一种薄型热管、薄型热管的制作方法及电子设备
1.本技术是申请日为2018年12月13日、中国申请号为201811527567.9、发明名称为“一种薄型热管、薄型热管的制作方法及电子设备”的发明申请的分案申请。
技术领域
2.本技术涉及热管技术领域,尤其涉及一种薄型热管、薄型热管的制作方法及电子设备。
背景技术:
3.近年来,手机、平板电脑等移动消费电子产品的芯片性能飞速提高,移动消费电子产品的芯片运算能力已经可以驾驭大型3d游戏、影像处理,甚至神经网络领域的复杂计算。各类芯片在处理复杂运算或持续高负载运行时会产生大量热量,而随着芯片计算能力的提高,芯片产生的热量也更多,如果热量不能够及时地扩散出去,将会导致芯片的核心温度过高,出现降频等现象,限制了芯片性能的发挥。
4.为了保证用户的使用体验,手机、平板等电子产品通常具有较轻薄的机身,机身的轻薄导致机身内部空间有限,不利于散热。为了提高电子产品的散热能力,一些厂商将热管(heat pipe,hp)、真空均热板(vapor chamber,vc)、环路热管(loop heat pipe,lhp)等相变散热技术应用在了手机、平板等电子产品中。
5.其中,热管或者均热板等相变散热结构通过内部通道的工质的汽化和冷凝过程实现热循环,带走热量。但是,目前使用的热管为了抽真空和密封需要进行缩管作业,从而在热管两端形成一定长度的缩管区域,缩管区域无法形成通道,不能填充工质,从而导热性能差,并且会占用“寸土寸金”的电子设备内部空间。均热板的体积大、重量大,不利于电子设备减重,并且均热板周围通常采用焊接工艺密封,当前最小的焊边宽度为2.5mm,焊边处无法形成通道,导热性能差;目前在手机上应用的均热板长边宽度约为12mm左右,而两侧焊边宽度就达5mm,严重影响了散热性能。
技术实现要素:
6.本技术提供了一种薄型热管、薄型热管的制作方法及电子设备,以解决现有技术中相变散热结构散热性能差的问题。
7.第一方面,本技术提供了一种薄型热管,包括:具有空腔的管体,管体两端包括收敛部,收敛部的空腔截面积向远离管体中心的方向逐渐减小,并在管体末端形成密闭的封口;空腔内设置有毛细结构和工质。
8.根据上述提供的薄型热管,整个管体内部都具有空腔,与其他具有缩管结构的热管相比,当管体长度相同时,本技术的薄型热管的空腔体积更大,长度更长,可以能够容纳更多的毛细结构和工质,并且工质的冷凝和汽化的循环距离更长,有利于提高工质的冷凝效果,提高热管的导热能力,因此,本技术提供的薄型热管散热性能更好。当本技术的薄型热管应用在手机、平板电脑等电子产品的芯片散热设计中时,能够有效降低芯片温度,避免
芯片在高温下出现降频现象,使芯片性能得到充分发挥。
9.在一种可能的方式中,毛细结构包括丝束介质,丝束介质沿管体轴线方向设置,将空腔隔断成多个腔道。
10.由此,丝束介质将空腔隔断成多个腔道,腔道对工质具有引流作用,薄型热管在使用时,工质在热管的蒸发段吸收热量并汽化成蒸汽,蒸汽在汽化产生的局部高压作用下沿腔道向热管的冷凝段流动;在冷凝段,工质释放热量并凝结成液体,在丝束介质的毛细作用下返回蒸发段,实现相变循环。由于本技术的薄型热管两端在收敛部也具有空腔,因此丝束介质可以从管体的一端设置到管体的另一端,所形成的腔道能够贯通整个管体,从而充分利用管体长度,因此工质在冷凝段的冷凝距离更长,冷凝更充分,有利于提高薄型热管的散热性能。
11.在一种可能的方式中,毛细结构还包括网格介质,网格介质设置在管体的内壁,丝束介质贴合在网格介质上。
12.由此,通过网格介质与丝束介质能够协同作用,可以提高毛细能力,并且,由于网格介质设置在管体的内壁,当工质被吸附在网格介质上时,可以与管体充分接触,有利于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
13.在一种可能的方式中,管体包括多个隔断片,隔断片将空腔隔断成多个腔道。
14.其中,腔道对工质具有引流作用,能够促进工质在空腔内形成相变循环,并且,隔断片可以增加工质与管体的接触面积,有利于于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
15.在一种可能的方式中,毛细结构包括丝束介质,丝束介质设置在腔道中。
16.由此,设置丝束的腔道形成毛细通道,没有设置丝束的腔道形成蒸汽通道,从而,毛细通道用于液态工质的回流,蒸汽通道用于气态工质的传输,使工质形成稳定的相变循环,有利于提高薄型热管的散热性能。
17.在一种可能的方式中,毛细结构包括网格介质,网格介质由隔断片支撑设置在管体的内壁。
18.由此,网格介质在隔断片的支撑下紧贴管体的内壁,当工质被吸附在网格介质上时,可以与管体充分接触,从而,有利于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
19.在一种可能的方式中,收敛部为楔形结构。
