1.本发明属于表面工程技术领域,具体涉及一种燃料电池极板电辅助梯度涂层制备装置及相应高性能梯度涂层制备方法。
背景技术:
2.氢燃料电池作为一种新型能源装置,使用氢气作为燃料,氧气作为氧化剂,唯一产物是水,具有高效清洁的特点。在汽车、电子产品和国防军事等领域具有广泛的应用前景。其中,双极板作为燃料电池的重要组成部分之一,对于燃料电池的输出性能有着显著影响。双极板主要使用石墨、金属两种基材,其中金属材料因其具有较好的机械性能及低成本等优势,已成为燃料电池双极板的主要材料。双极板一般在高温湿度的酸性环境中工作,需同时具有良好的耐蚀性及导电性。目前,采用单一的金属材料(如不锈钢或钛)制造的极板,难以兼顾耐蚀性与导电性,使用寿命有限。针对这一问题,较广泛的解决方案是在金属极板表面镀覆涂层,例如在钛极板表面涂覆碳涂层,钛极板承担耐蚀功能,碳涂层承担导电功能,从而兼顾耐蚀性与导电性。
3.目前国内大多金属极板的制造,主要通过先冲压再镀膜,此流程生产效率低,不利于大规模制造,且成本较高。一种更理想的制造过程是先镀膜再冲压(预涂层),这样可以大幅度降低成本,但是冲压过程极易造成涂层的破裂,造成涂层失效。以国内目前使用较多的不锈钢极板为例,基材为316l不锈钢,冲压后在其表面通过磁控溅射镀上碳薄膜。采用预涂层的方式,由于磁控溅射制造的碳薄膜较薄且与基体结合强度不高,在冲压过后,薄膜会产生大量裂纹,暴露出来的不锈钢与酸性物质直接接触,产生的有害离子毒化质子膜和催化剂、大幅降低燃料电池的使用寿命。因此,如何提高预涂层的质量,防止冲压过程中涂层的破裂是亟待解决的难题。
4.表面涂层的制备方法主要包含等离子喷涂、激光熔覆及气相沉积等。等离子喷涂法将原料粉末送入高温等离子焰流中,在熔融或半熔融状态下喷射到基体材料上形成涂层。通过对原料粉末的组合及成分进行控制,等离子喷涂法可以方便的控制粉末涂层的形态和梯度,可制备大尺寸涂层,工艺稳定,沉积效率高。该工艺的缺点在于涂层含有空隙且结合强度低。激光熔覆法以激光为热源,将填充材料(粉末、丝材或板材)和基材表面一起熔凝,在基材表面形成熔覆层。激光熔覆法涂层晶粒细小、组织致密,结合强度高,材料选择性广,可以通过多次熔覆形成梯度涂层,但其制备效率低且涂层表面平整度低。气相沉积法利用气相中发生的物理或化学过程在基材表面成膜,涂层成分可控且结合牢固,但是涂层效率低、厚度一般较薄。
5.一般情况下,对于异种材料的连接,由于二者热物性及机械性能存在差异,在结合界面处易产生应力集中现象,进而导致开裂。而通过对结合面材料进行功能梯度设计,就可以大大降低应力集中,因此构建梯度层是提高涂层与基材结合强度的重要手段。
6.经现有文献检索发现,授权公告号为cn104005024a的中国发明专利公开了一种在钛金属表面制备高质量镍基合金涂层的激光熔覆方法,由混合粉压实片预制和激光熔覆处
理二个步骤组成。混合粉压实片预制是指将镍基自熔性合金粉末、氧化镧粉末先用球磨机混合均匀,然后烘干,最后在压力机上压制成片,激光熔覆处理是指将压制片放置在经清洁处理的钛金属表面,然后进行激光熔覆加工。该方法的缺点是:混合粉压实片难以保证压制片表面的平整度,激光熔覆后的涂层表面质量不好;同时,工序较多且对涂层厚度有一定的限制,并且不适用于梯度涂层的制造。
7.又经文献检索发现,授权公告号为cn106381489a的中国发明专利公开了一种激光熔覆挤压涂层制备装置及方法,该装置包括用于放置待加工工件的试样座、与高功率激光器连接的激光熔覆头、压辊,所述试样座固定于工作台上,且工作台能够带动试样座实现至少一个方向的平移运动,所述试样座的底部设置有加热模块;所述激光熔覆头和压辊以一定的间隔距离并列置于待加工工件上方,形成激光熔覆和挤压成型两个工位。该方法的缺点是:只适用于小型板材的涂层制造,加工效率低,并且同样不适用于梯度涂层的制备。
