1.本发明总体上涉及喷雾喷嘴组件,并且更特别地,涉及去氧化皮喷雾喷嘴组件,该去氧化皮喷雾喷嘴组件对于引导用于在钢材制造操作中穿透并从钢材去除氧化皮的宽细线高压液体排放特别有效。
背景技术:
2.去氧化皮喷雾喷嘴组件被广泛用于钢材加工中,用于在钢材轧制和后续加工之前将宽细线高压喷雾引导到钢材板坯表面上,以穿透和去除表面上积累的氧化铁氧化皮。在这种喷雾系统中,期望高压液体排放尽可能细,以用于实现最大冲击压力和氧化皮的渗透。还期望液体排放的分布在喷雾型式的宽度上是均匀的。
3.这种去氧化皮喷雾喷嘴组件通常包括:管状主体(有时称为高冲击附接管),其形成有沿下游方向向内渐缩的液体流动通道,用于加速液体流动;过滤器,其固定到管状主体的上游端,用于从在这种去氧化皮处理中通常使用的回收钢厂水中过滤颗粒物质和氧化皮;以及安装在管状主体的下游端处的碳化钨插入末端,其具有细长的液体排放孔,用于形成和引导扁平的喷雾排放型式。被引导通过过滤器的常见地处于2000至4000磅/平方英寸压力下的高压液体通常成直角转入到高冲击附接管中,从而产生会对排放喷雾的均匀性和冲击力产生不利影响的广泛湍流。
4.为了在液体流动流通过喷雾末端之前减少湍流并使液体流动流通过高冲击附接管矫直,已知在过滤器的下游提供具有多个径向叶片元件的叶片,其有效地限定多个周向间隔的层流流动通道。还已知使用以彼此分级的轴向间隔、周向偏移的关系组装的多个叶片,以进一步增强液体矫直。
5.即使有这样的叶片,在高压流动流中仍会保留部分由叶片自身产生的相当大的湍流,这降低了液体的能量,并减损了排放喷雾的冲击力。来自高压液体对叶片的磨损也会减损高效的液体矫直性能。此外,多个分级叶片的使用需要这些叶片彼此以恰当的关系精确组装和对准,这会妨碍高效的组装和更换。
技术实现要素:
6.本发明的目的是提供一种去氧化皮喷雾喷嘴组件,其更有效地引导和导向液体通过喷雾喷嘴组件,同时减少湍流和能量损失。
7.另一个目的是提供一种如上所述的去氧化皮喷雾喷嘴组件,其具有多个分级液体矫直叶片,所述叶片更有效地减少液体流动流的湍流和能量损失,该湍流和能量损失会改变排放液体喷雾的冲击力。
8.本发明的进一步的目的是提供一种上述类型的去氧化皮喷雾喷嘴组件,其中液体矫直叶片不容易在长时间段之后受到被引导通过喷雾喷嘴组件的高压液体磨损。
9.进一步的目的是提供一种前述类型的去氧化皮喷雾喷嘴组件,其具有适于更容易和更高效组装的多个液体矫直叶片。相关目的是提供一种这种类型的去氧化皮喷雾喷嘴组
件,其消除了对多个单独叶片的处理和精确组装的需要。
10.又进一步的目的是提供一种前述类型的去氧化皮喷雾喷嘴组件,其设计相对简单,并且使得自身有利于经济制造。
附图说明
11.在阅读以下详细描述和参考附图之后,本发明的其他目的和优点将变得显而易见,其中:图1是具有根据本发明的喷雾喷嘴组件的说明性去氧化皮喷雾系统的示意性端部立面图;图2是说明性喷雾系统的一个去氧化皮喷雾喷嘴组件的放大局部剖视图;图3是沿图2中的线3
‑
3的平面截取的所示喷雾喷嘴组件的放大下游端视图;图4是所示喷雾喷嘴组件的碳化钨插入喷雾末端的放大纵向截面;图5是沿线5
‑
