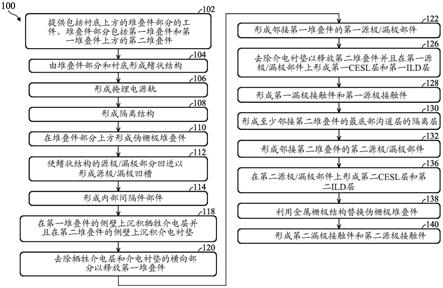
1.本发明涉及电池制造设备技术领域,特别涉及一种极片叠片装置及叠片设备。
背景技术:
2.叠片电池与传统电动汽车用的锂离子电池的工作原理一致,内部由正极、负极、隔膜、电解液构成,利用锂离子的移动产生电。
3.传统的叠片机通过叠片平台或尾端辊左右运动,将隔膜覆盖在极片上,每次运动完成一片极片和一层隔膜的覆盖工作,通过多次叠片形成电芯,但是,这种叠片机在叠片的过程中,会由于隔膜存在回缩和拉伸状态,张力波动大,使得叠片效率低。
技术实现要素:
4.本发明提供一种极片叠片装置,能够用于极片叠片,提高叠片效率。
5.根据第一方面,一种实施例中提供一种极片叠片装置,包括:
6.叠片搬运机构,用于将极片组从叠片工位搬运至堆叠工位;
7.所述叠片工位用于形成极片组,所述极片组为一片正极极片、一片负极极片以及一张隔膜组成的单元,预设数量的极片组在所述堆叠工位处堆叠形成电芯;
8.所述叠片搬运机构包括压刀模组和驱动模组,所述压刀模组用于夹持所述极片组,所述驱动模组用于驱动所述压刀模组的移动。
9.可选的,模组包括z向压刀开合电机和y向压刀开合电机,所述z向压刀开合电机用于完成压刀的张开和夹紧动作,所述y向压刀开合电机用于完成压刀的伸缩动作。
10.可选的,述驱动模组包括套x向拉膜直线电机,所述x向拉膜直线电机用于驱动所述压刀模组从所述叠片工位到所述堆叠工位移动。
11.可选的,所述驱动模组上还包括钳制器,所述钳制器用于防止当断电时,所述压刀模组自然掉落。
12.可选的,所述压刀模组和驱动模组均为两组,分别设置在所述极片组的两侧,能够从所述极片组的两侧对所述极片组进行固定和搬运。
13.可选的,有两组所述叠片搬运机构,能够交替工作;所述叠片搬运机构上设置有z向叠片避让电机,所述z向叠片避让电机设置在所述压刀模组上,用于完成所述压刀模组在移动过程中的避让动作。
14.可选的,所述堆叠工位上设置有堆叠平台组件,所述堆叠平台组件用于根据预设层数将所述极片组堆垛起来,形成完整电芯。
15.可选的,所述堆叠平台组件包括:堆叠升降台、堆叠压刀组件以及堆叠移动组件,所述堆叠移动组件能够驱动所述堆叠升降台移动,所述堆叠压刀组件包括:堆叠压刀、堆叠刀y向电机、堆叠刀升降电机,所述堆叠刀y向电机和堆叠刀升降电机配合,带动所述堆叠压刀完成对所述极片组的固定。
16.可选的,叠片工位上设有隔膜放卷模组,所述隔膜放卷模组用于自动放卷供给所
述叠片工位形成所述极片组所需的隔膜。
17.根据第二方面,一种实施例中提供一种叠片设备,包括上述中任一极片叠片装置。
18.依据上述实施例的极片叠片装置及叠片设备,包括能够从叠片工位将极片组运输至堆叠工位的叠片搬运机构,所述叠片搬运机构包括压刀模组和驱动模组,所述压刀模组用于夹持所述极片组,所述驱动模组用于驱动所述压刀模组的移动,在叠片工位形成由一片正极极片、一片负极极片以及一张隔膜组成的极片组,并通过叠片搬运机构将预设数量的该极片组运输至堆叠工位堆叠形成电芯,通过多个极片组堆叠形成电芯的方式每运输一次可以完成正负极两张极片叠片,提升了叠片效率。
附图说明
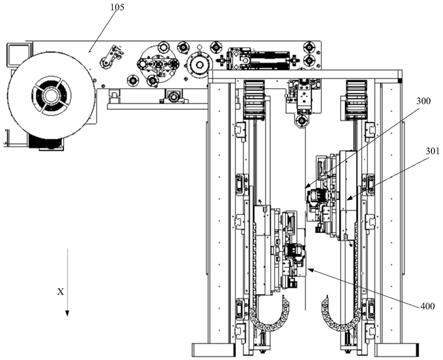
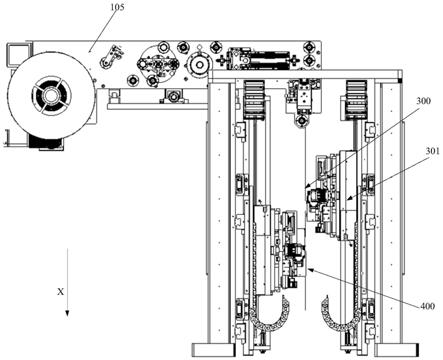
19.图1为本发明一实施例提供的极片叠片装置示意图;
20.图2为本发明一实施例提供的极片叠片装置中部分叠片搬运机构示意图;
21.图3为本发明一实施例提供的叠片搬运机构示意图;
22.图4为本发明一实施例提供的堆叠工位结构示意图;
