1.本发明涉及一种石英挠性加速度计力矩器性能测量技术,具体涉及一种石英挠性加速度计力矩器稳定处理方法。
背景技术:
2.石英挠性加速度计作为惯性导航系统的关键传感器单元,其误差水平直接决定着惯性系统的导航精度。石英挠性加速度计主要组成包括上力矩器组件、下力矩器组件、摆组件、隔离环、伺服电路及外壳,上下力矩器组件(下文简称力矩器)采用同名磁极对顶布局,在间隙间形成均匀磁场,为摆组件动圈工作提供能量来源。
3.加速度计精度指标体系中关键指标之一为标度因数的重复性,影响标度因数重复性的因素较多,其中力矩器系数的稳定性是决定加速度计标度因数重复性的关键因素,而力矩器系数的稳定性主要取决于力矩器的结构和磁性能的稳定性。为了保证同时提高加速度计的精度,减少因力矩器系数不稳定带来的返工,因此有必要在加速度计组件装配阶段对力矩器采取必要的稳定处理技术,以保证加速度计在使用及贮存期间的标度因数重复性。
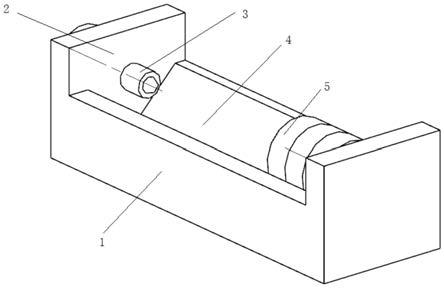
4.力矩器07主要包括轭铁08、磁钢09及磁极片010,如图1所示,主要结构件轭铁采用低线胀系数膨胀合金4j36,各零件之间的固定主要通过胶粘剂实现,因此力矩器的结构稳定性主要取决于粘接固化过程的残余应力释放及胶粘剂老化及蠕变;力矩器主磁路磁通由磁钢n极经磁极片010、气隙011、轭铁08至磁钢s极形成闭合回路,磁路的能量来源于永磁体,因此磁性能的稳定性主要取决于永磁体。
5.永磁体内部电子自旋的排列受到温度的干扰而发生变化,使其磁化强度随着温度的变化而变化,进而导致磁性能的变化。当恢复至同一温度点时,有一部分磁性能可恢复,这部分变化称为可逆变化,此外永磁体组织结构的变化导致磁性能产生不可逆变化(不稳定磁畴在稳定方向重新配置),即使重新充磁后也不能恢复,这部分变化称为不可逆变化。因此力矩器的磁性能稳定处理就是通过预处理将其随温度变化产生的性能衰减尽可能提前处理完毕,使其后期在使用及贮存期间随时间的变化尽可能小。
6.中国专利,公开号为cn106556716b,公开了一种加速度计力矩器稳定处理方法,其主要存在以下不足之处:
7.在稳定处理中温度循环条件设置唯一,无法有效面向不同加速度计生产厂家进行力矩器稳定处理,当温度点、时间及循环次数应用不恰当,会对力矩器的结构稳定性造成影响。
技术实现要素:
8.为了解决目前公开的加速度计力矩器稳定处理方法存在处理温度循环条件单一,无法有效面向不同加速度计生产厂家进行力矩器稳定处理的问题,本发明提供了一种石英挠性加速度计力矩器稳定处理方法。
9.本发明的具体技术方案是:
10.一种石英挠性加速度计力矩器稳定处理方法,包括以下步骤:
11.步骤1:确定合适的力矩器磁性能稳定处理的温度循环条件;
12.步骤1.1:在常温条件下获取力矩器样品中磁钢与轭铁的粘接强度m;
13.步骤1.2:准备和步骤1批次型号相同的若干个力矩器分成x组力矩器样品组,将每组样品组在不同温度条件开始同时进行老化试验,获取x组样品组各自对应的粘接强度m
x
,将满足m
x
≤0.4m的样品组所对应温度条件中的温度点和保温时间作为力矩器稳定处理时所需温度循环条件中的温度点和保温时间;
14.步骤1.3:重新准备和步骤1批次型号相同的若干个力矩器分成y组力矩器样品组,以步骤1.2确定的温度点和保温时间为基础,每组样品组采用不同的温度循环次数,开始同时进行老化试验,获取y组样品组各自对应的粘接强度m
y
,取满足m
y
≤0.6m
x
的样品组所对应温度条件中的温度循环次数中的最小值作为力矩器稳定处理时的温度循环次数;
15.步骤1.4:结合步骤1.2和1.3的结果,获得最终稳定处理温度循环条件。
16.步骤2:对力矩器所使用的永磁体进行高温时效处理,以实现永磁体组织结构稳定;高温时效处理的温度与时间根据永磁体的类型与永磁体生产厂商提供的要求进行设置;