20.其中,楔形结构可以通过简单的楔形夹具夹压管体两端形成,加工成本低,结构简单,由此,使用本技术的薄型热管的电子产品的生产成本更低。
21.在一种可能的方式中,封口通过焊接封合。
22.由于封口位于管体的末端,封口区域很小,因此,使用焊接方式能够将封口可靠密封,又不会对薄型热管的结构产生明显的影响(例如变形、焊缝缺陷等)。由此,与现有的热管密封方式相比,本技术的薄型热管的空腔密封区域更小、密封方式更简单、密封可靠性更高,有利于降低热管的加工成本。
23.在一种可能的方式中,毛细结构从管体的一端封口延伸到管体的另一端封口。
24.由此,管体的整个空腔内都具有毛细结构,管体的长度得到最充分的利用,工质的
冷凝和汽化的循环距离最长,在管体长度一定的情况下,工质的冷凝效果最好,热管的导热能力最强。
25.在一种可能的方式中,封口包括平直形封口、斜口形封口、阶梯形封口和/或曲线形封口中的任意一种或几种。
26.由此,封口可以根据电子产品的空间结构和设计需求被加工成各种形状,从而,使薄型热管的空间兼容性更强,应用更灵活。
27.第二方面,本技术提供了另一种薄型热管,包括:具有空腔的管体,所述管体包括在所述管体的一端压合形成的收敛部和位于所述收敛部之间的中间部,所述收敛部在所述管体末端形成密闭的封口;所述空腔从所述管体一端的所述封口延伸至所述管体的另一端的所述封口;所述收敛部的宽度大于或者等于所述中间部的宽度;所述空腔内设置有工质。
28.根据上述提供的薄型热管,整个管体内部都具有空腔,与其他具有缩管结构的热管相比,当管体长度相同时,本技术的薄型热管的空腔体积更大,长度更长,可以能够容纳更多的工质,并且工质的冷凝和汽化的循环距离更长,有利于提高工质的冷凝效果,提高热管的导热能力,因此,本技术提供的薄型热管散热性能更好。当本技术的薄型热管应用在手机、平板电脑等电子产品的芯片散热设计中时,能够有效降低芯片温度,避免芯片在高温下出现降频现象,使芯片性能得到充分发挥。
29.第三方面,本技术提供了另一种薄型热管,包括:具有空腔的管体,所述空腔从所述管体一端延伸至所述管体的另一端,所述空腔内设置有工质,所述管体包括设置在所述空腔内的多个隔断片,所述隔断片将所述空腔隔断成多个腔道。
30.根据上述提供的薄型热管,腔道对工质具有引流作用,能够促进工质在空腔内形成相变循环,并且,隔断片可以增加工质与管体的接触面积,有利于于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
31.第四方面,本技术提供了一种薄型热管的制作方法,包括以下步骤:在管体的空腔布置毛细结构。利用治具压合管体一端,形成收敛部,收敛部的空腔截面积向远离管体中心的方向逐渐减小,并在管体末端形成密闭的封口。从管体另一端将空腔抽真空并注入工质。利用治具压合管体另一端,形成收敛部。利用冲压工具将管体压成扁平形状。将封口通过焊接封合。
32.由此,本技术提供的薄型热管的制作方法,工艺流程简单、生产良率高。并且,使用本技术的方法制作的薄型热管,管体的空腔一直延伸到管体的末端,空腔长度更长,工质的冷凝和汽化的循环距离更长,能够与热源接触的有效散热区域更大,有利于提高工质的冷凝效果,此外,空腔的体积更大,可以能够容纳更多的毛细结构和工质,有利于提高热管的导热能力,因此,使用本技术的方法制作的薄型热管散热性能更好。当该薄型热管为手机、平板电脑等电子产品的芯片散热设计中时,能够有效降低芯片温度,避免芯片在高温下出现降频现象,使芯片性能得到充分发挥。
33.在一种可能的方式中,毛细结构包括丝束介质,丝束介质沿管体轴线方向设置,丝束介质在管体被压成扁平形状后将空腔隔断成多个腔道。
34.由此,丝束介质在管体被压成扁平形状后将空腔隔断成多个腔道,薄型热管在使用时,工质在热管的蒸发段吸收热量并汽化,在汽化产生的局部压力作用下沿腔道向热管
的冷凝段流动;在冷凝段,工质释放热量并凝结成液体,在丝束介质的毛细作用下返回蒸发段,实现相变循环。由于本技术的薄型热管两端的收敛部也具有空腔,丝束介质可以从热管的一端延伸设置到热管的另一端,充分利用热管长度,因此工质在冷凝段的冷凝距离更长,冷凝成充分,有利于提高薄型热管的散热性能。
35.在一种可能的方式中,毛细结构还包括网格介质,网格介质设置在管体的内壁,丝束介质在管体被压成扁平形状后贴合在网格介质上。
36.由此,通过网格介质与丝束介质能够协同作用,可以提高毛细能力,并且,网格介质在管体被压成扁平形状后会紧贴在管体的内壁,当工质被吸附在网格介质上时,可以与管体充分接触,有利于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
37.在一种可能的方式中,管体包括多个隔断片,隔断片在管体被压成扁平形状后将空腔隔断成多个腔道。
38.其中,腔道对工质具有引流作用,能够促进工质在空腔内形成相变循环,并且,隔断片可以增加工质与管体的接触面积,有利于于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