23.图5为本发明一实施例提供的堆叠工位堆叠升降台结构示意图。
24.叠片工位300,堆叠工位400,叠片搬运机构301,压刀模组310,驱动模组320,钳制器330,第二叠片搬运机构302,堆叠升降台410,堆叠压刀组件 420,堆叠移动组件430,隔膜放卷模组105。
具体实施方式
25.下面通过具体实施方式结合附图对本发明作进一步详细说明。其中不同实施方式中类似元件采用了相关联的类似的元件标号。在以下的实施方式中,很多细节描述是为了使得本技术能被更好的理解。然而,本领域技术人员可以毫不费力的认识到,其中部分特征在不同情况下是可以省略的,或者可以由其他元件、材料、方法所替代。在某些情况下,本技术相关的一些操作并没有在说明书中显示或者描述,这是为了避免本技术的核心部分被过多的描述所淹没,而对于本领域技术人员而言,详细描述这些相关操作并不是必要的,他们根据说明书中的描述以及本领域的一般技术知识即可完整了解相关操作。
26.另外,说明书中所描述的特点、操作或者特征可以以任意适当的方式结合形成各种实施方式。同时,方法描述中的各步骤或者动作也可以按照本领域技术人员所能显而易见的方式进行顺序调换或调整。因此,说明书和附图中的各种顺序只是为了清楚描述某一个实施例,并不意味着是必须的顺序,除非另有说明其中某个顺序是必须遵循的。
27.本文中为部件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。
28.由背景技术可知,现有技术中的叠片机叠片效率不高,因此需要提供一种叠片效率高的极片叠片装置。
29.在本发明实施例中的极片叠片装置,通过在叠片工位形成由一片正极极片、一片负极极片以及一张隔膜组成的极片组,并通过叠片搬运机构将预设数量的该极片组运输至堆叠工位堆叠形成电芯,通过多个极片组堆叠形成电芯的方式每运输一次可以完成正负极
两张极片叠片,提升了叠片效率。
30.请参考图1至图3,本实施例中提供的一种极片叠片装置,包括能够从叠片工位300将极片组运输至堆叠工位400的叠片搬运机构301。
31.所述叠片工位300用于形成极片组,所述极片组为一片正极极片、一片负极极片以及一张隔膜组成的单元。而堆叠工位400上能够将多个极片组堆叠形成电芯。所述叠片搬运机构301能够将叠片工位300的极片组运输至所述堆叠工位400,从而可以完成预设数量的极片组的堆叠,形成电芯。
32.所述叠片搬运机构301包括压刀模组310和驱动模组320,所述压刀模组 310用于夹持所述极片组,所述驱动模组用于驱动所述压刀模组310的移动。
33.本实施例中,所述叠片搬运机构是沿垂直于水平面的方向上移动,如图1 中方向x。叠片工位300位于上方,堆叠工位400位于下方,所述叠片搬运机构能够夹持所述极片组从上往下移动。
34.本实施例中,请继续结合图2,沿所述叠片搬运机构运动的方向为x向,压刀的开合方向为z向,压刀伸出的方向为y向。
35.本实施例中,所述压刀模组310包括z向压刀开合电机和y向压刀开合电机,所述z向压刀开合电机用于完成压刀的张开和夹紧动作,所述y向压刀开合电机用于完成压刀的伸缩动作。
36.所述压刀模组310包括压刀,所述z向压刀开合电机控制压刀松开或者夹紧,从而所述压刀能够对极片组进行夹持。所述y向压刀开合电机能够控制压刀伸出或缩回,所述y向压刀开合电机和z向压刀开合电机配合工作,能够使得所述压刀完成对极片组的取放控制。
37.本实施例中,所述压刀模组310为左右两组,这样使得在极片组的两侧进行夹取,保障运输过程更稳定。
