1.本公开涉及一种曲轴及包括该曲轴的船用发动机。
背景技术:
2.通过热套配合(shrinkage fit)将曲柄销、曲柄臂以及曲轴轴颈中的至少曲柄臂和曲轴轴颈结合起来而成的曲轴,为公知曲轴。
3.例如,在专利文献1中公开了所谓的半组合式曲轴。该曲轴构成为包括:将曲柄销和曲柄臂一体化而构成的连结板(web)和被热套配合到该连结板上的曲轴轴颈(由轴颈支承的主轴:journal shaft)。
4.在非专利文献1中还公开了半组合式曲轴的其他例子。具体而言,在该非专利文献1中,公开了使曲柄臂的外表面中供曲轴轴颈插入的开口部附近的外表面形成为圆弧状,并将该外表面和开口部同轴布置这样的技术内容。
5.根据上述非专利文献1,上述开口部周围在径向上的厚度保持为大致恒定。
6.专利文献1:日本公开实用新型公报实开昭52-151218号公报
7.非专利文献1:安田益一、坂本勋、辻资彦著《半组合式曲轴的反复弯曲疲劳强度》,造船协会论文集,第112号,1962年
技术实现要素:
8.-发明要解决的技术问题-
9.就如上所述的曲轴而言,为了不妨碍转矩传递,要求将热套配合部的表面压力(surface pressure)保持得较高。因此,例如能够想到尽可能地将曲柄臂的开口部与曲轴轴颈之间的热套配合余量(shrinkage fit margin)设计得大一些。
10.但是,在这样的设计下,作用于曲柄臂的开口部周围(热套配合部)的应力会过大,有可能超过曲轴构成材料的屈服点。为了解决该问题,能够想到通过增大曲柄臂在中心轴方向上的板厚,或者通过增大开口部周围在径向上的厚度来降低作用于曲柄臂上的应力。
11.但是,在增大中心轴方向上的板厚的情况下,曲轴的全长会变长。在该情况下,由于发动机的全长也变长,因此会导致内燃机室的大型化。内燃机室的大型化则会压迫货物等的装载空间,因此对船用发动机来说尤其不利。
12.另一方面,在增大开口部周围在径向上的厚度的情况下,构成发动机的其他部件,如连杆等则有可能与曲柄臂接触。为了抑制这样的接触,就要求将发动机设计得更高,结果仍然会导致内燃机室的大型化。如前所述,内燃机室的大型化对于船用发动机来说尤其不利。
13.此外,如果曲柄臂在转矩传递时发生较大的变形,曲轴轴颈就会与主轴承发生一端接触,就有可能损坏主轴瓦。因此,需要设法提高曲柄臂的刚性,减小曲柄臂的变形。
14.本公开正是为解决上述技术问题而完成的,其目的在于:实现良好的转矩传递并抑制主轴瓦损坏,不会导致内燃机室的大型化。
15.-用于解决技术问题的技术方案-
16.本公开的第一方面涉及一种曲轴,通过热套配合将曲轴轴颈、曲柄销以及曲柄臂中的至少曲轴轴颈和曲柄臂结合起来而成。
17.根据本公开的第一方面,所述曲柄臂具有供所述曲轴轴颈插入的圆形开口部,如果在沿所述开口部的中心轴观察所述曲柄臂时,将连结所述曲柄销的中心轴和所述开口部的中心轴的方向设为第一方向,将与所述第一方向正交的方向设为第二方向,将从所述开口部的中心轴到所述曲柄臂的外表面的尺寸与所述开口部的内半径之差作为所述开口部周围的厚度,所述开口部周围的厚度中所述第二方向上的厚度会比所述第一方向上的夹着所述开口部位于所述曲柄销的相反一侧的部位的厚度大。
18.根据上述第一方面,当将周围厚度中第一方向上的夹着开口部位于曲柄销的相反一侧的部位的厚度称为“第一厚度”,将第二方向上的厚度称为“第二厚度”时,第一厚度就会小于第二厚度。该第一厚度相当于曲柄销处于下止点时靠近连杆的部位的厚度。因此,通过在作用于曲柄臂的热套配合部的应力不会过大的范围内减小第一厚度,能够抑制曲柄臂与构成发动机的各种部件特别是连杆互相接触。其结果是,能够将发动机设计得更低,从而能够抑制内燃机室的大型化。
