1.本实用新型涉及铁芯制造技术领域,具体涉及一种转子铁芯的压实检测一体机。
背景技术:
2.电机转子的铁芯是由矽钢片(冲片)叠合而成。矽钢片通常是采用级进模在冲床上冲压而成,为了实现矽钢片冲压、叠装的一体化作业,在冲床上除了要设置冲压模(级进模)外,通常还配套设置有矽钢片的叠装模具。叠装模具的主体为一收紧圈,冲压时利用模具上落料冲头的冲压力及精确冲压步距,每冲压一片矽钢片,由落料冲头将矽钢片压入收紧圈中,收紧圈与矽钢片之间是过盈配合以形成较大的摩擦力,而相邻矽钢片之间通过铆合得以连接在一起。
3.电机转子的铁芯制造后通常需要安装到转子轴上,并通过端面压板将转子铁芯压紧固定。
4.现有技术中,电机转子的铁芯在制造时还存在以下问题:转子铁芯在叠装完成后,其相邻两矽钢片之间的叠合不紧密,导致转子铁芯出现较大的高度正偏差,其一方面由于叠合的不紧密会导致电机产生噪音,降低铁芯的磁性能,另一方面铁芯总高度的超高会影响到电机的装配质量。
5.因此,有必要对现有的电机转子铁芯的制造技术进行改进,以克服上述缺陷和不足。
技术实现要素:
6.为了解决上述问题,本实用新型提出一种转子铁芯的压实检测一体机,旨在提高转子铁芯的电磁性能和电机的装配质量。具体的技术方案如下:
7.一种转子铁芯的压实检测一体机,包括机架和设置在所述机架上的且按照从上至下的位置依次布置的用于提供压实动力的顶压油缸、用于通过所述顶压油缸对转子铁芯进行压实作业的导向施压组件、用于安装转子铁芯的工作台,所述工作台上设置有转子铁芯的定位模具,所述工作台的下方设置有用于将压实后的转子铁芯从所述定位模具中顶出的顶出机构,所述导向施压组件包括竖立设置在所述机架上的若干数量的导向柱、移动设置在所述导向柱上的升降盘、固定在所述升降盘下端中心位置的整形压头、固定在所述升降盘上端中心位置的压力传感器,所述顶压油缸的顶压头连接所述压力传感器,在所述机架上还设置有用于检测所述升降盘上下位置的竖向位移传感器,所述顶压油缸、顶出机构和所述竖向位移传感器分别连接控制系统。
8.本实用新型中,所述压实检测作业先后包括由所述控制系统驱动所述顶压油缸实施的整形施压作业、由所述控制系统驱动所述顶压油缸实施的检测前的预压作业、由所述控制系统通过所述竖向位移传感器实施的所述升降盘位移量的检测作业。
9.优选的,所述整形施压作业的施压力为预先设定的整形压力,所述检测前的预压作业的施压力与所述转子铁芯安装到转子轴上的轴向压紧力相同。
10.本实用新型中,所述顶压油缸的顶压头通过浮动接头连接所述压力传感器。
11.优选的,所述竖向位移传感器采用悬浮位移传感器;所述顶压油缸采用气液增压缸。
12.本实用新型中,在所述机架上位于所述定位模具和升降盘的两侧分别设置有安全光栅。
13.本实用新型中,所述顶出机构包括卸料油缸和连接所述卸料油缸的顶料杆,所述工作台和所述定位模具上设置有用于卸料的导向孔,卸料时所述顶料杆滑动穿过所述导向孔后将所述定位模具中的转子铁芯顶出。
14.本实用新型中,所述定位模具包括座模、向上竖立设置在所述座模上的定位芯轴和外套在所述定位芯轴上的定位底板,所述顶料杆连接在所述定位底板的下端面。
15.其中,所述转子铁芯的下端面定位在所述定位底板的上端面,所述转子铁芯的内孔与所述定位芯轴滑动配合连接。
16.作为本实用新型的进一步改进,所述工作台上设置有整形施压工位和上下料工位,所述定位模具安装在所述工作台上设置的往复移动板上,所述往复移动板由往复气缸的驱动实现往复移动;所述工作台上还设置有用于检测所述定位模具位置的横向位移传感器,所述横向位移传感器、往复气缸分别连接所述控制系统;压实检测作业时,所述控制系统通过所述横向位移传感器、往复气缸将所述定位模具移动至所述整形施压工位;压实检测完成后,所述控制系统通过所述横向位移传感器、往复气缸将所述定位模具移动至所述上下料工位。
17.一种转子铁芯的压实检测一体机的压实检测方法,依次包括如下步骤:
18.(1)工件安装:控制系统通过往复气缸将工作台上的往复移动板向外移出,并由横向位移传感器监测往复移动板上定位模具的位置,使得定位模具移动至上下料工位,然后由操作人员将转子铁芯安装到定位模具上;