39.在一种可能的方式中,毛细结构包括丝束介质,丝束介质布置在隔断片之间,以使管体被压成扁平形状后,丝束介质位于腔道中。
40.由此,当管体被压成扁平形状后,丝束被固定在隔断片形成的腔道中,形成毛细通道,没有布置丝束的腔道形成蒸汽通道,从而,毛细通道和蒸汽通道划分明确,在热管两端的收敛部连通,使工质形成稳定的相变循环,有利于提高薄型热管的散热性能。
41.在一种可能的方式中,毛细结构包括网格介质,网格介质设置在隔断片的相对侧,以使管体被压成扁平形状后,隔断片将网格介质支撑在管体的内壁。
42.由此,网格介质在隔断片的支撑下紧贴管体的内壁,当工质被吸附在网格介质上时,可以与管体充分接触,从而,有利于于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
43.第五方面,本技术提供了另一种薄型热管的制作方法,包括以下步骤:利用治具压合管体一端,形成收敛部和位于所述收敛部之间的中间部,所述收敛部在所述管体末端形成密闭的封口。从所述管体另一端将所述空腔抽真空并注入工质。利用治具压合所述管体另一端,形成另一端的所述收敛部和所述封口。利用冲压工具将所述管体压成扁平形状。将管体两端的所述封口通过焊接封合,以使所述空腔从所述管体一端的所述封口延伸至所述管体的另一端的所述封口,以及所述收敛部的宽度大于或者等于所述中间部的宽度。
44.由此,本技术提供的薄型热管的制作方法,工艺流程简单、生产良率高。并且,使用本技术的方法制作的薄型热管,管体的空腔一直延伸到管体的末端,空腔长度更长,工质的冷凝和汽化的循环距离更长,能够与热源接触的有效散热区域更大,有利于提高工质的冷凝效果,此外,空腔的体积更大,可以能够容纳更多的工质,有利于提高热管的导热能力,因此,使用本技术的方法制作的薄型热管散热性能更好。当该薄型热管为手机、平板电脑等电子产品的芯片散热设计中时,能够有效降低芯片温度,避免芯片在高温下出现降频现象,使芯片性能得到充分发挥。
45.第六方面,本技术提供了另一种薄型热管的制作方法,包括以下步骤:在管体的空
腔布置多个隔断片。利用冲压工具将所述管体压成扁平形状,所述隔断片将所述空腔隔断成多个腔道。
46.由此,本技术提供的薄型热管的制作方法,工艺流程简单、生产良率高。并且,本技术的方法制作的薄形热管,腔道对工质具有引流作用,能够促进工质在空腔内形成相变循环,并且,隔断片可以增加工质与管体的接触面积,有利于于工质在蒸发段更充分吸收管体从热源获得的热量,以及在冷凝段将热量更彻底地从管体散发出去,从而,提高薄型热管的散热性能。
47.第七方面,本技术提供了一种电子设备,该电子设备包括本技术提供的薄型热管,该薄型热管用于为电子产品的芯片散热。
48.其中,薄型热管可以贴合在电子设备的系统芯片(system on a chip,soc)、调制解调器芯片(modem)和wi
‑
fi芯片等发热量较大的芯片上。由于本技术提供的薄型热管的导热效果更好,因此能够更高效地将带走芯片产生的热量,降低芯片的温度,从而能够保证芯片在长时间高负载运行的情况下,也不会因为温度过高而出现降频现象,使芯片的性能得到充分稳定的发挥,进而提高电子设备的整体性能,提升用户体验。
附图说明
49.图1示出了一种采用热管散热技术的电子设备内部结构示意图;
50.图2示出了一种采用均热板散热技术的电子设备内部结构示意图;
51.图3为本技术提供的一种薄型热管的结构示意图;
52.图4为本技术示出的薄型热管的管体形状示意图;
53.图5为本技术提供的薄型热管的应用场景示意图;
54.图6为本技术提供的工质的相变循环示意图;
55.图7为本技术提供的一种毛细结构的示意图;
56.图8为包含丝束介质的薄型热管的热循环示意图;
57.图9为本技术提供的另一种毛细结构的示意图;
58.图10为本技术提供的一种管体结构示意图;
59.图11为本技术提供的另一种管体结构示意图;
60.图12为本技术提供的另一种管体结构示意图;
61.图13为本技术提供的另一种毛细结构的示意图;
62.图14为本技术提供的另一种毛细结构的示意图;
63.图15为本技术提供的另一种毛细结构的示意图;
64.图16为本技术提供的另一种毛细结构的示意图;
65.图17为本技术提供的薄型热管的封口结构示意图;
66.图18为本技术提供的薄型热管的收敛部的形状示意图;
67.图19为本技术提供的一种薄型热管的制作方法的流程图;
68.图20为本技术提供的一种薄型热管的制作方法的操作示意图;
69.图21为本技术提供的一种毛细结构的布置方法示意图;
70.图22为本技术提供的另一种毛细结构的布置方法示意图;
71.图23为本技术提供的一种管体的制作方法的示意图;
72.图24为本技术提供的另一种毛细结构的布置方法示意图;
73.图25为本技术提供的另一种毛细结构的布置方法示意图;
