43。闸门43在实施托盘30的入库和出库时打开入库出库口42,在不实施托盘30的入库和出库时关闭入库出库口42。由此,抑制中间仓库40的内部空间的温度变化和湿度变化。
[0073]
图7是表示实施方式的电梯装置7的剖视图。电梯装置7具有框架44、支承托盘30且能够升降的升降台45以及使升降台45升降的升降机构46。升降机构46包括与升降台45的至少一部分连结的滚珠丝杠机构以及驱动滚珠丝杠机构的马达。
[0074]
此外,电梯装置7具有设置于升降台45并引导托盘30的侧面的侧面引导构件47。托盘30配置在侧面引导构件47的内侧。
[0075]
托盘30层叠于升降台45。部件输送装置9能够输送层叠的多个托盘30。通过部件输送装置9输送的多个托盘30以层叠的状态交接到升降台45。此外,被升降台45支承的多个托盘30以层叠的状态交接到部件输送装置9。
[0076]
在将托盘30从自动仓库6出库时,仓库控制装置8控制升降机构46,以将升降台45的上表面配置在与入库出库口42相同的高度。存在于中间仓库40的托盘30通过设置于电梯装置7的未图示的输送机构从中间仓库40出库。从中间仓库40出库的托盘30通过入库出库口42从中间仓库40出库。从中间仓库40出库的托盘30载置于升降台45。当托盘30载置于升降台45时,仓库控制装置8控制升降机构46,以使升降台45下降与托盘30的高度相同的距离。通过反复进行托盘30的出库和升降台45的下降,多个托盘30层叠于升降台45。
[0077]
在将托盘30入库到自动仓库6时,仓库控制装置8控制升降机构46,以将层叠于升降台45的多个托盘30中最上方的托盘30配置在与入库出库口42相同的高度。托盘30通过设置于电梯装置7的未图示的输送机构而入库到中间仓库40。托盘30通过入库出库口42而入
库到中间仓库40。当托盘30入库到中间仓库40时,仓库控制装置8控制升降机构46,以使升降台45上升与托盘30的高度相同的距离。通过反复进行托盘30的入库和升降台45的上升,从升降台45依次搬出多个托盘30。
[0078]
此外,电梯装置7具有读取装置33。读取装置33在电梯装置7中读取带盘23的标识符24。读取装置33包括相机。在标识符24包含条形码的情况下,读取装置33包括条形码读取器。在标识符24包含rfid标签或rfid封签的情况下,读取装置33包括rfid读取器。
[0079]
[部件输送装置]
[0080]
图8是表示实施方式的部件输送装置9的立体图。部件输送装置9具有:具有驱动轮52的输送机50;以及安装于输送机50的输送车51。托盘30被输送车51支承。输送车51能够相对于输送机50拆装。输送机50在连结有输送车51的状态下自行移动。
[0081]
输送车51具有一对侧盖53、连接一对侧盖53的上端部的顶盖54以及设置于侧盖53的下部的从动轮55。输送机50配置在由一对侧盖53和顶盖54形成的空间。
[0082]
输送车51具有:输送台56,配置在顶盖54的上部,支承多个托盘30;前表面引导构件57,引导被输送台56支承的托盘30的前表面;以及后表面引导构件58,引导托盘30的后表面。前表面引导构件57包括一对侧引导构件57a以及与一个侧引导构件57a连结的开闭门57b。通过将开闭门57b打开,托盘30通过一对侧引导构件57a之间从输送台56搬出或搬入到输送台56。
[0083]
托盘30能够一边被前表面引导构件57和后表面引导构件58引导、一边在升降台45与输送台56之间移动。
[0084]
[仓库控制装置]
[0085]
图9是表示实施方式的仓库控制装置8的功能框图。仓库控制装置8控制自动仓库6和电梯装置7。仓库控制装置8分别与管理控制装置4、输送控制装置10、生产控制装置12和信息终端26进行通信。
[0086]
仓库控制装置8具有:生产计划数据存储部61、识别信息取得部62、入库指令输出部63、请求指令取得部64和出库指令输出部65。
[0087]
生产计划数据存储部61存储表示生产计划的生产计划数据71,该生产计划是在部件安装系统3中生产产品的计划。生产计划数据71从管理控制装置4或生产控制装置12发送到仓库控制装置8,并且存储于生产计划数据存储部61。
[0088]
