1.本公开涉及电子设备技术领域,尤其涉及一种壳体结构、移动终端和壳体结构的制作方法。
背景技术:
2.随着移动终端的快速发展,移动终端的屏幕越来越大,出现了环绕着移动终端多个表面的环绕形屏幕。该环绕形屏幕为由有机发光二极管(organic light emitting diode,oled)构成的,需要环绕贴合在环形形态的壳体上才能得到具有环绕形屏幕的移动终端。
3.在制作移动终端的过程中,通常采用铝挤工艺挤筒来得到该环形形态的壳体。然而,采用铝挤工艺加工得到的壳体容易变形,还存在对环形形态的壳体的内腔进行加工困难的问题。
技术实现要素:
4.本公开提供一种壳体结构、移动终端和壳体结构的制作方法。
5.本公开实施例的第一方面,提供一种壳体结构,所述壳体结构包括:
6.第一分体壳体;
7.第二分体壳体,所述第二分体壳体与所述第一分体壳体组装后形成的环形壳体内具有容置空间;
8.其中,所述第一分体壳体和所述第二分体壳体在所述环形壳体的曲面处拼接并组装。
9.在一些实施例中,所述第一分体壳体和所述第二分体壳体在对应的拼接处激光焊接。
10.在一些实施例中,所述第一分体壳体在所述拼接处设置有用于定位及遮挡焊点的第一台阶;
11.第二分体壳体在所述拼接处设置有用于定位及遮挡焊点的第二台阶。
12.在一些实施例中,其特征在于,所述环形壳体为金属环形壳体,所述壳体结构还包括:至少设置在所述金属环形壳体一端的环形绝缘部。
13.在一些实施例中,所述金属环形壳体与所述环形绝缘部对接的一端内侧设有第三台阶和至少两个结合孔,所述环形绝缘部通过所述第三台阶和所述结合孔与所述金属环形壳体固定连接。
14.在一些实施例中,所述环形壳体上设置有穿线孔,所述穿线孔为:所述容置空间内的功能模组与所述容置空间外的功能模组的连接线的穿过路径。
15.在一些实施例中,所述穿线孔为在长度方向上贯穿所述第一分体壳体的通槽。
16.在一些实施例中,所述环形壳体内腔设有至少两个用于焊接弹片的沉槽。
17.在一些实施例中,所述第一分体壳体和所述第二分体壳体均为u型壳体。
18.本公开实施例的第二方面,提供一种移动终端,所述移动终端包括:
19.环绕屏;
20.如上述第一方面中的壳体结构,所述壳体结构与所述环绕屏相贴合,用于支撑所述环绕屏。
21.本公开实施例的第三方面,提供一种壳体结构的制作方法,所述壳体结构用于环绕屏移动终端,该制作方法包括:
22.获取相同的两个u型壳体;
23.对所述u型壳体进行加工,获取第一分体壳体和第二分体壳体;
24.将所述第一分体壳体的曲面与所述第二分体壳体的曲面进行拼接,以形成具有容置空间的环形壳体。
25.在一些实施例中,所述对所述u型壳体进行加工,获取第一分体壳体和第二分体壳体,包括:
26.对所述u型壳体进行注塑成型,至少在所述u型壳体的一端注塑绝缘部,获取注塑后的壳体;
27.对所述注塑后的壳体进行内腔尺寸加工,获取所述第一分体壳体和所述第二分体壳体。
28.在一些实施例中,所述制作方法还包括:
29.对所述第一分体壳体在拼接处加工形成用于定位及遮挡焊点的第一台阶;
30.对所述第二分体壳体在所述拼接处加工形成用于定位及遮挡焊点的第二台阶;
31.通过激光焊接所述第一台阶和所述第二台阶之间的连接缝。
32.本公开的实施例提供的技术方案可以包括以下有益效果:
33.本公开实施例的壳体结构由第一分体壳体和第二分体壳体组装形成的,且第一分体壳体和第二分体在环形壳体的曲面处拼接。如此,相对于通过铝挤工艺挤筒直接形成环形壳体,本公开实施例通过两个分体壳体组装,即采用分体式的结构形成的环形壳体,能够通过对分体式的两个壳体进行加工来实现对环形壳体内腔的加工,降低直接对环形壳体内腔加工困难的情况,使得加工更加方便和快捷。
34.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
35.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
36.图1是根据一示例性实施例示出的一种壳体结构示意图一。
37.图2是根据一示例性实施例示出的一种壳体结构示意图二。
38.图3是根据一示例性实施例示出的一种壳体结构示意图三。
39.图4是根据一示例性实施例示出的一种壳体结构示意图四。
40.图5是根据一示例性实施例示出的一种壳体结构示意图五。
41.图6是根据一示例性实施例示出的一种壳体结构示意图六。
42.图7是根据一示例性实施例示出的一种壳体结构示意图七。
43.图8是根据一示例性实施例示出的一种壳体结构示意图八。
44.图9是根据一示例性实施例示出的一种壳体结构的制作方法的流程示意图。
45.图10是根据一示例性实施例示出的一种注塑前的壳体结构的示意图。
46.图11是根据一示例性实施例示出的一种采用焊接模具加工壳体结构的示意图一。