74.图26为本技术提供的另一种毛细结构的布置方法示意图;
75.图27为本技术提供的另一种毛细结构的布置方法示意图;
76.图28为本技术提供的一种电子设备的结构示意图。
77.图示说明:
78.其中,10
‑
管体,11
‑
收敛部,12
‑
隔断片,13
‑
封口,20
‑
空腔,21
‑
腔道,211
‑
毛细通道,212
‑
蒸汽通道,30
‑
毛细结构,31
‑
丝束介质,32
‑
网格介质,40
‑
工质,50
‑
主板,60
‑
芯片,100
‑
薄型热管。
具体实施方式
79.在对本技术实施例的技术方案说明之前,首先结合附图对本技术实施例的技术场景进行说明。
80.为了提高手机、平板电脑等电子产品的散热能力,降低电子产品的内部芯片在处理复杂运算或持续高负载运行时的温度,一些厂商将热管(heat pipe,hp)、真空均热板(vapor chamber,vc)、环路热管(loop heat pipe,lhp)等相变散热技术应用在了电子产品中。
81.图1示出了一种采用热管散热技术的电子设备内部结构示意图。如图1所示,在电子设备主板的系统芯片(system on a chip,soc)上方设置有热管,该热管通过内部通道的工质的汽化和冷凝过程实现热循环,为soc散热。但是,目前的使用的热管在制作时为了将内部通道抽真空和密封需要进行缩管作业,从而在热管两端形成一定长度(每端接近10mm)的缩管区域,缩管区域由于无法形成通道,导热性能差,因此,芯片和热管的缩管区域应该采取规避布局设计,避免接触;并且,例如手机、平板电脑等电子设备在机身设计上通常追求轻薄,机身内部空间十分有限,因此,缩管区域无意义的占据机身空间,也与机身的轻薄设计方向相矛盾;另外,由于缩管区域的存在,热管具有内部通道的有效区域的长度减小,也影响热管的散热性能。
82.图2示出了一种采用均热板散热技术的电子设备内部结构示意图。如图2所示,电子设备主板的soc所在区域覆盖有均热板,与图1所示的热管原理相似,均热板通过内部工质的汽化和冷凝过程实现热循环,为soc散热。但是,目前的均热板在密封时会在四周形成宽度不小于2.5mm的密封边,密封边所在的区域无法形成通道,从而无意义的占据机身空间,与机身的轻薄设计方向相矛盾;由于密封边的存在,均热板的有效散热面积变小,影响了均热板的散热性能;另外,由于均热板中量较大,会导致电子设备变重,影响用户使用体验。
83.为了解决上述问题,本技术提供了一种薄型热管。图3为本技术提供的一种薄型热管的结构示意图。如图3所示,该薄型热管包括:具有空腔20的管体10,管体10两端包括收敛部11,收敛部11的空腔20截面积向远离管体10中心的方向逐渐减小,并在管体10末端形成密闭的封口13;空腔20内设置有毛细结构30和工质40。
84.其中,管体10为金属材质,例如铜、铝、碳钢、不锈钢、合金钢等,管体10优选可以是扁平形管体10,可通过圆形管体10压扁后形成,厚度较小,与芯片的接触面积更大,从而有
利于提高芯片散热效果和降低电子设备的厚度。另外,管体10也可以是圆形管体10,或者其他异性管体10,例如:椭圆形、正方形、矩形、波纹形管体10等,本技术对薄型热管的管体10形状不做具体限定。
85.在管体10的收敛部11,管体10的壁面沿远离管体10中心方向逐渐靠近,使管体10的空腔20截面积在收敛部11沿远离管体10中心方向逐渐减小,直至在管体10末端接触形成密封的封口13,该封口13可以通过焊接工艺进行封合,例如:气焊、电弧焊(如:氩气保护焊)、电阻焊、激光焊接和感应焊接等工艺,使管体10的空腔20密闭,封存空腔20内的工质。进一步地,管体10的收敛部11可以使用具有楔形夹口的治具压合管体10的两端形成,从而使收敛部11呈现楔形形状,此外,通过治具压合能够使管体10末端的封口13呈现“一”字形结构,有利于通过焊接工艺对封口13进行封合,提高封口13的封合效果,保证空腔20密闭的可靠性。
86.另外,空腔20内的工质40在非受热情况下为具有良好流动性的液体,在吸热后可由液体状态汽化成蒸汽,通过在液体和蒸汽之间的相变以及在空腔20内的循环带走芯片产生的热量,从而为芯片散热。本技术中,工质40例如可以是氟利昂、氨、丙酮、甲醇、乙醇、庚烷和水等物质以及上述物质的组合物。
87.另外,毛细结构30可以是丝束介质31或者网格介质32,能够使工质40在毛细结构30上产生吸附力和表面张力,使工质40在不借助任何外力的情况下沿毛细结构30移动,从而促进工质40在空腔20内的流动。
88.另外,如图4所示,为本技术示出的薄型热管的管体形状示意图。根据电子设备中芯片在主板50上的布局,波形热管管体10可以是直管,也可以是各种形态的弯管,本技术对薄型热管管体10的形状不做具体限定。
89.图5为本技术提供的薄型热管的应用场景示意图。
90.如图5所示,薄型热管压盖在电子设备的主板50上,并与主板50上的soc、wi
‑
