1.本实用新型涉及电源接口生产技术领域,特别是涉及一种电源接口用组装铆压裁切一体生产设备。
背景技术:
2.电源接口类产品现如今使用范围越来越广使用量越来越大,要求的产能及品质也越来越高,为了保证产品的质量要求,现有技术采用两台治具加工,第一台切去焊锡脚,第二治具台再将胶体铆入铁壳并将铁壳扣点铆压卡位,手动摆放、取料要求摆放到准确位置,现有治具大都双工位同步操作,现有技术存在以下缺陷:慢且效率低,不安全,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种电源接口用组装铆压裁切一体生产设备。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种电源接口用组装铆压裁切一体生产设备,结构紧凑,设计巧妙,能够集推装到位、裁切和铆压于一体,四工位同步操作,提升产线产能及品质。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种电源接口用组装铆压裁切一体生产设备,该种电源接口用组装铆压裁切一体生产设备包括工作台、下刀裁切机构、上刀裁切铆压机构、护罩、人机界面一体机、安全双位启动开关和抽屉料斗,所述工作台上安装有对接设置的下刀裁切机构和上刀裁切铆压机构,上刀裁切铆压机构位于护罩内,护罩上安装有人机界面一体机,工作台两侧设置有与人机界面一体机电气连接的安全双位启动开关,工作台侧端插装有用于接裁切废料的抽屉料斗,下刀裁切机构和上刀裁切铆压机构处气缸与人机界面一体机电气连接,人机界面一体机用于根据不同要求进行参数调整。
5.优选的是,所述下刀裁切机构包括产品载座、推板、下刀、盖板、下推料气缸和卡座,所述产品载座右端设有四工位产品仿形安装槽,产品仿形安装槽用于放置电源接口,产品载座横向插装有推板,推板上安装有下刀,下刀刀口与电源接口上一排焊锡脚一一相对,产品载座上端盖装有盖板,产品载座侧端设置有下推料气缸,下推料气缸的活塞杆上安装有卡座,推板尾部卡装于卡座上。
6.优选的是,所述上刀裁切铆压机构包括滑块轨道、滑块、上推料气缸、上刀、上载座和铆压组件,所述滑块轨道紧贴产品载座设置,滑块轨道上设有滑块,滑块轨道右侧设置有上推料气缸,上推料气缸的活塞杆与滑块固定连接,滑块上等距安装有四个上刀,上刀刀口与电源接口上另一排焊锡脚一一相对,所述滑块上还安装有用于推胶体的上载座,所述上载座上安装有铆压组件。
7.优选的是,所述铆压组件包括支撑板、铆压气缸、连接座、铆压推板、铆压头和复位弹簧,所述支撑板固定于上载座上,支撑板上安装有铆压气缸,铆压气缸的活塞杆上安装有
连接座,连接座上安装有四个水平穿过上载座的铆压推板,上载座上竖直插装有四个铆压头,铆压头位于铆压推板下方且两者相对面设有导向斜面,铆压头中部和上载座通过复位弹簧连接。
8.与现有技术相比,本实用新型的有益效果是:
9.结构紧凑,设计巧妙,能够集推装到位、裁切和铆压于一体,四工位同步操作,提升产线产能及品质;
10.上刀和下刀配合裁切产品,保证产品稳定的同时提高裁切效率。
附图说明
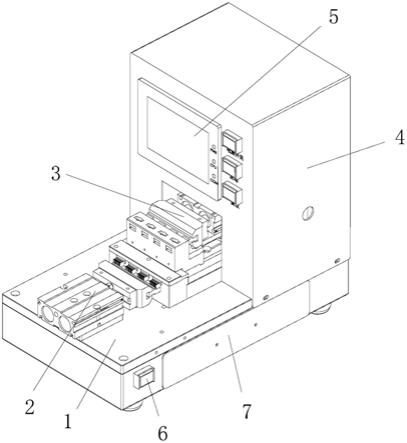
11.图1为一种电源接口用组装铆压裁切一体生产设备的结构示意图。
12.图2为一种电源接口用组装铆压裁切一体生产设备的部分结构示意图。
13.图3为一种电源接口用组装铆压裁切一体生产设备的下刀裁切机构结构示意图。
14.图4为一种电源接口用组装铆压裁切一体生产设备的上刀裁切铆压机构结构示意图。
15.图5为一种电源接口用组装铆压裁切一体生产设备的上刀裁切铆压机构剖视图。
16.图6为一种电源接口用组装铆压裁切一体生产设备的上刀裁切铆压机构另一视角部分剖视图。
具体实施方式
17.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