19.另一方面,通过使第二厚度比第一厚度大,便能够提高曲柄臂的刚性,抑制曲柄臂的变形。该第二厚度不是曲轴在中心轴方向上的板厚,而是与该中心轴方向正交的方向上的厚度。因此,通过相对地增大第二厚度,便能够抑制发动机乃至内燃机室的大型化,并且能够提高曲柄臂的刚性。通过提高曲柄臂的刚性,便能够抑制曲柄臂在转矩传递时发生变形,从而能够避免曲轴轴颈与主轴承发生一端接触。这样一来,便能够抑制主轴瓦损坏。
20.像这样,根据上述第一方面,能够实现良好的转矩传递并能够抑制主轴瓦损坏,不会导致内燃机室的大型化。
21.还可以是这样的,根据本公开的第二方面,当将所述曲柄臂的外表面中在所述第一方向上与所述曲柄销相比离所述开口部更近的部位的外表面称为第一外壁面时,该第一外壁面的至少一部分形成为圆弧状,所述开口部的中心轴相对于所述第一外壁面的中心轴沿所述第一方向朝着离开所述曲柄销的方向偏移。
22.根据上述第二方面,只要使开口部的中心轴沿第一方向偏移,即使不在第一外壁面的曲面形状上下功夫,也能够使第一厚度和第二厚度不同。这样一来,便能够抑制制造成本的增加。
23.还可以是这样的,根据本公开的第三方面,当将所述开口部的内半径设为r,将所述开口部周围的厚度中所述第一方向上的夹着所述开口部位于所述曲柄销的相反一侧的部位的厚度设为t1时,
24.满足t1<r的关系。
25.本技术发明人经过深入的研究发现,通过设计满足上述关系的曲柄臂,至少也能够确保开口部的内半径乃至曲柄臂和曲轴轴颈的热压配合余量。其结果是,能够实现更良好的转矩传递并抑制主轴瓦损坏。
26.还可以是这样的,根据本公开的第四方面,当将所述开口部周围的厚度中所述第二方向上的厚度设为t2时,
27.满足r<t2的关系。
28.本技术发明人经过深入的研究发现,通过设计满足上述关系的曲柄臂,便能够充分地确保曲柄臂的刚性。其结果是,能够实现更良好的转矩传递并抑制主轴瓦损坏。
29.本公开的第五方面涉及一种船用发动机,构成为两冲程循环内燃机,包括:上述第一到第四方面中任一方面所涉及的曲轴、支承所述曲轴轴颈的上半部分而使该上半部分能够旋转的轴承、与所述曲柄销相连结的连杆以及设置在收纳所述轴承的机座上并收纳所述连杆的机架。
30.还可以是这样的,根据本公开的第五方面,所述船用发动机包括在所述曲轴的中心轴方向上排列着布置且对所述机架内的空间进行分隔的隔壁,在所述船用发动机的活塞处于与上止点相比更靠近下止点的状态时,所述轴承通过所述曲轴轴颈的上半部分与所述隔壁的下端部之间的空间进行安装与拆卸。
31.根据上述第五方面,当曲柄销处于与上止点相比更靠近下止点的状态时,曲柄臂成为使与第一厚度相对应的部位朝向上方或朝向斜上方的姿势。因此,通过使第一厚度相对较小,在想要通过曲轴轴颈的上半部分与隔壁的下端部之间的空间对轴承进行安装与拆卸时,便能够抑制轴承与曲柄臂互相接触。
32.-发明的效果-
33.如上所述,根据本公开,能够实现良好的转矩传递并能够抑制主轴瓦损坏,不会导致内燃机室的大型化。
附图说明
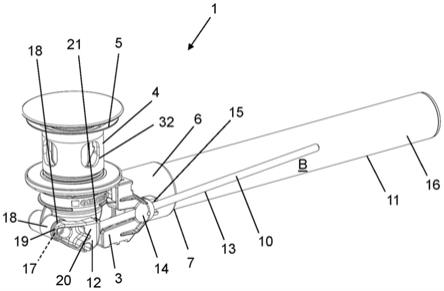
34.图1是示例出船用发动机的构成的示意图;
35.图2是示例出曲轴构造的侧视图;
36.图3是示例出曲柄臂构造的主视图;
37.图4是示例出曲柄臂构造的侧视图;
38.图5是示出曲柄臂的现有例的与图3相对应的图;
39.图6是说明轴承的取出顺序的图。
40.-符号说明-
41.1-船用发动机;11-机座;12-机架;24-连杆;26-轴承;27-隔壁;5-曲轴;51-曲轴轴颈;52-曲柄销;53-曲柄臂;53a-开口部;53b-曲柄臂的外表面;53c-第一外壁面;a1-曲轴轴颈的中心轴;a2-曲柄销的中心轴;a3-开口部的中心轴;a4-第一外壁面的中心轴;r-开口部的内半径;t1-第一厚度;t2-第二厚度。