fi芯片、调制解调器芯片和电源管理芯片等主要发热芯片60接触,其中,可以在薄型热管与芯片60的接触面设置石墨烯贴片或者导热硅脂等导热介质,填充薄型热管与芯片60之间的缝隙,以提高导热效果。由此,薄型热管在靠近芯片60的一端,包括收敛部11在内,成为蒸发段;在远离芯片60的一端,包括收敛部11在内,形成冷凝段,通过工质在蒸发段和冷凝段的相变循环,为芯片60散热。
91.图6为本技术提供的工质的相变循环示意图。如图6所示,当电子设备运行时,芯片产生的热量通过管体10被蒸发段的工质吸收,使工质的温度升高并汽化成蒸汽,工质在汽化的一瞬间使蒸发段产生局部高气压,驱使蒸汽向冷凝段迅速流动,由于冷凝段的温度较低,蒸汽在冷凝段释放热量并凝结成液态,工质释放出的热量由冷凝段的管体10向外界辐射出去,同时,同时液态的工质借由毛细结构30的毛细作用流动返回到蒸发段,实现工质的相变循环。
92.由以上技术方案可知,本技术提供的薄型热管,整个管体内部都具有空腔,与其他具有缩管结构的热管相比,当管体长度相同时,本技术的薄型热管的空腔积更大,长度更长,可以能够容纳更多的毛细结构和工质,并且工质的冷凝和汽化的循环距离更长,有利于提高工质的冷凝效果,提高热管的导热能力,因此,本技术提供的薄型热管散热性能更好。当本技术的薄型热管应用在手机、平板电脑等电子产品的芯片散热设计中时,能够有效降
低芯片温度,避免芯片在高温下出现降频现象,使芯片性能得到充分发挥。
93.进一步如图6所示,在一种可能的方式中,毛细结构30可以从管体10的一端封口13延伸到管体的另一端封口13。从而,管体10的整个空腔20内都具有毛细结构30,管体10的长度得到充分的利用,工质40的冷凝和汽化的循环距离较长,在管体10长度一定的情况下,工质40的冷凝效果好,热管的导热能力强。
94.图7为本技术提供的一种毛细结构的示意图。
95.如图7所示,在一个实施例中,毛细结构30包括丝束介质31,丝束介质31沿管体10轴线方向设置,将空腔20隔断成多个腔道21。其中,丝束介质31可以具有多孔结构,使工质通过丝束介质31的毛细作用在多孔结构中穿梭,实现流动。空腔20内可以设置一根或者多根丝束介质31,从而将空腔20隔断成不同数量的腔道21,例如,如果空腔20内设置一根丝束介质31,能够把空腔20隔断成两个腔道21,如果空腔20内设置两根丝束介质31,能够把空腔20隔断成三个腔道21,以此类推。
96.图8为包含丝束介质的薄型热管的热循环示意图。如图8所示,在蒸发段,工质汽化成蒸汽后,在局部高气压的驱使下进入腔道21,并在腔道21的引流作用下,沿腔道21向冷凝段迅速流动;在冷凝段,工质释放热量凝结成液态,并在丝束介质31的毛细作用下回流到蒸发段,实现工质的相变循环。
97.由此,每个腔道21与其相邻的丝束介质31形成了独立的循环回路,使工质的蒸汽流动更平稳和均匀,有利于提高薄型热管的散热能力。并且,丝束介质31能够对热管的结构起到支撑作用,从而提高薄型热管的强度。另外,由于本技术的薄型热管两端在收敛部11也具有空腔20,因此丝束介质31可以从管体10的一端设置到管体10的另一端,所形成的腔道21能够贯通整个管体10,从而充分利用管体10的长度资源,因此工质在冷凝段的冷凝距离更长,冷凝更充分,有利于提高薄型热管的散热性能。
98.图9为本技术提供的另一种毛细结构的示意图。
99.如图9所示,在一个实施例中,毛细结构30在图8示出的结构基础上还包括网格介质32,网格介质32设置在管体10的内壁,丝束介质31贴合在网格介质32上。网格介质32可以由单层网格片或多层网格片组成,当网格介质32由多层网格片组成时,远离管体10内壁的网格片的网格可以较小,提供更强的毛细能力,靠近管体10内壁的网格片的网格可以较大,提供更小的流动阻力,促进工质从冷凝段向蒸发段回流。进一步如图9所示,当毛细结构30包括丝束介质31和网格介质32时,可以有以下几种布局设计:
100.如图9的布局(a)所示,毛细结构30由一根丝束介质31和一片网格介质32组成。其中,网格介质32设置在管体10的内壁,丝束介质31一侧与网格介质32接触,另一侧与管体10的内壁接触,将空腔20隔断成两个腔道21,丝束介质31优选设置在空腔20的中心,使两个腔道21的截面大小相等,有利于工质的相变循环过程在空腔20内均匀进行,提高薄型热管的散热性能。
101.如图9的布局(b)所示,毛细结构30由一根丝束介质31和两片网格介质32组成。其中,两片网格介质32对称且相对地设置在管体10的内壁,丝束介质31设置在两片网格介质32中间的空腔20内,并分别与两片网格介质32接触。由此,蒸汽形态的工质在冷凝段冷凝后,在靠近管体10的位置可以通过网格介质32的毛细作用回流到蒸发段,在远离管体10的位置可以通过丝束介质31的毛细作用回流到蒸发段,从而能够加快工质的回流速度,进而
提高薄型热管的散热性能。