38.本实施例中,所述驱动模组包括套x向拉膜直线电机,所述x向拉膜直线电机用于驱动所述压刀模组310从所述叠片工位300到所述堆叠工位400移动。
39.由于本实施例中叠片工位300到堆叠工位400是沿竖直方向设置的,因此,所述x向拉膜直线电机驱动所述压刀模组310在竖直方向移动。
40.本实施例中,所述驱动模组上还包括钳制器330,由于所述压刀模组310是竖直排布的,所以安装有所述钳制器330可以防止断电时,所述压刀模组310 下落。
41.可以理解的是,所述驱动模组对应所述压刀模组310,也为两组,对应所述压刀模组310也分别设置在所述极片组的两侧,能够带动极片组两侧的压刀模组在所述叠片工位300到所述堆叠工位400移动,保障运输的稳定性。
42.本实施例中,具有两组所述叠片搬运机构,能够交替工作,使得极片组从叠片工位300到所述堆叠工位400,大大的提升了叠片效率。例如,包括第一叠片搬运机构和第二叠片搬运机构302,当所述第一叠片搬运机构向下搬运时,所述第二叠片搬运机构302向上移动,准备进行搬运。
43.当具有两组所述叠片搬运机构301相遇时,所述叠片搬运机构上还设置有z 向叠片避让电机330,所述z向叠片避让电机330设置在所述压刀模组310上,用于完成所述压刀模组310在移动过程中的避让动作。由于所述叠片搬运机构301在搬运时的搬运轨迹为固定
直线,因此,当所述第一叠片搬运机构和所述第二叠片搬运机构302相遇时,没有夹持所述极片组的那个叠片搬运机构需要进行避让。
44.参考图4和图5,所述堆叠工位400上设置有堆叠平台组件401,所述堆叠平台组件401用于根据预设层数将所述极片组堆垛起来,形成完整的电芯。
45.本实施例中,所述堆叠平台组件400包括:堆叠升降台410、堆叠压刀组件 420以及堆叠移动组件430,所述堆叠升降台410上能够放置极片组,并且能够升降,所述堆叠移动组件能够驱动所述堆叠升降台410移动到下料位,以将堆叠形成的电芯进行下料。
46.当叠片搬运机构将极片组运输到所述堆叠工位400时,将极片组放置在所述堆叠升降台410上,所述堆叠升降台410能够调整高度,使得下次所述叠片搬运机构运输来的极片组在同一位置能够放置,并堆叠在上一个极片组之上。也就是说,所述堆叠升降台410的高度能够调整,使得堆叠工位400的高度不变。堆叠升降台410由堆叠升降台410电机控制堆叠升降台410的升降运动。
47.本实施例中,所述堆叠压刀组件包括:堆叠压刀、堆叠刀y向电机、堆叠刀升降电机,所述堆叠刀y向电机和堆叠刀升降电机配合,带动所述堆叠压刀完成对所述极片组的固定。所述堆叠刀y向电机和堆叠刀升降电机是用来驱动所述堆叠压刀的动作的,可以控制所述堆叠压刀沿y向伸缩或者沿z向升降,以对每次送来的多个极片组进行压紧。
48.本实施例中,所述叠片工位300上设有隔膜放卷模组105,所述隔膜放卷模组105用于自动放卷供给所述叠片工位300形成所述极片组所需的隔膜。需要说明的是,所述叠片工位300和堆叠工位400之间还留有一段隔膜,在搬运过程中覆盖在已经在堆叠工位400上的极片之上,供给形成电芯所需的隔膜。
49.本实施例中,还提供一种叠片设备,该叠片设备中包括上述实施例中的极片搬运装置。
50.本实施例的极片叠片装置以及叠片设备的优点在于:通过两套叠片搬运机构及其x向拉膜直线电机交替往复的将叠片工位300的极片组一起往下垂直拉到堆叠工位400,堆叠工位400的堆叠压刀压住极片组形成电芯。极大地提高了电芯的叠片效率,进而提高了叠片设备的叠片效率。
51.以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。