具体实施方式
42.下面,根据附图对本公开的实施方式进行说明。需要说明的是,以下说明的内容仅为示例。图1是示例出船用发动机(以下也简称为“发动机1”)的构成的示意图。
43.发动机1为包括多个气缸16的直列多缸式柴油发动机。该发动机1构成为直流扫气方式的两冲程循环内燃机,并被安装在油轮、集装箱船、汽车运输船等大型船舶上。
44.安装在船舶上的发动机1是用于让该船舶前行的主内燃机。为此,发动机1的输出轴通过螺旋桨轴(未图示)与船舶的螺旋桨(未图示)相连结。发动机1运转,发动机1的输出会传递给螺旋桨,让船舶前行。
45.特别是,为了实现本公开所涉及的发动机1的长行程化,本公开所涉及的发动机1构成为所谓的十字头式内燃机。也就是说,在该发动机1中,从下方支承活塞21的活塞杆22和与曲轴5相连的连杆24通过十字头25连结起来。
46.(1)主要构成
47.下面,对发动机1的主要部分进行说明。
48.如图1所示,发动机1包括位于下方的机座11、设置在机座11上的机架12以及设置在机架12上的气缸水套13。发动机1还包括设置在气缸水套13内的气缸16、设置在气缸16内的活塞21以及与活塞21的往复移动联动而旋转的输出轴(后述的曲轴5)。
49.机座11构成发动机1的曲轴箱,并收纳有曲轴5和轴承26,该轴承26支承着曲轴5的曲轴轴颈51能够旋转。连杆24的下端部经由曲柄臂53和曲柄销52与曲轴5相连结。
50.机架12中收纳有一对导板28、连杆24以及十字头25。其中,一对导板28由沿着活塞21轴向而设的一对板状部件构成,并且在发动机1的宽度方向(图1的纸面左右方向)上彼此间留出间隔地布置好。连杆24以其下端部与曲轴5相连结的状态布置在一对导板28之间。连杆24的上端部24a经由十字头25与活塞杆22的下端部相连结。
51.具体而言,十字头25布置在一对导板28之间,并且沿着各导板28在上下方向上滑动。也就是说,一对导板28构成为引导十字头25滑动。十字头25经由十字头销29与活塞杆22和连杆24相连。十字头销29与活塞杆22相连而一体地上下移动,另一方面,十字头销29与连杆24相连,以便让连杆24以连杆24的上端部24a为支点转动。
52.机架12包括对该机架12内的空间进行分隔的多个隔壁27。多个隔壁27沿曲轴5的中心轴方向(与图1的纸面正交的方向)排列着布置。各隔壁27形成为垂直于曲轴5的中心轴方向延伸的板状。隔壁27在内燃机宽度方向(图1的纸面左右方向)上的两端部分别焊接在导板28上。在隔壁27的下端部设有切口27a。隔壁27的下端部相对于曲轴5,特别是相对于曲轴轴颈51的上半部分在上下方向上留出间隔地相对。
53.气缸水套13支承作为内筒的气缸套14。在气缸套14的内部布置有上述活塞21。该活塞21沿着气缸套14的内壁在上下方向上做往复移动。气缸盖15与气缸套14一起构成了气缸16。
54.在气缸盖15上设置有在未图示的气门传动机构的驱动下工作的排气门18。排气门18与由气缸套14和气缸盖15构成的气缸16以及活塞21的顶面一起划分出燃烧室17。排气门18使该燃烧室17与排气管19连通或者切断该燃烧室17与排气管19之间的连通。排气管19具有与燃烧室17连通的排气口,排气门18构成为打开、关闭该排气口。
55.在气缸盖15上设置有用于向燃烧室17供给燃料的燃料喷射阀31。燃料喷射阀31向燃烧室17的室内喷射柴油燃料。
56.本实施方式所涉及的发动机1包括利用压力将柴油燃料输送给燃料喷射阀31的燃料泵32。如图1所示,燃料泵32布置在气缸16附近,并通过未图示的燃料喷射管与燃料喷射阀31借助流体连接。