47.图12是根据一示例性实施例示出的一种采用焊接模具加工壳体结构的示意图二。
48.图13是根据一示例性实施例示出的一种采用焊接模具加工后的壳体结构的示意图。
49.图14是根据一示例性实施例示出的一种注塑后的壳体结构的示意图。
50.图15是根据一示例性实施例示出的一种对壳体结构的内表面加工的示意图。
51.图16是根据一示例性实施例示出的一种移动终端的框图。
具体实施方式
52.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致的装置和方法的例子。
53.图1是根据一示例性实施例示出的一种壳体结构的示意图一。如图1所示,壳体结构包括:
54.第一分体壳体101;
55.第二分体壳体102,与第一分体壳体101组装后形成的环形壳体内具有容置空间;
56.其中,第一分体壳体101和第二分体壳体102在环形壳体的曲面处拼接。
57.本公开实施例中,壳体结构为移动终端的设备壳体,可用于支撑移动终端中的柔性屏,使得柔性屏可呈固定形状。例如,当壳体结构为环形时,通过壳体结构支撑柔性屏可使得柔性屏呈环形;当壳体结构为u字型时,通过壳体结构支撑柔性屏可使得柔性屏呈u字型。
58.上述壳体结构是通过第一分体壳体和第二分体壳体组装形成的,且第一分体壳体和第二分体壳体之间具有容置空间。该容置空间可用于容置柔性屏以外的移动终端的其他功能模组。例如,移动终端的供电模组、移动终端的音频输出模组或移动终端的处理模组等。
59.在一些实施例中,第一分体壳体和第二分体壳体均为u型壳体。本公开实施例中,通过两个u型壳体的两个曲面连接形成的壳体结构为环形。
60.本公开实施例中,第一分体壳体包括:第一平面和两个第一曲面,两个第一曲面对称设置在第一平面的两边;第二分体壳体包括:第二平面和两个第二曲面,两个第二曲面对称设置在第二平面的两边;第一平面与第二平面对齐且平行;第一曲面与对应的第二曲面对齐且相连。
61.需要说明的是,当第一平面为矩形时,两个第一曲面分别设置在第一平面的两个相对侧边,且两个第一曲面为相同曲面。例如,两个第一曲面的形状以及尺寸相同。
62.当第二平面为矩形时,两个第二曲面分别设置在第二平面的两个相对侧边,且两个第二曲面为相同曲面。例如,两个第二曲面的形状以及尺寸相同。