图10是示意性地表示实施方式的生产计划数据71的一例的图。生产计划数据71包括:存储表示执行的顺序的生产计划编号的第一栏71a;存储使用的部件名的第二栏71b;以及存储所使用的部件数的第三栏71c。
[0089]
生产计划数据71的第一行71d表示在第一个生产中对于部件名“aaa”的部件使用“3”个托盘。
[0090]
生产计划数据71的第二行71e表示在第一个生产结束后的第二个生产中,对于部件名“bbb”的部件使用“3”个托盘。
[0091]
生产计划数据71的第三行71f表示在第二个生产结束后的第三个生产中,对于部件名“ccc”的部件使用“3”个托盘。
[0092]
再次参照图9,识别信息取得部62从接纳空间16的信息终端26接收所交付的部件c的识别信息。此处,“10”个托盘的部件名“aaa”的部件、“10”个托盘的部件名“bbb”的部件、
“
10”个托盘的部件名“ccc”的部件被交付到接纳空间16。
[0093]
入库指令输出部63基于识别信息和生产计划数据71,向自动仓库6、电梯装置7和输送控制装置10输出使多个托盘30分散到多个自动仓库6并并行地(优选同时)入库的入库指令。详细地说,入库指令输出部63输出使多个托盘30分散到与在各生产中使用的托盘的数量相同数量以上的自动仓库6并并行地入库的入库指令。输送控制装置10使与进行入库的自动仓库6的数量相同数量的部件输送装置9并行地(优选同时)进行部件c的输送。
[0094]
例如,作为图10所示的生产计划数据71的生产计划编号“1”的第一行71d表示对于部件名“aaa”的部件使用“3”个托盘。因此,入库指令输出部63输出使所交付的“10”个托盘的部件名“aaa”的部件分散到“3”个以上的自动仓库6并并行地入库的入库指令。
[0095]
图11是示意性地表示实施方式的部件c向自动仓库6的入库的图。在图11中,入库指令输出部63使所交付的“10”个托盘的部件名“aaa”的部件分散到三个自动仓库6
‑
1、6
‑
2、6
‑
3并并行地入库。输送控制装置10使三个部件输送装置9
‑
1、9
‑
2、9
‑
3并行地进行“10”个托盘的部件名“aaa”的部件的输送。
[0096]
部件输送装置9
‑
1将部件名“aaa”的部件的托盘30
‑
1、30
‑
2、30
‑
3从接纳空间16向自动仓库6
‑
1输送。自动仓库6
‑
1收纳由部件输送装置9
‑
1输送的托盘30
‑
1、30
‑
2、30
‑
3。
[0097]
部件输送装置9
‑
2将部件名“aaa”的部件的托盘30
‑
4、30
‑
5、30
‑
6从接纳空间16向自动仓库6
‑
2输送。自动仓库6
‑
2收纳由部件输送装置9
‑
2输送的托盘30
‑
4、30
‑
5、30
‑
6。
[0098]
部件输送装置9
‑
3将部件名“aaa”的部件的托盘30
‑
7、30
‑
8、30
‑
9、30
‑
10从接纳空间16向自动仓库6
‑
3输送。自动仓库6
‑
3收纳由部件输送装置9
‑
3输送的托盘30
‑
7、30
‑
8、30
‑
9、30
‑
10。
[0099]
另外,在图11中,表示了入库指令输出部63使所交付的“10”托盘的部件名“aaa”的部件分散到三个自动仓库6
‑
1、6
‑
2、6
‑
3并入库的例子,但是本发明并不限定于此。入库指令输出部63也可以使所交付的“10”托盘的部件名“aaa”的部件分散到四个以上的自动仓库6并入库。
[0100]
此外,优选的是,入库指令输出部63输出入库到各自动仓库6的托盘30的数量尽可能均等的入库指令。即,10
÷
3=3.33
……
,因此优选入库指令输出部63向各自动仓库6入库“3”个托盘或“4”个托盘。例如,在将“10”托盘的部件名“aaa”的部件入库到三个自动仓库6的情况下,优选的是,入库指令输出部63向两个自动仓库6的每个入库“3”个托盘,向一个自动仓库6入库“4”个托盘。但是,本发明并不限定于此。
[0101]
同样地,入库指令输出部63使所交付的“10”托盘的部件名“bbb”的部件分散到三个自动仓库6
‑
1、6
‑
2、6
‑
3并并行地入库。输送控制装置10使三个部件输送装置9
‑
1、9
‑
2、9
‑