5的平面截取的图2所示喷雾喷嘴组件的放大纵向截面;图6是所示喷雾喷嘴组件的单件式叶片段的放大侧视平面图;图7是图6所示的单件式叶片段的纵向截面;图7a是图7所描绘的单件式叶片段的叶片部段中的一个的上游端的放大详图;图7b是描绘所示单件式叶片段的叶片元件端部的放大详图;图8是所示单件式叶片段的上游端视图;图9是所示单件式叶片段的下游端视图;图10是沿图6中线10
‑
10的平面截取的横向截面;和图11是沿图6中线11
‑
11的平面截取的横向截面。
12.虽然本发明容许各种修改和替代构造,但是其特定的说明性实施例已经在附图中示出,并且将在下面详细描述。然而,应该理解的是,并不意图将本发明限制于所公开的特定形式,而是相反,意图是覆盖落入本发明的精神和范围内的所有修改、替代构造和等同方式。
具体实施方式
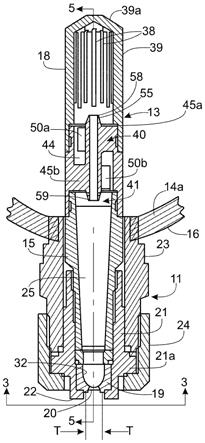
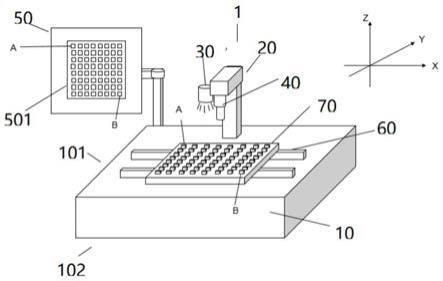
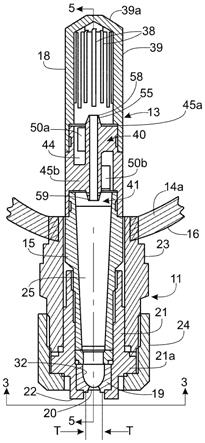
13.现在更特别地参照附图,示出了说明性的去氧化皮喷雾系统10,其具有多个根据本发明的用于在钢材制造操作中在移动的钢材板坯12的相对两侧上引导高压液体喷雾的喷雾喷嘴组件11。在这种情况下,喷雾系统10包括上部和下部液体供应集管14a、14b,其通常供应有在钢材制造设施中再循环的钢厂水。这些喷雾喷嘴组件11沿着相应的集管14a、14b以侧向间隔的关系安装,使得多个扁平的细线喷雾型式13穿透并去除钢材板坯12的整个宽度上的氧化皮。在这种情况下,喷雾喷嘴组件11以悬垂的方式由上部液体供应集管14a支撑,用于将液体喷雾引导到移动的板坯12的上侧上,并且喷雾喷嘴组件11相对于下部液体供应集管14b以向上延伸的关系被支撑,用于在板坯12的下侧上引导喷雾型式。每个喷雾喷嘴组件11由其相应的集管14a、14b支撑,其中集管内的上游端用于接收来自集管的供应液体,并且下游端与移动板12成面对关系设置在集管外侧。由于每个喷雾喷嘴组件11具有相似的结构,所以本文只需要详细描述一个。
14.所示喷雾喷嘴组件11每个具有细长的喷嘴主体13,该喷嘴主体13包括呈细长的大
致杯形的液体过滤器18形式的上游部段和呈细长的高冲击附接管15形式的下游部段,通过所述上游部段,来自集管14a、14b的供应水进入喷雾喷嘴组件11,所述下游部段支撑在集管14a、14b的壁16内。碳化钨插入喷雾末端19安装在高冲击附接管15的下游端处,该附接管15形成有细长的排放孔20,用于排放和引导扁平的喷雾型式,并且喷雾末端保持器21将喷雾末端19固定在安装位置中。喷雾末端保持器21螺纹连接到高冲击附接管15的下游端上,其中向内指向的环形唇缘22保持喷雾末端19抵靠高冲击附接管15的下游端成邻接关系。
15.在这种情况下,喷雾喷嘴组件11借助于圆柱形适配器23支撑在集管内,该适配器23适当地固定在集管16中的径向开口内。适配器23具有外螺纹下端,喷雾末端保持器21的向外延伸的径向凸缘21a抵靠该外螺纹下端由固定到圆柱形适配器23的内螺纹保持环24保持。