8.再经文献检索发现,授权公告号为cn107457475a的中国发明专利公开了一种金属表面耐磨涂层的涂覆装置及方法,其装置包括两个相对设置且相对转动的圆盘状电极,电极的供电系统,在两个所述圆盘状电极之间设置有金属板基体,在金属板基体设有耐磨粉末涂层,在耐磨粉末涂层覆盖有一层金属箔,金属板基体、耐磨粉末涂层、金属箔组成的焊件经由圆盘状电极挤压加压且由电极转动带动其水平移动,在两个圆盘状电极与焊件接触部位的一侧设有冷水喷淋管。其方法包括如下步骤:金属板基体表面预处理;涂层粉末的铺覆;电阻缝焊焊接;将高熔点金属箔撕下去除后,基体表面制备出一层耐磨涂层。该方法的缺点是:粉末制备成本较高,难以保证金属箔完全去除,工序较多。
技术实现要素:
9.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种适应性强、效率高的燃料电池极板基材电辅助梯度涂层制备装置及方法。
10.本发明的目的可以通过以下技术方案来实现:一种燃料电池极板基材电辅助梯度涂层制备装置,包括传送带,电流控制器,和多个辊压组件,所述的电流控制器分别连接传送带和各辊压组件,所述的辊压组件包括基辊、辊套和调节装置,所述的辊套套在基辊上,辊套的成分为待涂覆材料;金属基板置于传送带上,利用电流在金属基板与辊套间产生的焦耳热熔化待涂覆材料,并通过传送带的运动将材料涂覆在金属基板表面,通过设置多个涂层涂覆工位,得到梯度涂层的有效制备。
11.进一步的,所述的电流控制器输出交流脉冲电流或调幅电流,或者用三相或单相整流、中频、高频的直流,电流大小为2.0~80.0ka。
12.进一步的,所述的传送带在承受1000n以下力时,竖直方向上的形变小于10μm,传送带运动速度为0.01~0.5m/s,且传送带具有良好的导电性。
13.进一步的,所述的传送带替换为外径与辊套外径相同的固定辊,每个辊压组件下均设置一固定辊,固定辊的转动带动金属基板水平运动。
14.进一步的,所述的金属基板置于各对辊压组件与固定辊之间,并在金属基板端头设有滚动电触头,滚动电触头连接电流控制器。
15.进一步的,所述的金属基板为燃料电池金属极板基材,包括不锈钢、钛合金或铝合金,板厚为0.05~0.5mm。
16.进一步的,所述的辊套的材料电阻率为ρ1,金属基板材料的电阻率为ρ2,二者电阻率满足ρ1>ρ2。
17.进一步的,所述辊套与基辊之间主要通过过盈配合、插销固定两种方式来限制二者间的相对运动。
18.进一步的,所述的调节装置通过实时监测辊套与金属基板间的挤压力,通过负反馈控制系统调节辊套的竖直位置,在电辅助涂层过程中保持稳定挤压力,挤压力范围为100~1000n。
19.一种采用所述的装置制备燃料电池极板基材梯度涂层的方法,包括以下步骤:
20.a.金属基板表面预处理
21.去除金属基板表面油污和表面氧化物,可使用乙醇、丙酮等去除金属基板表面油污后,通过打磨或者酸洗去除表面氧化物;
22.b.辊套的准备
23.根据需要涂覆的梯度材料制作多个辊套,将辊套安装在基辊上;
24.c.电辅助涂层制备
25.调整好传送带的速度,根据涂覆材料的熔点及传送带速度确定所需电流大小,调节辊套与基辊初始位置,使辊套与金属基板间始终产生合适且稳定的挤压力,金属基板由传送带带动在水平方向上运动,同时,调节电流控制器输出电流,电流经电源正极、调节装置、基辊、辊套、金属基板、传送带回到电源负极,在焦耳热作用下辊套表面及金属基板表面部分材料熔化,辊套与金属基板接触位置形成一条线性熔池,随着传送带的运动,辊套表面熔池区域的待涂覆材料发生融化并在脱离熔池后固化于金属基板表面形成涂层。
26.通过不同辊套间材料的梯度设置,逐层涂覆最终形成梯度涂层。
27.与现有技术相比,本发明的有益效果在于:
28.1.材料适应性强。具备一定导电性的合金涂层,都可根据此方法制备出梯度涂层。
29.2.加工方便、效率高。将待涂覆材料制成辊套,通过一次放置多个辊套,可以大规模、一次性制作金属表面的梯度涂层,加工效率高,且成本较低。
30.3.涂层与金属基板间结合力强。电阻热使金属基板表层熔化,晶界原子迅速扩散,从而促了涂层材料与金属基体的结合,避免了涂层的剥落情况,解决了一般涂覆材料结合力不够的问题。
31.4、对基体热影响小,涂层厚度可调,涂层表面平整。
32.5、本发明成本低,可保证金属箔完全去除,工序较少。
附图说明
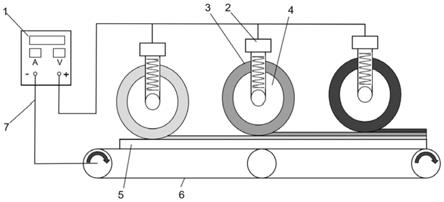
33.图1为本发明的装置示意图;