19.(2)工件复位:控制系统通过往复气缸带动往复移动板复位,使得定位模具移动至整形施压工位;
20.(3)工件压实:控制系统驱动顶压油缸对转子铁芯的端面进行整形施压,并通过压力传感器监测整形施压的压力,使得整形施压力的大小控制在预先设定的值,并保压一段时间;
21.(4)叠厚检测:保压时间结束后,压头回升,控制系统控制顶压油缸按照预设检测压力二次加压,然后通过竖向位移传感器检测升降盘的位置,并换算出转子铁芯的厚度尺寸,当转子铁芯的厚度尺寸不合格时由控制系统发出报警,提醒操作人员进行处理;
22.(5)工件卸料:在叠厚检测时未出现报警的情况下,或者报警人工解除后,控制系统驱动顶出机构将转子铁芯从定位模具中顶出,然后由操作人员将转子铁芯取走。
23.优选的,所述叠厚检测的二次加压中,控制系统控制顶压油缸进行减压,使得由压力传感器监测到的施压力正好等于所述转子铁芯安装到转子轴上的轴向压紧力。
24.本实用新型中,所述叠厚检测时的施压力大小的确定,是通过转子铁芯与转子轴的预装配试验而得到。具体方法是:在将转子铁芯、转子轴和转子端面压板用螺钉进行装配时,另外增加装配一个圆盘式压力传感器,具体是将圆盘式压力传感器装在转子铁芯与转子端面压板之间,然后按照设计规定的螺钉扭矩值,用扭矩扳手将螺钉上紧(因为增加了圆
盘式压力传感器的厚度,所以螺钉要更换加长型的螺钉),这时圆盘式压力传感器所测得的压力值即为叠厚检测时的施压力的值。
25.本实用新型的有益效果是:
26.第一,本实用新型的一种转子铁芯的压实检测一体机,机架上设置有竖向位移传感器,导向施压组件上设置有压力传感器,通过压力传感器控制压实时的整形施压从而使得转子铁芯中的矽钢片叠合更紧密,并使得铁芯厚度(高度)尺寸恢复正常值,整形施压完成后通过竖向位移传感器检测转子铁芯的厚度是否符合要求。由此实现了转子铁芯压实检测的一体化,其操作方便、生产效率高。
27.第二,本实用新型的一种转子铁芯的压实检测一体机,压实作业时采用较大的整形施压力,检测作业时采用模拟转子铁芯装配时的轴向压紧力,更加符合电机及转子铁芯装配的实际尺寸精度要求,由此提高了转子铁芯的磁性能和电机的装配质量。
28.第三,本实用新型的一种转子铁芯的压实检测一体机,工作台上设置有往复移动板,机架上设置有安全光栅,工件(转子铁芯)的上下料均在机架外进行,其安全性好、操作效率高。
附图说明
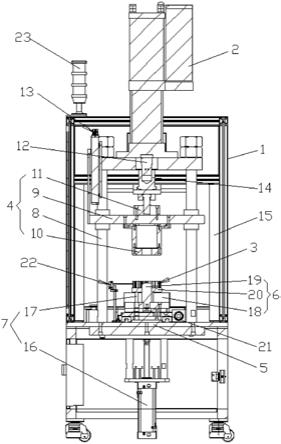
29.图1是本实用新型的一种转子铁芯的压实检测一体机的结构示意图。
30.图中:1、机架,2、顶压油缸,3、转子铁芯,4、导向施压组件,5、工作台,6、定位模具,7、顶出机构,8、导向柱,9、升降盘,10、整形压头,11、压力传感器,12、顶压头,13、竖向位移传感器,14、浮动接头,15、安全光栅,16、卸料油缸,17、顶料杆,18、座模,19、定位芯轴,20、定位底板,21、往复移动板,22、横向位移传感器,23、三色灯。
具体实施方式
31.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
32.实施例1:
33.如图1所示为本实用新型的一种转子铁芯的压实检测一体机的实施例,包括机架1和设置在所述机架1上的且按照从上至下的位置依次布置的用于提供压实动力的顶压油缸2、用于通过所述顶压油缸2对转子铁芯3进行压实作业的导向施压组件4、用于安装转子铁芯3的工作台5,所述工作台5上设置有转子铁芯3的定位模具6,所述工作台3的下方设置有用于将压实后的转子铁芯3从所述定位模具6中顶出的顶出机构7,所述导向施压组件4包括竖立设置在所述机架1上的若干数量的导向柱8、移动设置在所述导向柱8上的升降盘9、固定在所述升降盘9下端中心位置的整形压头10、固定在所述升降盘9上端中心位置的压力传感器11,所述顶压油缸2的顶压头12连接所述压力传感器11,在所述机架1上还设置有用于检测所述升降盘9上下位置的竖向位移传感器13,所述顶压油缸2、顶出机构7和所述竖向位移传感器13分别连接控制系统。