16.为了在通过喷雾喷嘴组件期间加速液体,高冲击附接管15形成有液体流动通道25,该液体流动通道25沿下游方向向内渐缩。在这种情况下,固定到高冲击附接管15的下游端的碳化钨插入喷雾末端19形成有入口通道部段32,该入口通道部段32通过倒圆的进入通道部段34(图4)在高冲击附接管通道25和排放孔20之间连通。在这种情况下,细长的排放孔20由圆柱形凹槽或切口35限定,该凹槽或切口35与进入通道部段34成相交关系跨喷雾末端19的端部横向延伸。
17.为了从进入喷雾喷嘴组件11的流动流中过滤可能存在于通过集管14a、14b引导的再循环钢厂水中的小颗粒物质,过滤器18形成有围绕过滤器周向延伸的多个细长狭缝38,其通过过滤器的圆柱形侧壁39连通,并部分进入其上游端39a中。供应水主要通过细长狭缝38沿径向方向进入过滤器18,并且必须在方向运动上做出90
°
的改变,从而在液体中引起显著的湍流,因为它在从喷雾末端19引导之前被朝向高冲击附接管15的向内渐缩的通道25引导。如上所述,指向喷雾末端19的高压液体流动流中的湍流会对液体排放产生不利影响(特别是通过增加细线喷雾型式的横向厚度),这降低了液体冲击力和穿透,并且从而改变了液体分布,特别是在宽喷雾型式的相对端处的液体分布,这会导致不均匀的液体穿透和氧化皮去除。
18.根据本实施例的一个重要方面,喷雾喷嘴组件具有设置在由上游过滤器18和高冲击附接管15限定的喷嘴主体13的中心液体流动通道41内的单件式多级液体矫直叶片段40,其更有效地减少了液体在引导和穿过喷雾末端19之前的液体湍流,从而得到改进的对细的、扁平的喷雾型式的紧密度的控制和整个喷雾型式中液体分布的均匀性。所示单件式多级液体矫直叶片段40包括多个一体形成且周向偏移的液体矫直叶片部段45a、45b,这使得其自身在喷雾喷嘴组件中更容易且更高效地组装和更换,而无需对多个单独叶片部件进行麻烦的处理。在这种情况下,所示单件式叶片段40包括具有第一或上游叶片部段45a以及第一叶片部段45a下游的第二或下游叶片部段45b的中心纵向延伸的毂44,该第一或上游叶片部段45a包括在径向平面中从中心毂44径向向外延伸穿过中心液体流动通道41的纵向轴线的多个扁平叶片元件46a,该第二或下游叶片部段45b包括多个类似的扁平叶片元件46b,其相对于第一叶片部段45a的叶片元件45a以周向偏移关系从共同中心纵向毂44径向向外延伸。
19.所示单件式叶片段40具有外圆柱形套环48,该外圆柱形套环48以围绕上游和下游叶片部段46a、46b两者的叶片元件46a、46b的关系一体形成。外套环48、中心毂44和上游叶
片部段45a的叶片元件46a限定多个周向间隔的围封层流流动通道50a(图11),并且外套环48、中心轮毂44和下游叶片部段45b的叶片元件46b限定从第一叶片部段45a的层流通道50b周向偏移的围封层流流动通道50b的第二周向阵列(图10)。在图示的实施例中,叶片部段45a、45b每个都具有五个径向叶片元件46a、46b,它们在共同中心毂44和外套环48之间延伸,用于限定五个周向间隔的层流流动通道50a、50b,当沿纵向方向看时,下游叶片部段45b的叶片元件46b设置在上游叶片部段45a的叶片元件46a之间的中间。优选地,叶片部段45a、45b每个具有在四个和六个之间的共同数量的叶片元件46a、46b。