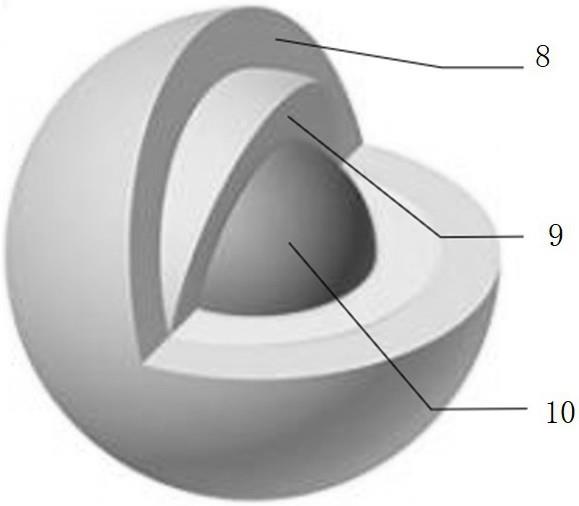
34.图2为电流作用下基板与辊套接触处形成熔池示意图;
35.图3为实施例1中涂覆后金属板效果图;
36.图4为基辊的结构示意图;
37.图5为辊套的结构示意图;
38.图6位辊套与基辊配合插销固定示意图;
39.图7为实施例2中的装置示意图;
40.图中,1
‑
电流控制器,2
‑
调节装置,3
‑
辊套,4
‑
基辊,5
‑
金属基板,6
‑
传送带,7
‑
导线,8
‑
辊套处熔池,9
‑
金属基板处熔池,10
‑
插销,11
‑
滚动电触头,12
‑
固定辊。
具体实施方式
41.下面结合附图和具体实施例对本发明进行详细说明。
42.实施例1:
43.如图1所示,一种燃料电池极板基材电辅助梯度涂层制备装置,包括传送带6,电流控制器1,和多个辊压组件(辊压组件的数量根据梯度涂层的数量决定,本实施例中以4个辊压组件为例),所述的辊压组件包括基辊4、辊套3和调节装置,所述的辊套3套在基辊4上,辊套3与基辊4之间主要通过过盈配合、插销固定两种方式来限制二者间的相对运动。在本实施例中通过插销固定的方式连接,在如图4
‑
6所示,基辊4上设置一凹槽,辊套3上设置对应的凹槽,辊套3套在基辊4后在凹槽处插入插销10,将辊套3固定在基辊4上,辊套3的成分为待涂覆材料。调节装置包括压力传感器,电动缸,实时监测辊套与金属基板间的挤压力,通过负反馈控制系统由电动缸带动调节辊套的竖直位置,在电辅助涂层过程中保持稳定挤压。
44.所述的电流控制器1通过导线7分别连接传送带6和各辊压组件。
45.本实施例中,金属基板5选择316l不锈钢,板厚为0.1mm。
46.采用上述一种燃料电池极板电辅助梯度涂层制备方法,包括以下步骤:
47.a.金属基板表面预处理
48.将不锈钢金属基板5依次放入乙醇、丙酮中,使用超声波清洗后烘干;
49.b.辊套的准备
50.根据需要涂覆的梯度材料制作辊套3,本实施例中涂层主要元素为x、y,为实现梯度涂层的制备,将涂层分为4个梯度,如图3所示,也即使用4个辊套a、b、c、d,辊套3材料如表1所示,根据比例量取两种元素材料,熔化后充分搅拌使其混合均匀,通过常规铸造法制造4个辊套,辊套3的内径略小于基辊4的外径,辊套3制作完成后,将其置于真空炉中加热至一定温度后安装到基辊4上。
51.表1辊套成分
[0052][0053]
c.电辅助涂层制备
[0054]
传送带6运动速度控制为0.05m/s,将金属基板5放置在传送带6中央。根据涂覆材料的熔点及金属基板5的运动速度确定所需电流大小,调节各个基辊及辊套的初始位置,设置好调节装置控制程序,控制辊套3竖直位置,使辊套3与金属基板5间始终产生合适的挤压力100~1000n。打开传送带6开关及电流控制器1开关,金属基板5由传送带6带动在水平方向上运动,当辊套3与金属基板5接触时,电流经电源正极、调节装置2、基辊4、辊套3、金属基板5、传送带6回到电源负极,二者表面部分材料在焦耳热作用下熔化,辊套3与金属基板5接
触位置形成一条线性熔池。如图2所示,由于辊套3电阻率更高,辊套处熔池8较金属基板处熔池9体积更大且温度更高,故辊套处熔池8内液体流动性更好,更易脱离辊套3附着到金属基板5上。随着传送带6的运动,辊套3表面熔池区域融化的待涂覆材料在脱离熔池后固化于金属基板5表面形成涂层,通过4个涂覆工位最后形成4层组分梯度变化的涂层。
[0055]
实施例2:
[0056]
如图7所示,与实施例1的不同之处在于,所述传送带6可替换为4个与辊套外径相同的固定辊12,固定辊12只有一个自由度,连接电源负极的导线7通过滚动电触头11接到金属基板5上。通过固定辊12的旋转带动金属基板5水平运动。
[0057]
上述通过附图所描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制,对于本领域的技术人员而言,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应被视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。