102.如图9的布局(c)所示,毛细结构30由多根丝束介质31和一片网格介质32组成。与布局(a)的结构相比,丝束介质31和腔道21的数量更多,毛细作用更强,工质的回流速度更快,从而薄型热管的散热性能更强。
103.如图9的布局(d)所示,毛细结构30由多根丝束介质31和两片网格介质32组成。与布局(b)的结构相比,丝束介质31和腔道21的数量更多,毛细结构30的分布更加密集均匀,毛细作用更强,工质的回流速度更快,从而薄型热管的散热性能更强。
104.由此,通过网格介质32与丝束介质31能够协同作用,可以提高毛细能力,并且,由于网格介质32设置在管体10的内壁,当工质被吸附在网格介质32上时,可以与管体10充分接触,有利于工质在蒸发段更充分吸收芯片产生的热量,以及在冷凝段将热量更彻底地从管体10散发出去,从而,提高薄型热管的散热性能。
105.图10为本技术提供的一种管体结构示意图。
106.如图10所示,在一个实施例中,管体10的内壁包括多个隔断片12,隔断片12将空腔20隔断成多个腔道21。其中,隔断片12与管体10可以为一体结构,沿管体10轴线方向延伸,隔断片12可以仅设置在管体10的蒸发段和冷凝段之间的中段区域,在管体10的蒸发段和冷凝段不设置隔断片12,从而使腔道21在管体10的蒸发段和冷凝段相互连通,提高工质的流动性,进而提高工质的相变循环效率。另外,进一步如图10所示,当薄型热管采用扁平形管体10时,隔断片12沿管体10截面的宽度方向并列设置,从而将空腔20隔断成多个沿管体10截面的宽度方向并列的腔道21;另外,并列设置的隔断片12能够对管体10起到支撑作用,防止管体10在受到外力作用时产生形变。
107.图11为本技术提供的另一种管体结构示意图。
108.如图11所示,在一个实施例中,在图11示出的管体10结构的基础上,为了减轻薄型热管的重量,隔断片12可以设置成间断结构,从而达到减轻薄型热管重量的目的。
109.图12为本技术提供的另一种管体结构示意图。
110.在一个实施例中,如果薄型热管为弯管,则薄型热管在制作时需要对管体10进行弯折以形成弯曲段,那么,如果弯曲段内设置有隔断片12,则在管体10折弯的过程中可能导致隔断片12的变形,从而造成腔道21的变形和管体10结构损坏,因此,如图12所示,隔断片12只设置在管体10的平直段,从而,在对管体10进行弯折时,不会影响到隔断片12的结构形态,防止隔断片12产生变形,同时,还能达到减轻薄型热管重量的目的。
111.在一些实施例中,当管体10包括隔断片12时,本技术提供的薄型热管还可以包括以下几种毛细结构30。
112.图13为本技术提供的另一种毛细结构的示意图。
113.如图13所示,在一个实施例中,管体10包括两个平行间隔设置的隔断片12,将空腔20隔断成三个腔道21。毛细结构30包括一根丝束介质31,该丝束介质31设置在两个隔断片12之间的腔道21中,由此,两个隔断片12之间的腔道21由于丝束介质31的存在形成毛细通道211,其余两个腔道21形成腔道21蒸汽通道212。那么,薄型热管在使用时,工质在热管的蒸发段吸收热量并汽化,在汽化产生的局部压力作用下,被挤压到腔道21蒸汽通道212中,并通过腔道21蒸汽通道212流向热管的冷凝段;在冷凝段,工质释放热量并凝结成液体,在丝束介质31的毛细作用下进入毛细通道211,并通过毛细通道211返回蒸发段,实现相变循
环。从而,工质相变循环的路径更加明确,相变循环更加稳定,有利于提高薄型热管的散热性能。
114.图14为本技术提供的另一种毛细结构的示意图。
115.如图14所示,在一个实施例中,管体10包括多于两个平行间隔设置的隔断片12,将空腔20隔断成多于三个腔道21。毛细结构30包括多根丝束介质31,这些丝束介质31间隔地设置在隔断片12形成的腔道21中,形成毛细通道211与腔道21蒸汽通道212交替排列的结构。那么,薄型热管在使用时,工质在热管的蒸发段吸收热量并汽化,在汽化产生的局部压力作用下,被分散挤压到多个腔道21蒸汽通道212中,并通过腔道21蒸汽通道212流向热管的冷凝段;在冷凝段,工质释放热量并凝结成液体,并被距离工质最近的丝束介质31吸附,并在丝束介质31的毛细作用下进入到距离工质最近的毛细通道211内,通过毛细通道211返回蒸发段,实现相变循环。从而,工质在空腔20内产生多个相变循环的回路,相变循环效率更高,特别是当管体10呈扁平形并且空腔20截面较大时,这种能够产生多相变循环回路的毛细结构30设计能够使工质在空腔20内的分布更加均匀,相变循环更加稳定,从而有利于提高薄型热管的散热性能。
116.图15为本技术提供的另一种毛细结构的示意图。
117.如图15所示,在一个实施例中,管体10包括多个平行间隔设置的隔断片12,将空腔20隔断成多个腔道21,毛细结构30包括网格介质32,网格介质32由隔断片12支撑设置在管体10的内壁。那么,薄型热管在使用时,工质被吸附在网格介质32上,与管体10充分接触,从而在蒸发段,工质能够高效地吸收芯片产生的热量,工质吸收热量汽化后,在汽化产生的局部压力作用下,被分散挤压到各个腔道21中,并通过腔道21流向热管的冷凝段;在冷凝段,工质释放热量并凝结成液体,并被网格介质32吸附,并在网格介质32的毛细作用下回流到蒸发段,实现相变循环。