34.本实施例中,所述压实检测作业先后包括由所述控制系统驱动所述顶压油缸2实施的整形施压作业、由所述控制系统驱动所述顶压油缸实施的检测前的预压作业、由所述
控制系统通过所述竖向位移传感器13实施的所述升降盘9位移量的检测作业。
35.优选的,所述整形施压作业的施压力为预先设定的整形压力,所述检测前的预压作业的施压力与所述转子铁芯3安装到转子轴上的轴向压紧力相同。
36.本实施例中,所述顶压油缸2的顶压头12通过浮动接头14连接所述压力传感器11。
37.优选的,所述竖向位移传感器13采用悬浮位移传感器;所述顶压油缸2采用气液增压缸。
38.本实施例中,在所述机架1上位于所述定位模具6和升降盘9的两侧分别设置有安全光栅15。
39.本实施例中,所述顶出机构7包括卸料油缸16和连接所述卸料油缸16的顶料杆17,所述工作台5和所述定位模具6上设置有用于卸料的导向孔,卸料时所述顶料杆17滑动穿过所述导向孔后将所述定位模具6中的转子铁芯3顶出。
40.本实施例中,所述定位模具6包括座模18、向上竖立设置在所述座模18上的定位芯轴19和外套在所述定位芯轴19上的定位底板20,所述顶料杆17连接在所述定位底板20的下端面。
41.其中,所述转子铁芯3的下端面定位在所述定位底板20的上端面,所述转子铁芯3的内孔与所述定位芯轴19滑动配合连接。
42.作为本实施例的进一步改进,所述工作台5上设置有整形施压工位和上下料工位,所述定位模具6安装在所述工作台5上设置的往复移动板21上,所述往复移动板21由往复气缸的驱动实现往复移动;所述工作台5上还设置有用于检测所述定位模具6位置的横向位移传感器22,所述横向位移传感器22、往复气缸分别连接所述控制系统;压实检测作业时,所述控制系统通过所述横向位移传感器22、往复气缸将所述定位模具6移动至所述整形施压工位;压实检测完成后,所述控制系统通过所述横向位移传感器22、往复气缸将所述定位模具6移动至所述上下料工位。
43.实施例2:
44.一种采用是实施例1的转子铁芯的压实检测一体机的压实检测方法,依次包括如下步骤:
45.(1)工件安装:控制系统通过往复气缸将工作台5上的往复移动板21向外移出,并由横向位移传感器22监测往复移动板21上定位模具6的位置,使得定位模具6移动至上下料工位,然后由操作人员将转子铁芯3安装到定位模具6上;
46.(2)工件复位:控制系统通过往复气缸带动往复移动板21复位,使得定位模具6移动至整形施压工位;
47.(3)工件压实:控制系统驱动顶压油缸2对转子铁芯3的端面进行整形施压,并通过压力传感器11监测整形施压的压力,使得整形施压力的大小控制在预先设定的值,并保压一段时间;
48.(4)叠厚检测:保压时间结束后,压头回升,控制系统控制顶压油缸按照预设检测压力二次加压,然后通过竖向位移传感器13检测升降盘9的位置,并换算出转子铁芯3的厚度尺寸,当转子铁芯3的厚度尺寸不合格时由控制系统发出报警,提醒操作人员进行处理;
49.(5)工件卸料:在叠厚检测时未出现报警的情况下,或者报警人工解除后,控制系统驱动顶出机构7将转子铁芯3从定位模具6中顶出,然后由操作人员将转子铁芯3取走。
50.优选的,所述叠厚检测的二次加压中,控制系统控制顶压油缸进行减压,使得由压力传感器监测到的施压力正好等于所述转子铁芯安装到转子轴上的轴向压紧力。
51.本实施例中,所述叠厚检测时的施压力大小的确定,是通过转子铁芯3与转子轴的预装配试验而得到。具体方法是:在将转子铁芯3、转子轴和转子端面压板用螺钉进行装配时,另外增加装配一个圆盘式压力传感器11,具体是将圆盘式压力传感器11装在转子铁芯3与转子端面压板之间,然后按照设计规定的螺钉扭矩值,用扭矩扳手将螺钉上紧(因为增加了圆盘式压力传感器11的厚度,所以螺钉要更换加长型的螺钉),这时圆盘式压力传感器11所测得的压力值即为叠厚检测时的施压力的值。
52.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。