20.下游叶片部段46b的叶片元件46b与上游叶片部段45a的径向叶片元件46a轴向间隔且周向偏移,用于在高压液体46a进入高冲击附接管15之前提供高压液体46a通过叶片段40的分级矫直。在所示实施例中,当沿纵向方向观察时,下游叶片部段45b的叶片元件46b相对于上游叶片部段45a的层流流动通道50a在中间对准。在这种情况下,叶片元件46a、46b每个具有相等的纵向长度l,并且由轴向间隙d分开(图5和7),轴向间隙d限定叶片部段45a、45b之间的过渡流动通道52的长度。在优选实施例中,间隙d小于叶片元件46a、46b的单独长度的轴向长度的一半。
21.与本实施例的另一方面相一致,叶片段40具有流线型设计,用于减少被引导通过叶片段40的高压液体流中的湍流和能量损失。更特别地,叶片段40被设计成最小化倾向于阻碍高压液体流动流并赋予其进一步湍流的钝表面。为此,中心毂44形成有纵向中心通道54,其限定穿过叶片段40的另外的层流流动通道。中心毂44还具有突起55,该突起55在上游叶片部段45a的上游延伸,该上游叶片部段45a形成有截头圆锥形外液体导向表面56(图7和7b),其沿下游方向径向向外渐缩。截头圆锥形液体导向表面56进而与毂44的中心液体通道54相交,用于限定通向中心液体通道54和截头圆锥形液体导向表面56两者的尖环形进入端58。已经发现,这种上游突起55在没有赋予高压液体流动流的进一步湍流的钝表面的情况下既有助于以更受控的方式将液体引导到中心液体通道54中和截头圆锥形液体导向表面56上,而且还有助于引导到上游叶片部段45a的层流流动通道50a中。为了进一步有助于将液体引导到层流流动通道50a中,上游和下游叶片部段45a、45b的叶片元件46a、46b具有上游尖端58,如图7a所示。在这种情况下,中心毂44还具有下游突起59,该下游突起59具有沿下游方向向内渐缩的外截头圆锥形表面,同样用于将液体从下游叶片部段45b的层流流动通道46b引导到高压附接管25中。
22.在进一步实施该实施例中,喷雾喷嘴组件11适于与叶片段40的高效组装,叶片段40包括喷雾喷嘴组件的喷嘴主体13的离散部段。为此,叶片段40以插置关系安装在喷嘴主体的上游部段(在这种情况下为液体过滤器18)和喷嘴主体的下游部段(在这种情况下为高冲击附接管15)之间。在图示的实施例中,过滤器18的下游端固定地压接到叶片段套环48的上游端上,并且叶片段套环48的下游端压接到高冲击附接管15的上游端上。在这种情况下,叶片段40的套环48具有与高冲击附接管15和过滤器18的直径一致的直径。应当理解,这种喷雾喷嘴组件11可以容易地组装,而无需处理或精确对准多个液体矫直叶片。
23.从上文可以看出,提供了一种去氧化皮喷雾喷嘴组件,其用于更有效和高效地矫直通过喷雾喷嘴组件的液体流,同时减少湍流和能量损失。单件式多级液体矫直叶片段进一步最小化液体流动流的湍流和能量损失,这种湍流和能量损失会改变排放液体喷雾的冲击力,并且不太容易在长时间段之后受到被引导通过喷雾喷嘴组件的高压液体的磨损。此
外,喷雾喷嘴组件适于更容易和更高效的组装和更换,而不需要处理和精确对准多个单独的叶片元件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。