3并行地进行“10”托盘的部件名“bbb”的部件的输送。
[0102]
部件输送装置9
‑
1将部件名“bbb”的部件的托盘30
‑
11、30
‑
12、30
‑
13从接纳空间16向自动仓库6
‑
1输送。自动仓库6
‑
1收纳由部件输送装置9
‑
1输送的托盘30
‑
11、30
‑
12、30
‑
13。
[0103]
部件输送装置9
‑
2将部件名“bbb”的部件的托盘30
‑
14、30
‑
15、30
‑
16从接纳空间16向自动仓库6
‑
2输送。自动仓库6
‑
2收纳由部件输送装置9
‑
2输送的托盘30
‑
14、30
‑
15、30
‑
16。
[0104]
部件输送装置9
‑
3将部件名“bbb”的部件的托盘30
‑
17、30
‑
18、30
‑
19、30
‑
20从接纳
空间16向自动仓库6
‑
3输送。自动仓库6
‑
3收纳由部件输送装置9
‑
3输送的托盘30
‑
17、30
‑
18、30
‑
19、30
‑
20。
[0105]
同样地,入库指令输出部63使所交付的“10”托盘的部件名“ccc”的部件分散到三个自动仓库6
‑
1、6
‑
2、6
‑
3并并行地入库。输送控制装置10使三个部件输送装置9
‑
1、9
‑
2、9
‑
3并行地进行“10”托盘的部件名“ccc”的部件的输送。
[0106]
部件输送装置9
‑
1将部件名“ccc”的部件的托盘30
‑
21、30
‑
22、30
‑
23从接纳空间16向自动仓库6
‑
1输送。自动仓库6
‑
1收纳由部件输送装置9
‑
1输送的托盘30
‑
21、30
‑
22、30
‑
23。
[0107]
部件输送装置9
‑
2将部件名“ccc”的部件的托盘30
‑
24、30
‑
25、30
‑
26从接纳空间16向自动仓库6
‑
2输送。自动仓库6
‑
2收纳由部件输送装置9
‑
2输送的托盘30
‑
24、30
‑
25、30
‑
26。
[0108]
部件输送装置9
‑
3将部件名“ccc”的部件的托盘30
‑
27、30
‑
28、30
‑
29、30
‑
30从接纳空间16向自动仓库6
‑
3输送。自动仓库6
‑
3收纳由部件输送装置9
‑
3输送的托盘30
‑
27、30
‑
28、30
‑
29、30
‑
30。
[0109]
图12是示意性地表示实施方式的部件c的入库后的自动仓库6的图。自动仓库6
‑
1收纳有部件名“aaa”的部件的托盘30
‑
1、30
‑
2、30
‑
3。此外,自动仓库6
‑
1收纳有部件名“bbb”的部件的托盘30
‑
11、30
‑
12、30
‑
13。此外,自动仓库6
‑
1收纳有部件名“ccc”的部件的托盘30
‑
21、30
‑
22、30
‑
23。
[0110]
自动仓库6
‑
2收纳有部件名“aaa”的部件的托盘30
‑
4、30
‑
5、30
‑
6。此外,自动仓库6
‑
1收纳有部件名“bbb”的部件的托盘30
‑
14、30
‑
15、30
‑
16。此外,自动仓库6
‑
1收纳有部件名“ccc”的部件的托盘30
‑
24、30
‑
25、30
‑
26。
[0111]
自动仓库6
‑
3收纳有部件名“aaa”的部件的托盘30
‑
7、30
‑
8、30
‑
9、30
‑
10。此外,自动仓库6
‑
3收纳有部件名“bbb”的部件的托盘30
‑
17、30
‑
18、30
‑
19、30
‑
20。此外,自动仓库6
‑
1收纳有部件名“ccc”的部件的托盘30
‑
27、30
‑
28、30
‑
29、30
‑
30。
[0112]
再次参照图9,请求指令取得部64取得部件c的请求指令。请求指令是请求在部件安装系统3中使用的部件c的指令。在部件安装系统3中使用的部件c包括在安装装置11中安装于基板p的部件c。
[0113]
在实施方式中,请求指令取得部64从生产控制装置12取得部件c的请求指令。生产控制装置12在执行生产计划的情况下将请求指令发送到请求指令取得部64。
[0114]
另外,请求指令取得部64也可以从管理控制装置4取得部件c的请求指令。在部件安装系统3中执行生产计划的情况下,管理控制装置4能够将请求电子设备的制造所需的部件c的请求指令输出到仓库控制装置8。请求指令取得部64能够取得从管理控制装置4输出的部件c的请求指令。
