1.本实用新型涉及碳纤维预制体技术领域,尤其是涉及一种碳纤维高密度穿刺预制体。
背景技术:
2.碳纤维穿刺预制体经高温、沉积工艺处理后获得的碳/碳复合材料,具有耐高温、耐腐蚀、导热性能好、热膨胀系数低等优异性能,是一种公认的新型高科技材料,广泛应用于航空航天、军事、汽车、医疗以及其他高新技术领域。
3.目前使用的穿刺碳纤维预制体多为三维正交结构,碳纤维预制体单元层间距较大,通常在0.6mm以上,体积密度通常小于0.80g/cm3,导致由碳纤维预制体制成的复合材料的各方面性能已不能满足高性能复合材料的应用发展需求。有研究表明,碳纤维织成炭布后其强度损失约10%,而经过穿刺后强度损失约30%,这将严重影响其后续加工性能。另外,碳纤维穿刺预制体所使用的原料通常为交织布,穿刺钢针的挤压作用导致平面布层厚度比交织点周围的厚度低,进而导致整个穿刺预制体出现厚度不均匀的现象。而厚度的均匀性直接影响到穿刺预制体的整体强力、导热性能等多项指标,进而影响其后续加工性能。因此,改善穿刺预制体厚度的均匀性成为一项极为重要的任务。
技术实现要素:
4.针对现有技术存在的上述问题,本技术人提供了一种碳纤维高密度穿刺预制体。本技术预制体结构中结合了铺纱和穿刺的优点,有效克服了铺纱预制体容易分层、穿刺预制体交织点周围的厚度低的缺点,结构简单,体积密度高、厚度均匀。
5.本实用新型所采用的技术方案如下:
6.一种碳纤维高密度穿刺预制体,所述穿刺预制体包括碳纤维布和z向穿刺纤维纱束;平行排布的z向穿刺纤维纱束将多层碳纤维布穿刺形成所述预制体;所述碳纤维布的碳纤维纱束宽度与穿刺钢针间的距离相等。
7.作为上述技术方案的进一步改进:
8.所述碳纤维布为单向布或展宽布。
9.所述碳纤维布的碳纤维纱束为并列排布的碳纤维或碳纤维展宽纱;碳纤维的规格为3k、6k、12k、24k、48k中的一种或多种。
10.所述z向穿刺纤维纱束的规格为1k、3k、6k中的一种或多种。
11.相邻两层碳纤维布之间的交叉点用胶或聚乙烯/碳纤维共混网胎进行定位固定。
12.z向穿刺纤维纱束间的距离为1
‑
30mm。
13.所述预制体的体密度为0.8
‑
1.3g/cm3。
14.所述预制体的厚度为3
‑
100mm。
15.碳纤维布x方向的碳纤维排布为12k12k6k、6k6k6k6k、12k12k12k或6k12k6k12k6k12k6k。
16.作为上述技术方案的进一步改进:
17.所述z向穿刺纤维纱束间的距离为5mm。
18.所述z向穿刺纤维纱束的规格为3k。
19.上述预制体的体积密度为1.1g/cm3。
20.上述预制体的厚度为30mm。
21.本实用新型的有益效果如下:
22.本实用新型结构中结合了穿刺和铺层的优点,有效克服了层铺预制体容易分层、穿刺预制体交织点周围的厚度低的缺点,结构简单,体积密度高、厚度均匀。同时,预制体中碳纤维平直、无弯曲、具有高取向度,纤维受损小,有效克服了目前穿刺预制体存在的缺点,适于广泛推广应用。
附图说明
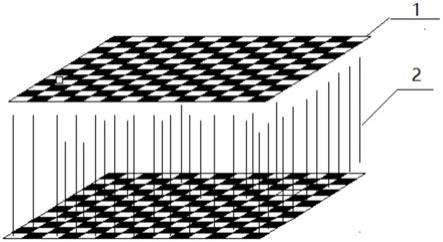
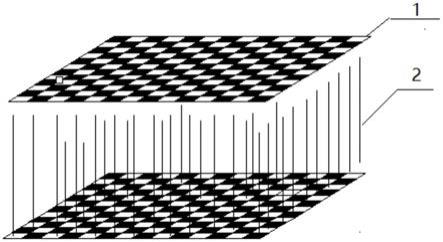
23.图1为本实用新型的示意图;
24.图2为本实用新型的立体图;
25.图3为本实用新型中碳纤维展宽布的示意图;
26.图4为本实用新型中碳纤维单向布的示意图;
27.其中:1、碳纤维布;2、z向穿刺纤维纱束。
具体实施方式
28.下面结合附图,说明本实用新型的具体实施方式。
29.如图1
‑