57.在发动机1运转之际,从燃料喷射阀31向燃烧室17的室内供给柴油燃料,并且通过气缸水套13等向燃烧室17的室内供给燃烧用气体。这样一来,柴油燃料便会在燃烧室17内借助燃烧用气体而燃烧。
58.然后,活塞21利用柴油燃料燃烧所产生的能量,沿着气缸套14在上下方向上做往
复移动。此时,当排气门18工作而使燃烧室17开放时,燃烧而产生的废气就会被挤压到排气管19中。另外,通过活塞21沿着气缸套14做往复移动,燃烧用气体就被从气缸水套13吸入气缸套14内,然后活塞21将燃烧用气体压入燃烧室17内,由此燃烧用气体被重新引向燃烧室17。通过反复进行这样的冲程,来反复地使柴油燃料燃烧并反复地进行气缸16内的扫气。
59.当活塞21因燃烧而做往复移动时,活塞杆22就会与活塞21一起沿上下方向做往复移动。这样一来,与活塞杆22相连的十字头25就会沿上下方向做往复移动。该十字头25允许连杆24转动,并让连杆24以它与十字头25的连接部位为支点工作。伴随着连杆24工作,曲柄臂53借助曲柄销52而转动,曲轴5便跟着该转动而旋转。这样一来,曲轴5就会将活塞21的往复移动转换为旋转运动,使船舶的螺旋桨与螺旋桨轴一起旋转。船舶由此而前行。
60.如上所述,使螺旋桨旋转的转矩经由曲轴5进行传递。转矩传递的好坏取决于曲轴5的形状。曲轴5的形状有可能导致供安装发动机1的内燃机室的大型化。
61.本技术发明人通过在曲轴5的构造上下功夫,实现了良好的转矩传递,不会导致内燃机室的大型化。
62.下面,对曲轴5的构造进行详细的说明。
63.(2)曲轴构造
64.图2是示例出曲轴5构造的侧视图。图3是示例出曲柄臂53构造的主视图,图4是其侧视图。需要说明的是,图3相当于曲柄销52位于上止点时的状态即活塞21位于上止点时的状态。相对于此,图4相当于活塞21位于下止点时的状态。
65.如图2所示,曲轴5具有作为主要构成要素的多个曲轴轴颈51、多个曲柄销52以及多个曲柄臂53。这些构成要素沿着曲轴5的中心轴(旋转轴a1)方向按照曲轴轴颈51、曲柄臂53、曲柄销52以及曲柄臂53这样的顺序重复布置。
66.曲轴5是通过热套配合将曲轴轴颈51、曲柄销52以及曲柄臂53中的至少曲轴轴颈51和曲柄臂53结合起来而成的。也就是说,曲轴5构成为半组合式或全组合式曲轴。
67.其中,半组合式曲轴是指将曲柄销和曲柄臂作为一体部件制造出来并通过热套配合将曲轴轴颈安装到该部件上而构成的曲轴。
68.另一方面,全组合式曲轴是指将曲轴轴颈、曲柄销以及曲柄臂作为独立的部件制造出来并通过热套配合将各部件结合起来而构成的曲轴。
69.特别是,图2所示的曲轴5构成为通过热套配合将由曲柄销52和曲柄臂53构成的一体钢制件与曲轴轴颈51结合起来而构成的半组合式曲轴。通过热套配合结合起来的部位参照图2的符号rs。
70.其中,曲轴轴颈51形成为圆筒状。曲轴轴颈51具有与上述螺旋桨轴同轴的旋转轴a1。如图2所示,曲轴轴颈51的位于旋转轴a1方向上的端部插入曲柄臂53的开口部53a并进行了热套配合。
71.图1所示的轴承26是构成主轴承的金属部件(所谓的“主轴瓦”),支承着曲轴轴颈51的上半部分(特别是曲轴轴颈51中非热套配合部的上半部分)使该上半部分能够旋转。通过由轴承26支承曲轴轴颈51,曲轴5就能够绕曲轴轴颈51的旋转轴a1自转。
72.曲柄销52与曲轴轴颈51一样,形成为圆筒状。曲柄销52具有中心轴a2,该中心轴a2平行于曲轴轴颈51的旋转轴a1地延伸,并且相对于该旋转轴a1发生了偏移。上述连杆24与该曲柄销52相连结。曲柄销52从连杆24接受动力,使整个曲轴5自转。
73.曲柄臂53形成为与上述旋转轴a1正交的板状。曲柄臂53具有供曲轴轴颈51插入的圆形开口部53a。该开口部53a的中心轴a3与曲轴轴颈51的旋转轴a1一致。曲柄臂53连接曲轴轴颈51与曲柄销52,并与曲轴轴颈51和曲柄销52一起构成曲柄机构。