[0115]
此外,请求指令取得部64也可以从信息终端5取得部件c的请求指令。在部件安装系统3中执行生产计划的情况下,作业者wm能够将请求电子设备的制造所需的部件c的请求指令从信息终端5发送到仓库控制装置8。请求指令取得部64能够取得从信息终端5输出的部件c的请求指令。
[0116]
出库指令输出部65在由请求指令取得部64取得了请求指令之后,向自动仓库6、电梯装置7和输送控制装置10输出使多个托盘30从多个自动仓库6分别并行地(优选同时)出
库的出库指令。输送控制装置10使与进行出库的自动仓库6的数量相同数量的部件输送装置9并行地进行部件c的托盘30的输送。
[0117]
例如,图10所示的生产计划数据71的生产计划编号“1”的第一行71d表示对于部件名“aaa”的部件使用“3”个托盘。因此,出库指令输出部65输出使分别收纳于自动仓库6
‑
1、6
‑
2、6
‑
3的部件名“aaa”的部件的托盘30
‑
1、30
‑
4、30
‑
7并行地出库的出库指令。
[0118]
图13是示意性地表示实施方式的部件c从自动仓库6出库的图。在图13所示的例子中,出库指令输出部65使收纳于自动仓库6
‑
1的部件名“aaa”的部件的托盘30
‑
1出库。输送控制装置10使部件输送装置9
‑
1进行部件名“aaa”的部件的托盘30
‑
1的输送。
[0119]
此外,出库指令输出部65使收纳于自动仓库6
‑
2的部件名“aaa”的部件的托盘30
‑
4出库。输送控制装置10使部件输送装置9
‑
2进行部件名“aaa”的部件的托盘30
‑
4的输送。
[0120]
此外,出库指令输出部65使收纳于自动仓库6
‑
3的部件名“aaa”的部件的托盘30
‑
7出库。输送控制装置10使部件输送装置9
‑
3进行部件名“aaa”的部件的托盘30
‑
7的输送。
[0121]
自动仓库6
‑
1将所收纳的部件名“aaa”的部件的托盘30
‑
1出库到部件输送装置9
‑
1。部件输送装置9
‑
1将从自动仓库6
‑
1出库的托盘30
‑
1从自动仓库6
‑
1向生产线25输送。
[0122]
自动仓库6
‑
2将所收纳的部件名“aaa”的部件的托盘30
‑
4出库到部件输送装置9
‑
2。部件输送装置9
‑
2将从自动仓库6
‑
2出库的托盘30
‑
4从自动仓库6
‑
2向生产线25输送。
[0123]
自动仓库6
‑
3将所收纳的部件名“aaa”的部件的托盘30
‑
7出库到部件输送装置9
‑
3。部件输送装置9
‑
3将从自动仓库6
‑
3出库的托盘30
‑
7从自动仓库6
‑
3向生产线25输送。
[0124]
[比较例]
[0125]
图14是示意性地表示比较例的部件c从自动仓库6出库的图。一般来说,将相同的部件集中收纳于一个自动仓库6。在比较例中,在自动仓库6
‑
1中收纳有部件名“aaa”的部件的托盘30
‑
1至30
‑
10。在自动仓库6
‑
2中收纳有部件名“bbb”的部件的托盘30
‑
11至30
‑
20。在自动仓库6
‑
3中收纳有部件名“ccc”的部件的托盘30
‑
21至30
‑
30。
[0126]
例如,图10所示的生产计划数据71的生产计划编号“1”的第一行71d表示对于部件名“aaa”的部件使用“3”个托盘。在这种情况下,部件名“aaa”的部件的托盘30
‑
1、30
‑
2、30
‑
3从自动仓库6
‑
1出库。出库的托盘30
‑
1、30
‑
2、30
‑
3通过部件输送装置9
‑
1输送到生产线25。
[0127]
[实施方式与比较例的对比]
[0128]
如果每一个托盘花费20秒的出库时间,则在图14所示的比较例中,20(秒/托盘)
×
3(托盘)=60(秒),需要60秒的出库时间。
[0129]
另一方面,在图13所示的实施方式中,由于并行地进行托盘30
‑
1的出库、托盘30
‑
4的出库和托盘30
‑
7的出库,所以能够以20秒出库。
[0130]
因此,与比较例相比实施方式的部件管理系统2能够缩短出库时间。
[0131]
[部件输送装置的数量少的情况]
[0132]