63.本公开实施例中,第一平面和第二平面均为矩形平面。如图1所示,容置空间具有相对设置的两个开口103;开口103用于供容置空间外的功能模组放置到容置空间内。
64.本公开实施例中,第一平面的两个相对边与第一曲面相连,另两个相对边与第二分体壳体形成开口。该开口可为两个,该两个开口位于容置空间的两个相反端。
65.需要说明的是,该功能模组包括但不限于用于输出音频信号的音频输出模组、提供电能的供电模组、用于承载该音频输出模组和供电模组的中框。
66.上述第一平面与第二平面对齐且平行,包括:移动第一平面和第二平面,使得第一平面向第二平面的投影与第二平面重合。即第一平面的面积与第二平面的面积相等,第一平面的形状与第二平面的形状相同。
67.上述第一曲面与第二曲面对齐且相连,包括:移动第二曲面和第一曲面,使得第一曲面向第二曲面的投影与第二曲面重合;重合后,再移动第二曲面和第一曲面,使得第一曲面和第二曲面相连。
68.可以理解的是,本公开实施例的壳体结构由第一分体壳体和第二分体壳体组装形成的,且第一分体壳体和第二分体在环形壳体的曲面处拼接。如此,相对于通过铝挤工艺挤筒直接形成环形壳体,本公开实施例通过两个分体壳体组装,即采用分体式的结构形成的环形壳体,能够通过对分体式的两个壳体进行加工来实现对环形壳体内腔的加工,降低直接对环形壳体内腔加工困难的情况,使得加工更加方便和快捷。同时,通过在曲面处拼接,能够实现更方便的在第一分体壳体和第二分体壳体上的曲面处进行加工,进一步降低了曲面处的内腔加工难度。
69.在一些实施例中,第一分体壳体和第二分体壳体在对应的拼接处激光焊接。
70.也就是说,本公开实施例能够通过对焊接的拼接处进行加工,来降低结合处因外形尺寸差异产生的凹槽的情况,使得壳体结构的表面平整。同时,相对于第一分体壳体和第二分体壳体在对应的拼接处通过粘接剂相连,本公开实施例通过焊接工艺连接能够提高焊接结合力,使得连接更加可靠,以满足移动终端跌落以及后续加工壳体结构所需强度的需求。
71.相对于第一分体壳体和第二分体壳体在对应的拼接处通过螺丝连接,本公开实施例通过焊接工艺相连,不仅能够减少因机械连接如螺钉和螺母连接占用壳体结构面积大的情况,还能够降低因螺钉和螺母连接使得在螺钉表面会在壳体外表面形成凹槽的情况,使得壳体的外表面更加平整。
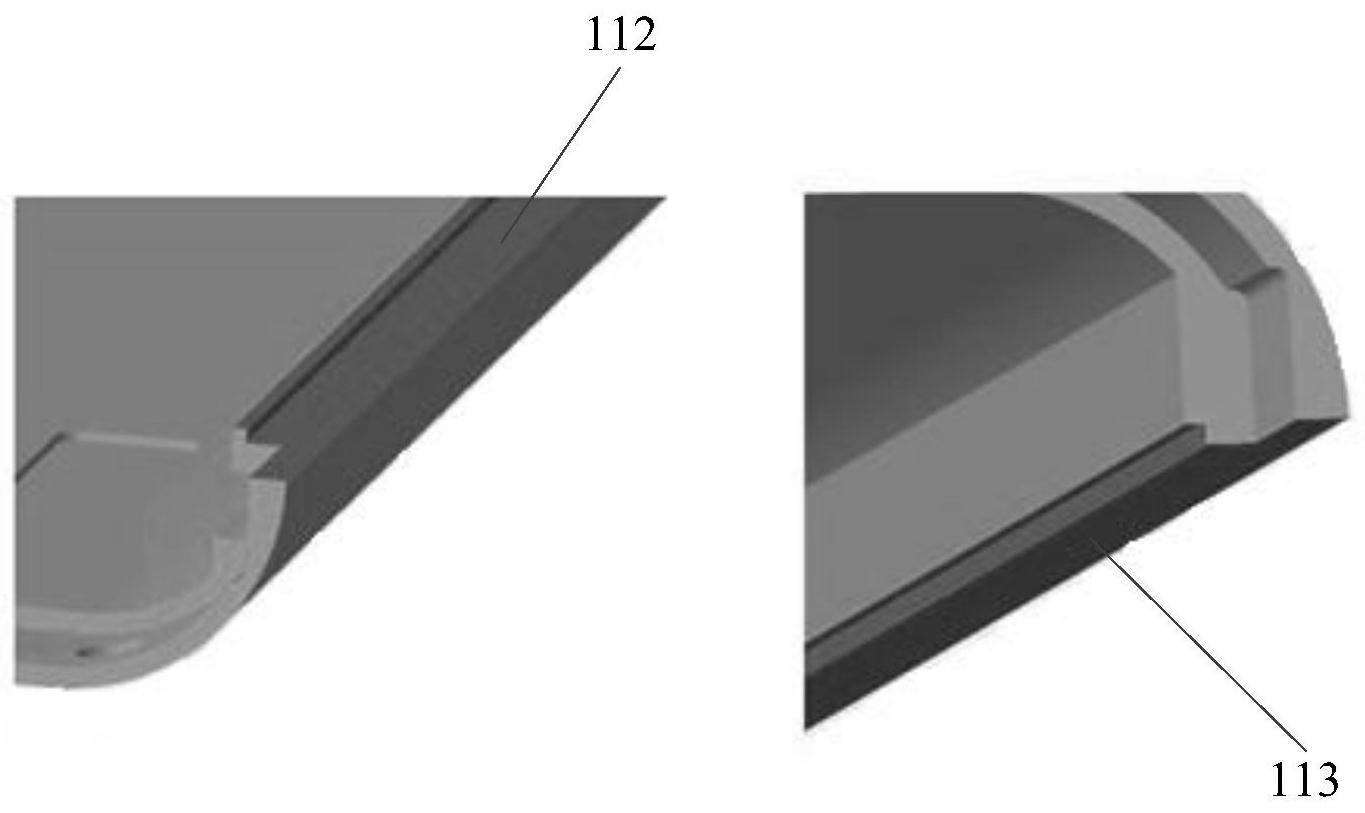