74.下面,在沿着开口部53a的中心轴a3观察曲柄臂53时,换言之,如图3所示,从正面观察曲柄臂53时,将连结曲柄销52的中心轴a2和开口部53a的中心轴a3的方向设为第一方向,将与该第一方向正交的方向设为第二方向。而且,如图4所示,在从侧面观察曲柄臂53时,将沿开口部53a的中心轴a3延伸的方向设为第三方向。
75.具体而言,第一方向相当于图3的纸面上下方向。第二方向相当于图3的纸面左右方向。第三方向相当于贯穿图3纸面的方向。下面,将第一方向中从曲柄销52的中心轴a2朝向开口部53a的中心轴a3的方向称为“下方”,将其相反方向称为“上方”。
76.如图3所示,曲柄臂53的面向曲轴5的径向外侧(换言之,沿图3的纸面离开旋转轴a1的方向)的外表面53b形成为第一方向上的尺寸比第二方向上的尺寸长。
77.将曲柄臂53的外表面53b中在第一方向上与曲柄销52相比离开口部53a更近的部位的外表面称为第一外壁面53c,该第一外壁面53c的至少一部分形成为向下方鼓出的圆弧状。
78.在本实施方式中,第一外壁面53c相当于曲柄臂53的外表面53b中从位于与开口部53a的中心轴a3相同高度的部位到位于下方的部位的外表面。本实施方式所涉及的第一外壁面53c整体形成为圆弧状。
79.如图3所示,开口部53a的中心轴a3相对于第一外壁面53c的中心轴a4沿第一方向朝着离开曲柄销52的方向(下方)偏移。
80.其中,如果在沿开口部53a的中心轴a3观察曲柄臂53时,将从开口部53a的中心轴a3到曲柄臂53的外表面53b的尺寸与开口部53a的内半径之差设为开口部53a周围的厚度,该开口部53a周围的厚度中第二方向上的厚度会比第一方向上的夹着开口部53a位于曲柄销52的相反一侧的部位(换言之,在第一方向上位于开口部53a的下方,特别是位于开口部53a的中心轴a3的正下方的部位)的厚度大。下面,将后者的厚度(与第一方向相关的厚度)称为“第一厚度”,将前者的厚度(与第二方向相关的厚度)称为“第二厚度”。
81.具体而言,将第一厚度设为t1,将第二厚度设为t2,则满足以下关系:
82.t1<t2
ꢀꢀꢀ……
(1)
83.换言之,第一厚度t1相当于沿第一方向观察时第一外壁面53c的宽度;第二厚度t2相当于沿第二方向观察时第一外壁面53c的宽度。
84.另一方面,如图3所示,在本实施方式所涉及的曲柄臂53的情况下,开口部53a的中心轴a3相对于第一外壁面53c的中心轴a4向下方偏移。通过这样的构造,第二厚度t2就会保持大致恒定,并且第一厚度t1缩小,从而满足上述(1)的关系。需要说明的是,开口部53a的中心轴a3的偏移量等于从第一厚度t1减去第二厚度t2后得到的差。
85.当将开口部53a的内半径设为r时,满足以下关系:
86.t1<r
ꢀꢀꢀ……
(2)
87.r<t2
ꢀꢀꢀ……
(3)
88.也就是说,第一厚度t1比开口部53a的内半径r小。相对于此,第二厚度t2比开口部53a的内半径r大。
89.如图4所示,将在第三方向上面向曲轴轴颈51的侧面称为表面53d,将在第三方向上面向曲柄销52的侧面称为背面53e,在该背面53e上设有切口53f。
90.详细而言,本实施方式所涉及的切口53f布置在开口部53a的下方,一直形成到背面53e的下端。该切口53f为伴随着沿第一方向朝向下方而沿第三方向从背面53e侧朝向表面53d倾斜的倾斜面。
91.如图4的点划线所示,当曲柄销52位于下止点时即活塞21位于下止点时,设置在曲柄臂53上的切口53f与连杆24的上端部24a间留有间隔地相对。通过设置切口53f,能够确保与上述上端部24a之间的间隔更长,进而能够抑制曲柄臂53与连杆24互相接触。