由于部件输送装置9的价格非常高,所以有时工厂所配备的台数少。例如,有时在工厂仅配备两台部件输送装置9
‑
1、9
‑
2。在这种情况下,如果将部件名“aaa”的部件的托盘30
‑
1至30
‑
10入库到三个自动仓库6
‑
1至6
‑
3,则有可能反而花费入库时间或出库时间。
[0133]
因此,在部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下,优选的是,入库指令输出部63输出使托盘30分散到与部件输送装置9的数量相同数量的自动仓库6并入库的入库指令。
[0134]
例如,入库指令输出部63将部件名“aaa”的部件的托盘30
‑
1至30
‑
5入库到自动仓库6
‑
1。此外,入库指令输出部63将部件名“aaa”的部件的托盘30
‑
6至30
‑
10入库到自动仓库6
‑
2。输送控制装置10使部件输送装置9
‑
1将托盘30
‑
1至30
‑
5从接纳空间16向自动仓库6
‑
1输送。此外,输送控制装置10使部件输送装置9
‑
2将托盘30
‑
6至30
‑
10从接纳空间16向自动仓库6
‑
2输送。
[0135]
此外,在部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下,优选的是,出库指令输出部65输出使托盘30从与部件输送装置9的数量相同数量的自动仓库6并行地出库的出库指令。
[0136]
例如,出库指令输出部65使部件名“aaa”的部件的托盘30
‑
1、30
‑
2从自动仓库6
‑
1出库。此外,出库指令输出部65使部件名“aaa”的部件的托盘30
‑
6从自动仓库6
‑
2出库。输送控制装置10使部件输送装置9
‑
1将从自动仓库6
‑
1出库的托盘30
‑
1、30
‑
2从自动仓库6
‑
1向生产线25输送。此外,输送控制装置10使部件输送装置9
‑
2将从自动仓库6
‑
2出库的托盘30
‑
6从自动仓库6
‑
2向生产线25输送。
[0137]
由此,实施方式的部件管理系统2能够抑制反而花费入库时间或出库时间的可能性。
[0138]
[入库处理]
[0139]
图15是表示实施方式的入库处理的流程图。
[0140]
从部件供应商交付带盘23。接纳空间16的作业者wm将保持部件c的带盘23设置于托盘30。作业者wm使用信息终端26读取多个带盘23各自的标识符24。信息终端26向仓库控制装置8的识别信息取得部62发送标识符24的识别信息。识别信息取得部62取得识别信息(步骤s100)。
[0141]
入库指令输出部63判定部件输送装置9的数量是否少于在生产计划中使用的托盘30的数量(步骤s102)。在判定为部件输送装置9的数量不少于在生产计划中使用的托盘30的数量的情况下(在步骤s102中为否),入库指令输出部63使处理前进至步骤s104。在判定为部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下(在步骤s102中为是),入库指令输出部63使处理前进至步骤s106。
[0142]
在判定为部件输送装置9的数量不少于在生产计划中使用的托盘30的数量的情况下(在步骤s102中为否),入库指令输出部63输出使托盘30分散到与在生产计划中使用的托盘30的数量相同数量以上的自动仓库6并入库的入库指令(步骤s104),并且结束处理。
[0143]
在判定为部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下(在步骤s102中为是),入库指令输出部63输出使托盘30分散到与部件输送装置9的数量相同数量的自动仓库6并入库的入库指令(步骤s106),并且结束处理。
[0144]
[出库处理]
[0145]
图16是表示实施方式的出库处理的流程图。
[0146]
在部件安装系统3中执行生产计划的情况下,生产控制装置12向请求指令取得部64发送请求指令。请求指令取得部64从生产控制装置12取得部件c的请求指令(步骤s200)。
[0147]
出库指令输出部65判定部件输送装置9的数量是否少于在生产计划中使用的托盘30的数量(步骤s202)。在判定为部件输送装置9的数量不少于在生产计划中使用的托盘30的数量的情况下(在步骤s202中为否),出库指令输出部65使处理前进至步骤s204。在判定