17.步骤3:对力矩器进行粘接装配,对粘接完成的上、下力矩器组件按照工艺流程进行配对;
18.步骤4:将配对完成的至少一对力矩器按照步骤1确定的温度循环条件进行稳定处理。
19.进一步地,上述步骤4中采用夹具将至少一对力矩器装夹后进行稳定处理;所述夹具包括底座、挡板以及调节螺杆;
20.底座上开设有凹槽;
21.凹槽的两端均固定安装有挡板,从而在两个挡板和凹槽之间构成放置力矩器组件的腔室;
22.调节螺杆螺纹在其中一个挡板上,且调节螺杆的一端伸入所述腔室内,另一端位于挡板外侧,用于驱动调节螺杆旋转,从而调节螺杆伸入腔室内的长度。
23.进一步地,上述凹槽为v字形。
24.进一步地,采用夹具夹持多对力矩器时,相邻两对力矩器之间设有隔离块,隔离块上对应力矩器接线柱位置设置有缺口。
25.进一步地,上述调节螺杆与力矩器接触的端部设置为半球状。
26.进一步地,上述步骤2中每组样品组在不同温度条件具体为:每组样品组的试验环境中低温温度点和高温温度点不同,保温时间和温度循环次数相同。
27.进一步地,上述低温温度点选取
‑
40℃或
‑
50摄氏度。
28.进一步地,上述m
x
和m
y
均采用求平均值的方式获取。
29.本发明的有益效果在于:
30.1、本发明提出了对同一厂家或使用同一种胶粘剂的力矩器提前通过试验获取稳定处理所需温度循环条件之后再对力矩器进行稳定处理,既保证了力矩器磁性能稳定处理的效果,又保证了加速度计力矩器的可靠性。
31.2、本发明提出了用于力矩器对顶稳定处理的工装,结构简单、可靠,操作方便,可在上、下力矩器组件的真实装配条件下实现力矩器的稳定处理,最终能够真实有效获取加速度计稳定处理效果。
附图说明
32.图1为力矩器的结构示意图。
33.图2为夹具的立体示意图。
34.图3为夹具的俯视图。
35.图4为隔离块的示意图。
36.附图标记如下:
[0037]1‑
底座、2
‑
挡板、3
‑
调节螺杆、4
‑
凹槽。
具体实施方式
[0038]
由于石英挠性加速度计生产厂家所使用的力矩器粘接使用胶粘剂的类型或组分存在差异,所以力矩器稳定处理的方法不可能完全相同,针对目前现有方法存在的缺陷,本发明基于石英挠性加速度计力矩器磁性能稳定性关键因素分析,为避免选择温度点过高及循环次数过多后力矩器内胶粘剂老化失效导致的力矩器零件分离,需要以力矩器为研究对象进行力矩器老化试验,通过老化试验获得力矩器磁性能稳定处理的温度循环条件;温度循环条件包括温度点、保温时间及循环次数;以此分析为基础,本发明提出了一种力矩器磁性能稳定处理方法。
[0039]
该方法的的基本实现原理是:
[0040]
先通过力矩器老化试验获取合适的稳定处理温度循环条件,再对需要进行稳定处理的力矩器所使用的永磁体进行高温时效处理,以实现永磁体组织结构稳定,再对该力矩器对顶安置后安装按照上述合适的稳定处理温度循环条件进行稳定处理。
[0041]
以下通过具体示列来对本发明的方法实施过程进行详述:
[0042]
步骤1:确定合适的力矩器磁性能稳定处理的温度循环条件;
[0043]
步骤1.1:在常温条件下获取力矩器样品中磁钢与轭铁的粘接强度m;
[0044]
步骤1.2:确定合适的温度点和保温时间;
[0045]
准备与步骤1批次型号相同的x个力矩器样品组(本实施例为每个样品组包括10个力矩器)在各自对应的温度条件下同时进行老化测试,得到每个样品组对应各自温度条件下的粘接强度m
x
(x=1、2、3
……
);该步骤中每个样品组的温度条件中低温温度点,高温温度点发生变化,保温时间以及循环次数保持不变;需要说明的是:老化时间的过程原理为:最低温度点保持时间a,然后升温至最高温度点保持时间a,按照上述规律循环多次后测试每个样品的粘接强度;(在该步骤中考虑到加速度计的工作环境,低温温度点通常选择调整范围仅为