18.请参阅图1至图6,本实用新型实施例包括:
19.一种电源接口用组装铆压裁切一体生产设备,该种电源接口用组装铆压裁切一体生产设备包括工作台1、下刀裁切机构2、上刀裁切铆压机构3、护罩4、人机界面一体机5、安全双位启动开关6和抽屉料斗7,所述工作台1上安装有对接设置的下刀裁切机构2和上刀裁切铆压机构3,上刀裁切铆压机构3位于护罩4内,护罩4上安装有人机界面一体机5,工作台1两侧设置有与人机界面一体机5电气连接的安全双位启动开关6,工作台1侧端插装有用于接裁切废料的抽屉料斗7,下刀裁切机构2和上刀裁切铆压机构3处气缸与人机界面一体机5电气连接,人机界面一体机5用于根据不同要求进行参数调整。
20.所述下刀裁切机构2包括产品载座21、推板22、下刀23、盖板24、下推料气缸25和卡座26,所述产品载座21右端设有四工位产品仿形安装槽,产品仿形安装槽用于放置电源接口,此时电源接口的铁壳与胶体未完全装配到一起,产品载座21横向插装有推板22,推板22上安装有下刀23,下刀23刀口与电源接口上一排焊锡脚一一相对,产品载座21上端盖装有盖板24,产品载座21侧端设置有下推料气缸25,下推料气缸25的活塞杆上安装有卡座26,推板22尾部卡装于卡座26上。
21.所述上刀裁切铆压机构3包括滑块轨道31、滑块32、上推料气缸33、上刀34、上载座35和铆压组件36,所述滑块轨道31紧贴产品载座21设置,滑块轨道31上设有滑块32,滑块轨道31右侧设置有上推料气缸33,上推料气缸33的活塞杆与滑块32固定连接,滑块32上等距
安装有四个上刀34,上刀34刀口与电源接口上另一排焊锡脚一一相对,所述滑块32上还安装有用于推胶体的上载座35,所述上载座35上安装有铆压组件36。
22.所述铆压组件36包括支撑板361、铆压气缸362、连接座363、铆压推板364、铆压头365和复位弹簧366,所述支撑板361固定于上载座35上,支撑板361上安装有铆压气缸362,铆压气缸362的活塞杆上安装有连接座363,连接座363上安装有四个水平穿过上载座35的铆压推板364,上载座35上竖直插装有四个铆压头365,铆压头365位于铆压推板364下方且两者相对面设有导向斜面360,铆压头365中部和上载座35通过复位弹簧366连接,所述铆压气缸362的活塞杆设置带动铆压推板364前移,在铆压推板364和铆压头365的导向斜面360的作用下,铆压推板364前移带动铆压头365下移,铆压头365下移将铁壳卡点铆头进行铆压到位。
23.本实用新型一种电源接口用组装铆压裁切一体生产设备工作时,人机界面一体机5根据不同要求进行相应参数调整,手动将插装未到位的铁壳与胶体放置到产品载座21上产品仿形安装槽里,手动按下安全双位启动开关6,上推料气缸33的活塞杆伸展带动上载座35朝向产品载座21方向移动,移动过程中将胶体推入铁壳与此同时上刀34走到所需位置,上刀34裁切上一排焊锡脚,然后铆压组件36开始工作,铆压气缸362的活塞杆设置带动铆压推板364前移,在铆压推板364和铆压头365的导向斜面360的作用下,铆压推板364前移带动铆压头365下移,铆压头365下移将铁壳卡点铆头进行铆压到位,下推料气缸25的活塞杆伸展带动下刀23走到所需位置,下刀23推出切去料带下一排多余焊锡脚,完成电源接口组装生产,下刀裁切机构2和上刀裁切铆压机构3复位,取料可用磁条一次将四个产品全部取出,上刀34和下刀23裁切废料落至抽屉料斗7,满料后抽出抽屉料斗7进行清理。
24.本实用新型一种电源接口用组装铆压裁切一体生产设备,结构紧凑,设计巧妙,能够集推装到位、裁切和铆压于一体,四工位同步操作,提升产线产能及品质。
25.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。