为部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下(在步骤s202中为是),出库指令输出部65使处理前进至步骤s206。
[0148]
在判定为部件输送装置9的数量不少于在生产计划中使用的托盘30的数量的情况下(在步骤s202中为否),出库指令输出部65输出使托盘30从与在生产计划中使用的托盘30的数量相同数量的自动仓库6并行地出库的出库指令(步骤s204),并且结束处理。
[0149]
在判定为部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下(在步骤s202中为是),出库指令输出部65输出使托盘30从与部件输送装置9的数量相同数量的自动仓库6并行地出库的出库指令(步骤s206),并且结束处理。
[0150]
[计算机系统]
[0151]
图17是表示实施方式的计算机系统1000的一例的框图。上述管理控制装置4、仓库控制装置8、输送控制装置10、生产控制装置12以及信息终端5、26分别包括计算机系统1000。计算机系统1000具有:cpu(central processing unit中央处理器)那样的处理器1001;主内存1002,包括rom(read only memory只读存储器)那样的非易失性存储器和ram(random access memory随机存取存储器)那样的易失性存储器;存储器1003;以及包括输入输出电路的接口1004。管理控制装置4的功能、仓库控制装置8的功能、输送控制装置10的功能、生产控制装置12的功能以及信息终端5、26的功能分别作为计算机程序存储于存储器1003。处理器1001从存储器1003读出计算机程序并在主内存1002中展开,按照计算机程序执行上述处理。另外,计算机程序也可以经由网络向计算机系统1000分发。
[0152]
计算机程序能够按照上述实施方式执行:取得部件c的识别信息;以及基于识别信息和生产计划数据,输出使多个部件c分散到多个自动仓库6并入库的入库指令。
[0153]
此外,计算机程序能够执行:输出使多个托盘30分散到与在生产计划中使用的托盘30的数量相同数量以上的自动仓库6并入库的入库指令;以及在执行生产计划的情况下,输出使多个托盘30从多个自动仓库6并行地出库的出库指令。
[0154]
此外,计算机程序能够在执行生产计划情况下,执行输出使多个托盘30从与在生产计划中使用的托盘30的数量相同数量的自动仓库6并行地出库的出库指令。
[0155]
此外,计算机程序能够在部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下,执行输出使多个托盘30分散到与部件输送装置9的数量相同数量的自动仓库6并入库的入库指令。
[0156]
此外,计算机程序能够在部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下,执行输出使多个托盘30从与部件输送装置9的数量相同数量的自动仓库6并行地出库的出库指令。
[0157]
[效果]
[0158]
如上所述,根据实施方式,仓库控制装置8能够基于识别信息和生产计划数据71,使多个部件c分散到多个自动仓库6并入库。因此,多个自动仓库6能够在将部件c出库时并行地进行出库。由此,部件管理系统2能够抑制部件c的出库所需的时间。
[0159]
入库指令输出部63能够使多个托盘30分散到与在生产计划中使用的托盘30的数量相同数量以上的自动仓库6并入库。因此,多个自动仓库6能够以将一个托盘30出库的时间将在生产计划中使用的数量的托盘30出库。由此,部件管理系统2能够抑制部件c的出库所需的时间。
[0160]
在部件输送装置9的数量少于在生产计划中使用的托盘30的数量的情况下,入库指令输出部63能够使多个托盘30分散到与部件输送装置9的数量相同数量的自动仓库6并入库。由此,部件管理系统2能够抑制反而花费入库时间或出库时间的可能性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。