118.图16为本技术提供的另一种毛细结构的示意图。
119.如图16所示,在一个实施例中,毛细结构30在图15所示结构的基础上还包括丝束介质31,丝束介质31间隔地设置在隔断片12形成的腔道21中,形成毛细通道211与腔道21蒸汽通道212交替排列的结构。由此,与图14和图15示出的毛细结构30相比,图16示出的毛细结构30的毛细作用更强,使薄型热管具有更好的散热性能。
120.需要补充说明的是,本技术图7、图9、图13
‑
图16示出的毛细结构仅仅是本技术可实现的部分实施例,而不是全部实施例,本领域技术人员可以在本技术示出的毛细结构的技术启发下,根据薄壁热管的管体大小、芯片的发热量大小和成本等因素,合理选择丝束介质和网格介质的数量和布局方式,能够在此处应用的设计均没有超出本技术的保护范围。
121.图17为本技术提供的薄型热管的封口结构示意图。
122.如图17所示,在一些实施例中,封口13可以根据电子产品的空间结构和设计需求被加工成各种形状,例如平直形封口(图17的a结构)、斜口形封口(图7的b结构)、阶梯形封口(图17的c结构),以及曲线形封口(图17的d结构)等。从而,使薄型热管的空间兼容性更强,应用更灵活。
123.图18为本技术提供的薄型热管的收敛部的形状示意图。
124.如图18所示,在一些实施例中,收敛部11除楔形结构以外,还可以包括弧形结构(图18的a结构)或坡形结构(图18的b结构)等,能够形成空腔20的收敛部11的设计和构思均
没有超出本技术的保护范围。
125.本技术还提供了一种薄型热管的制作方法,该方法用于制作上述实施例示出的薄型热管。
126.图19为本技术提供的一种薄型热管的制作方法的流程图。
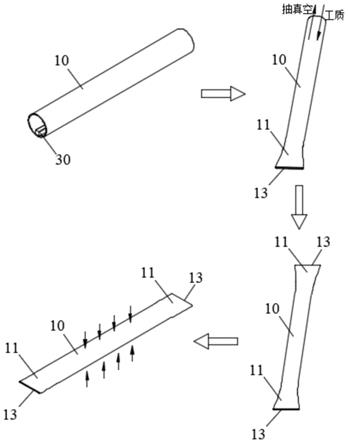
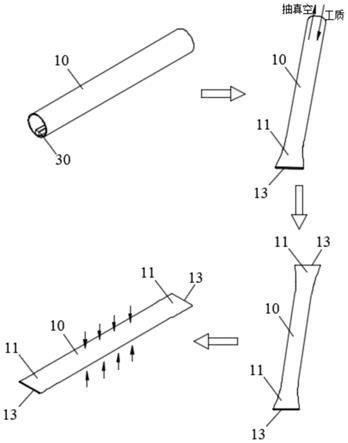
127.图20为本技术提供的一种薄型热管的制作方法的操作示意图。
128.如图19和图20所示,该方法包括以下步骤:
129.步骤a,在管体10的空腔20布置毛细结构30。毛细结构30可以从管体10的一个末端布置到管体10的另一个末端,当管体10封闭形成空腔20后,工质在空腔20内的任何位置都可以受到毛细作用而产生流动。
130.步骤b,利用治具压合管体10一端,形成收敛部11,收敛部11的空腔20截面积向远离管体10中心的方向逐渐减小,并在管体10末端形成密闭的封口13。具体地,治具例如可以具有楔形夹口、弧形夹口,或者坡形夹口等,从而使用治具压合管体10一端能够管体10形成楔形、弧形,或者坡形的收敛部11,并在管体10末端形成密封的封口13。
131.步骤c,从管体10另一端将空腔20抽真空并注入工质。具体地,使用抽真空设备从管体10未被压合的另一端对管体10的空腔20进行抽真空作业,并向真空状态的空腔20内注入工质。
132.步骤d,利用治具压合管体10另一端,形成收敛部11。
133.步骤e,利用冲压工具将管体10压成扁平形状。
134.步骤f,将封口13通过焊接封合。具体地,封口13的焊接可以使用气焊、电弧焊(如:氩气保护焊)、电阻焊、激光焊接和感应焊接等工艺。由于,通过治具压合形成的封口13结构简单,封口13长度较小,因此,通过焊接方法封合封口13能够取得良好的封合效果,保证空腔20密闭的可靠性。
135.其中,管体10可以是薄壁金属圆管,例如铜、铝、碳钢、不锈钢、合金钢等;工质例如可以是氟利昂、氨、丙酮、甲醇、乙醇、庚烷和水等物质以及上述物质的组合物;毛细结构30可以是丝束介质31或者网格介质32,能够使工质在毛细结构30上产生吸附力和表面张力。
136.由以上技术方案可知,本技术提供的薄型热管的制作方法,工艺流程简单、生产良率高。并且,使用本技术的方法制作的薄型热管,管体的空腔一直延伸到管体的末端,管体空腔与其他具有缩管结构的热管相比,当管体长度相同时,本技术的薄型热管的空腔积更大,长度更长,可以能够容纳更多的毛细结构和工质,并且工质的冷凝和汽化的循环距离更长,有利于提高工质的冷凝效果,提高热管的导热能力,因此,本技术提供的薄型热管散热性能更好。当本技术的薄型热管应用在手机、平板电脑等电子产品的芯片散热设计中时,能够有效降低芯片温度,避免芯片在高温下出现降频现象,使芯片性能得到充分发挥。
137.图21为本技术提供的一种毛细结构的布置方法示意图。
138.如图21所示,在一个实施例中,毛细结构30包括至少一根丝束介质31,并且沿管体10轴线方向设置,在步骤a中,可以将丝束介质31集中并且间隔地固定在管体10一侧内壁上,从而当管体10在步骤e被压成扁平形状后,毛细结构30与管体10的对侧内壁相接触,将空腔20隔断成多个腔道21。