2所示,本实施例的碳纤维高密度穿刺预制体,穿刺预制体包括碳纤维布1和z向穿刺纤维纱束2;平行排布的z向穿刺纤维纱束2将多层碳纤维布1穿刺形成预制体;所述碳纤维布1的碳纤维纱束宽度与穿刺钢针间的距离相等。
30.碳纤维布1为单向布或展宽布。
31.所述碳纤维布1的碳纤维纱束宽度与穿刺钢针间的距离相等,避免了穿刺钢针的挤压作用导致碳纤维布平面布层厚度比交织点周围的厚度低的问题,降低了整个穿刺预制体的厚度不均匀性;碳纤维布1的碳纤维纱束为并列排布的碳纤维或碳纤维展宽纱;碳纤维的规格为3k、6k、12k、24k、48k中的一种或多种。
32.z向穿刺纤维纱束2的规格为1k、3k、6k中的一种或多种。
33.相邻两层碳纤维布1之间的交叉点用胶或聚乙烯/碳纤维共混网胎进行定位固定,可有效防止层与层之间出现错位。
34.z向穿刺纤维纱束2间的距离为1
‑
30mm。
35.预制体的体密度为0.8
‑
1.3g/cm3。
36.预制体的厚度为3
‑
100mm。
37.碳纤维布1x方向的碳纤维排布为12k12k6k、6k6k6k6k、12k12k12k或6k12k6k12k6k12k6k。
38.如图3所示,碳纤维布2为展宽布,碳纤维纱束按照x、y方向交叉排列,多层碳纤维布可以采用不同的排列方式,预制体的这种结构有效克服了多层平铺方法制备的碳纤维预制体中间缝隙较大的问题。
39.实施例1
40.本实用新型中碳纤维高密度穿刺预制体的制备方法,具体包括如下步骤:
41.将穿刺钢针按照间距为5mm进行排列,排列数量为200根;采用规格为3k和6k的碳纤维按照1:2的比例配制出宽度为5mm的碳纤维,采用该宽度碳纤维制备无纬布,将该无纬布按照0
°
、90
°
方向在穿刺钢针上面铺层,两层无纬布之间的交点处用胶定位;铺层结束后进行热压,热压温度为100℃、压力为4mpa;采用3k碳纤维为z向穿刺纤维纱束,完成穿刺后,得到厚度为50mm、密度为0.8g/cm3的碳纤维高密度穿刺预制体。
42.实施例2
43.本实用新型中碳纤维高密度穿刺预制体的制备方法,具体包括如下步骤:
44.将穿刺钢针按照间距为10mm进行排列,排列数量为100根,采用规格为6k和12k的碳纤维按照1:2的比例配制出宽度为10mm的碳纤维,采用该宽度碳纤维制备无纬布,将该无纬布按照0
°
、45
°
、90
°
、135
°
方向在穿刺钢针上面铺层,两层无纬布之间的加铺一层碳纤维/聚乙烯混合网胎;铺层结束后进行热压,热压温度为120℃、压力为8mpa;采用6k碳纤维为z向穿刺纤维纱束,完成穿刺后,得到厚度为100mm、密度为0.85g/cm3的碳纤维高密度穿刺预制体。
45.实施例3
46.将穿刺钢针按照间距为16mm进行排列,排列数量为50根;采用规格为12k的碳纤维展宽至16mm,采用该碳纤维展宽纱为经纬纱制备展宽布,将该无纬布按照0、45
°
方向在穿刺钢针上面铺层,两层展宽布之间的交点处用胶定位;铺层结束后进行热压,热压温度为120℃、压力为10mpa,采用1k碳纤维为z向穿刺纤维纱束,完成穿刺后,得到厚度为3mm、密度为1.3g/cm3的碳纤维高密度穿刺预制体。
47.本实用新型结合简单的铺层、叠层、定交、穿刺方法,将叠层铺纱工艺和穿刺工艺有效结合,制备出高密度碳纤维穿刺预制体,该预制体有效克服了现有穿刺预制体整体厚度不均匀的问题,提高了碳纤维预制体的强度,该预制体结构致密,排列整齐,可在长、宽、高三维空间上控制碳纤维预制体的尺寸,可有效拓展其使用范围。该产品的成功研制在很大程度上增加了其与国外同类型产品的市场竞争力。
48.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。