‑
50℃、
‑
40℃,高温温度点调整范围从90℃至150℃);
[0046]
若确定有任意一组或多组样品组的粘接强度m
x
≤0.4m,则确定这些样品组对应温度条件满足要求,并作为步骤1.3的温度条件;此处需要强调的一点是:每组样品组中粘接强度m
x
是通过对每个力矩器的粘接强度求平均值而得到;
[0047]
若所有样品组均无法满足m
x
≤0.4m,则调整保温时间重新进行步骤1.2;
[0048]
步骤1.3:重新准备和步骤1批次型号相同的y个力矩器样品组(本实施例为每个样品组包括10个力矩器),在步骤1.2确定的温度条件的基础上,以q次作为梯度,增加温度循环次数,测试不同温度循环次数下y个力矩器样品组的粘接强度m
y
(y=1、2、3
……
),设步骤1.2中其中一个满足要求的温度条件设为:低温t
l
℃,保温ah,高温 t
h
℃,保温ah,温度循环次数为b;
[0049]
若确定有任意一组或多组样品组的粘接强度m
y
≤0.6m
x
,则选择温度循环次数最小值,作为最终的温度循环次数c;此处需要强调的一点是:每组样品组中粘接强度m
y
是通过对每个力矩器的粘接强度求平均值而得到;
[0050]
结合步骤1.2和1.3的结果,获得最终稳定处理温度循环条件为:低温为t
l
℃,保温时间为ah,高温 t
h
℃,保温时间为ah,温度循环次数为c。
[0051]
上述试验过程的数据见表1
[0052]
表1
[0053]
[0054][0055]
步骤2:对力矩器所使用的永磁体进行高温时效处理,以实现永磁体组织结构稳定,时效处理的温度与时间根据永磁体的类型与永磁体生产厂商提供的要求进行设置;
[0056]
步骤3:对力矩器进行粘接装配,对粘接完成的上、下力矩器组件按照工艺流程进行配对;
[0057]
步骤4:将配对完成的力矩器按照步骤1确定的温度循环条件进行稳定处理。
[0058]
为了使力矩器在真实装配条件下实现力矩器的稳定处理,最终能够真实有效获取加速度计稳定处理效果。加速度计进行装稳定处理时上、下力矩器组件需要对顶布置,因此本发明还设计了一种用于稳定处理时使用的力矩器对顶工装,其结构见图2和3,该工装具体包括底座1、挡板2以及调节螺杆3;底座1上开设有v字形凹槽4;v字形凹槽4的两端均固定安装有挡板2,从而在两个挡板2和凹槽4之间构成放置力矩器组件的腔室;调节螺杆3螺纹在其中一个挡板2上,且调节螺杆3的一端伸入所述腔室内,另一端位于挡板2外侧,用于驱动调节螺杆旋转,从而调节螺杆伸入腔室内的长度。
[0059]
上述工装中各组成部分的功能如下:
[0060]
1、v字形凹槽的设置目的是保证上、下力矩器按照配对原则对顶安装位置的同轴度,v字形凹槽的长度可满足多对力矩器对顶放置;
[0061]
2、通过调整调节螺杆伸入腔室内的长度,用来调整放置不同数量力矩器所需的空间,同时平衡力矩器对顶放置的斥力,保证力矩器对顶放置的结构稳定性;
[0062]
优选地,螺杆顶部为半球状,调整螺杆长度后与靠近的力矩器底面中心实现点接触,避免由于定位精度导致力矩器在v型槽内发生位置变动;
[0063]
3、安装时上力矩器底面与挡板先接触,紧接着与上力矩器对顶布置下力矩器,同时,由于下力矩器接线柱的长度影响,在摆放下一对力矩器时需放置一个隔离块5,隔离块5对应下力矩器接线柱位置设置有缺口3,避免接线柱影响上下力矩器的对顶布置,即就是隔离块5的厚度大于下力矩器接线柱的长度,其结构见图4。
[0064]
需要说明的是,进行配对的上下力矩器进行稳定处理后即为一个加速度计装配过程使用的上下力矩器,若稳定处理后出现力矩器不满足工艺配对要求,也不允许重新对力矩器重新进行配对。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。