139.图22为本技术提供的另一种毛细结构的布置方法示意图。
140.如图22所示,在一个实施例中,毛细结构30在图21示出的结构基础上还包括网格
介质32,该网格介质32固定在管体10的内壁,与丝束介质31固定的位置相对,从而当管体10在步骤e被压成扁平形状后,丝束介质31能够贴合在网格介质32上。
141.图23为本技术提供的一种管体的制作方法的示意图。
142.如图23所示,在一个实施例中,管体10包括多个隔断片12,隔断片12可以通过以下步骤形成:
143.首先,在步骤a之前,通过机械加工方式对实心圆管或者具有一定壁厚的空心圆管进行去除加工,例如,钻孔、铣削等,得到具有薄壁的管体10,并且在管体10一侧的管壁间隔地形成多个向管体10轴心方向延伸的隔断片12。然后,在步骤e中,通过将管体10压成扁平形状,使突起结构末端与对侧的管壁接触,从而将空腔20隔断成多个腔道21。
144.在一些实施例中,当管体10包括隔断片12时,毛细结构30还可以包括以下布置方法。
145.图24为本技术提供的另一种毛细结构的布置方法示意图。
146.在一个实施例中,管体10通过机械加工方式形成两个向管体10轴心方向延伸的隔断片12,毛细结构30包括一根丝束介质31,该丝束介质31固定在两个隔断片12之间,从而当管体10在步骤e被压成扁平形状后,丝束介质31位于隔断片12形成的腔道21中。
147.图25为本技术提供的另一种毛细结构的布置方法示意图。
148.在一个实施例中,管体10通过机械加工方式形成数量多于两个的向管体10轴心方向延伸的隔断片12,毛细结构30包括多根丝束介质31,丝束介质31间隔地固定在隔断片12之间,从而当管体10在步骤e被压成扁平形状后,丝束介质31间隔地设置在隔断片12形成的腔道21中,形成毛细通道211与腔道21蒸汽通道212交替排列的结构。
149.图26为本技术提供的另一种毛细结构的布置方法示意图。
150.在一个实施例中,管体10通过机械加工方式形成数量多于两个的向管体10轴心方向延伸的隔断片12,毛细结构30包括网格介质32,网格介质32固定在隔断片12的相对侧,从而当管体10在步骤e被压成扁平形状后,隔断片12将网格介质32支撑在管体10的内壁。
151.图27为本技术提供的另一种毛细结构的布置方法示意图。
152.在一个实施例中,毛细结构30在图25示出的布置方式的基础上,还包括网格介质32,网格介质32固定在隔断片12的相对侧,从而当管体10在步骤e被压成扁平形状后,隔断片12将网格介质32支撑在管体10的内壁,并且使网格介质32与丝束介质31相接触。
153.需要补充说明的是,本技术图21、图22、图24
‑
图26示出的毛细结构的布置方法仅仅是本技术可实现的部分实施例,而不是全部实施例,本领域技术人员可以在本技术示出的毛细结构布置方法的技术启发下,根据薄壁热管的管体大小、芯片的发热量大小和成本等因素,合理选择丝束介质和网格介质的数量和其他布置方法,能够在此处应用的设计均没有超出本技术的保护范围。
154.本技术还提供了一种电子设备。
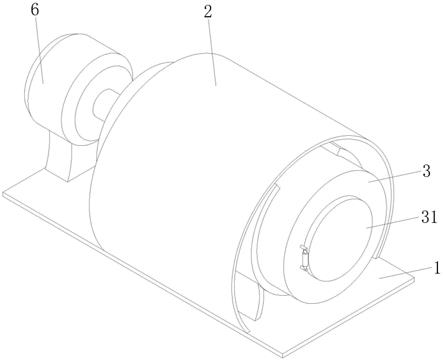
155.图28为本技术提供的一种电子设备的结构示意图。
156.如图28所示,该电子设备包括本技术提供的薄型热管100,该薄型热管100用于为电子产品的芯片60散热。
157.其中,该电子设备具体可以是手机、平板电脑、便携式笔记本电脑、台式个人电脑、移动工作站、台式工作站、服务器设备、计算机主板、显示卡等采用了热管散热技术为芯片
散热的硬件设备。薄型热管100可以贴合在电子设备的系统芯片(system on a chip,soc)、调制解调器芯片(modem)和wi
‑
fi芯片等发热量较大的芯片60上。
158.另外,可以根据芯片60在电子设备的主板50上的布局方式,将薄型热管100弯曲成对应的形状,并压盖在芯片60上方,并可以使用石墨烯贴片或者导热硅脂等导热介质,填充薄型热管100与芯片60之间的缝隙,以提高导热效果。
159.由以上技术方案可知,本技术实施例提供的电子设备,由于薄型热管的导热效果更好,因此能够更高效地将带走芯片产生的热量,降低芯片的温度,从而能够保证芯片在长时间高负载运行的情况下,也不会因为温度过高而出现降频现象,使芯片的性能得到充分稳定的发挥,从而电子设备的整体性能得到提高,提升用户体验。
160.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
161.本领域技术人员在考虑说明书及实践这里公开的申请后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求指出。
162.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。