92.(3)轴承的装卸
93.图6是说明轴承26的取出顺序的图。首先,返回图4,如该图4所示,轴承26布置在设置于隔壁27的下端部的切口27a与曲轴轴颈51的上半部分之间的空间s中。
94.如图6所示,当发动机1的活塞21处于与上止点相比更靠近下止点的状态时,轴承26被链动滑轮组61、62吊起而被拆卸下来。此时,轴承26通过曲柄臂53中特别是与第一厚度t1相对应的部位的正上方。
95.(4)曲柄臂的构造
96.图5是示出曲柄臂53的现有例且与图3相对应的图。如图5所示,在现有技术中的曲柄臂53’的情况下,应该插入曲轴轴颈的开口部53a’的中心轴a3’与形成为圆弧状的第一外壁面53c’的中心轴a4'同轴。在这样的构造下,开口部53a’周围的厚度大致恒定。也就是说,当将开口部53a’周围的厚度中定义与第一厚度t1相同的厚度设为t1’,将定义与第二厚度t2相同的厚度设为t2’时,现有技术中的曲柄臂53’满足以下关系:
97.t1’=t2
’ꢀꢀꢀ……
(4)
98.就现有例而言,为了提高曲柄臂53’的刚性,能够想到例如将厚度t1’和t2’设计得现有技术更长。
99.但是,在这样的设计下,连杆24等构成发动机1的其他部件便有可能与曲柄臂53’接触。为了抑制这样的接触,就要求将发动机1设计得更高,结果会导致内燃机室的大型化。内燃机室的大型化对于船用发动机1来说尤其不利。
100.相对于此,根据本实施方式,通过使开口部53a周围的厚度中的第一厚度t1小于第二厚度t2,便能够缩短曲柄臂53在长度方向(第一方向)上的尺寸。如图4所示,第一厚度t1相当于曲柄销52处于下止点时靠近连杆24的部位的厚度。因此,通过使第一厚度t1相对较小,便能够抑制曲柄臂53与构成发动机1的各种部件中特别是连杆24接触。其结果是,能够将发动机1设计得更低,从而能够抑制内燃机室的大型化。
101.另一方面,通过使第二厚度t2大于第一厚度t1,便能够提高曲柄臂53的刚性,从而能够抑制曲柄臂53变形。该第二厚度t2不是曲轴5在中心轴方向(沿着旋转轴a1的方向)上的板厚,而是曲轴5在与该中心轴方向正交的方向(具体而言是第二方向)上的厚度。因此,通过相对地增大第二厚度t2,便既能够抑制发动机1乃至内燃机室的大型化,又能够提高曲柄臂53的刚性。通过提高曲柄臂53的刚性,便能够抑制曲柄臂53在转矩传递时变形,从而能够避免曲轴轴颈51与主轴承26发生一端接触。这样一来,便能够抑制轴承26损坏。
102.像这样,根据本实施方式,能够实现良好的转矩传递并能够抑制轴承26损坏,不会导致内燃机室的大型化。
103.如图3所示,即使不在第一外壁面53c的曲面形状上下功夫,也能够使第一厚度t1和第二厚度t2不同。这样一来,便能够抑制制造成本的增加。
104.本技术发明人经过深入的研究发现,通过设计满足上述关系(2)的曲柄臂53,至少也能够确保开口部53a的内半径r乃至曲柄臂53和曲轴轴颈51的热压配合余量rs。其结果是,能够实现更加良好的转矩传递。
105.本技术发明人经过更深入的研究发现,通过设计满足上述关系(3)的曲柄臂53,便能够充分地确保曲柄臂53的刚性。其结果是,能够实现更加良好的转矩传递。
106.如图4和图6所示,当曲柄销52处于与上止点相比更靠近下止点的状态时,曲柄臂53会成为使与第一厚度t1相对应的部位朝向上方或朝向斜上方的姿势。因此,通过使第一厚度t1相对较小,在想要通过曲轴轴颈51的上半部分与隔壁27的下端部分之间的空间s对轴承26进行安装或拆卸的情况下,便能够抑制轴承26与曲柄臂53互相接触。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。