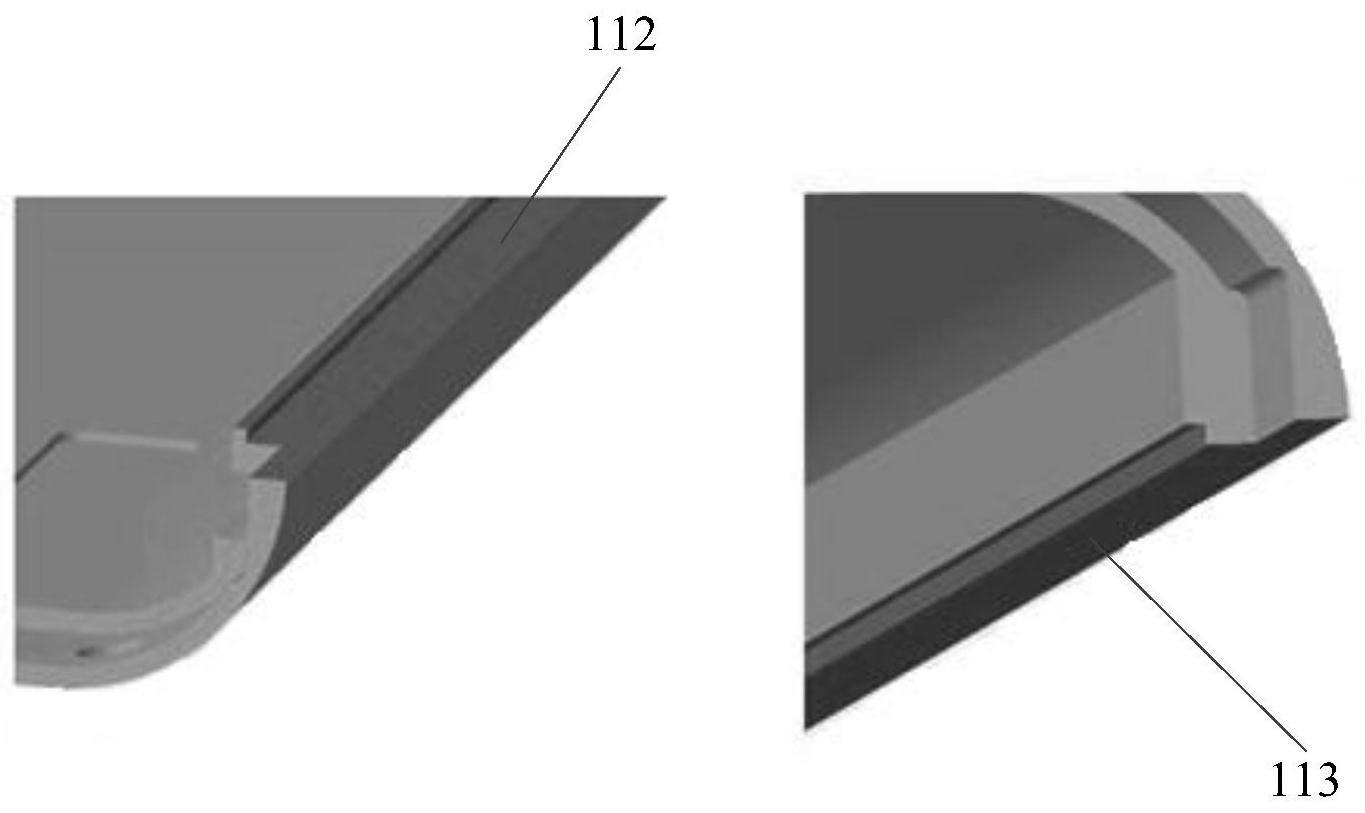
72.在一些实施例中,如图2所示,所述第一分体壳体在所述拼接处设置有用于定位及遮挡焊点的第一台阶112;
73.第二分体壳体在所述拼接处设置有用于定位及遮挡焊点的第二台阶113。
74.本公开实施例中,第一分体壳体在装配面上设置的第一台阶包括:至少一个凸起;第二分体壳体在装配面上设置的第二台阶包括:至少一个凹槽。在第一分体壳体和第二分体壳体组装后,凸起和凹槽相配合,能够在环形壳体的长度方向上进行定位,以阻止第一分体壳体和第二分体壳体之间的移动,减少组装产生的连接误差,使得壳体结构的表面更加平整。
75.当凸起部分嵌入凹槽时,凸起和凹槽之间的连接面为由至少两个相连接的平面构成的。如图3所示,虚线框中的连接面为由三个平面依次相连构成的,且两个相连平面之间
的夹角为90度。需要说明的是,在从壳体外向壳体内的焊接过程中,相邻的连接平面为阻挡焊接,使得焊接连接处的焊接熔深小于连接处的壳体结构的壳壁厚度。
76.如此,相对于连接面为一个平面,对应焊接的焊接熔深为连接处的壳体结构的壳壁厚度,本公开实施例通过设置凸起和凹槽,能够使得焊接连接处的焊接熔深小于连接处的壳体结构的壳壁厚度,进而降低了在壳体结构内表面形成焊点的情况,减少了壳体内表面形成焊点对容置空间内功能模组的影响。同时,通过调整连接面中的相邻两个平面能够调整焊接熔深,使得焊接结合力能够满足移动终端跌落所需强度以及后续加工壳体结构所需强度的需求。例如,可调整焊接熔深大于1.5毫米,小于连接处的壳体结构的壳体厚度。
77.在另一些实施例中,第一分体壳体在装配面上可设置至少一个定位柱;
78.第二分体壳体在装配面上可设置至少一个定位孔;
79.在第一分体壳体和第二分体壳体组装后时,定位柱位于定位孔内。
80.也就是说,本公开实施例可通过定位柱和定位孔的匹配,能够阻止第一分体壳体和第二分体壳体之间的移动,实现第一分体壳体和第二分体壳体之间的定位。
81.在一些实施例中,如图4所示,所述环形壳体为金属环形壳体105,所述壳体结构还包括:至少设置在金属环形壳体105一端的环形绝缘部104。
82.也就是说,壳体结构还包括由绝缘材料组成的环形绝缘部;其中,环形绝缘部位于金属环形壳体的外围,且围绕形成了至少一个开口。
83.上述绝缘材料包括塑胶、木材或者橡胶。需要说明的是,移动终端包括天线模组,该天线模组可设置在环形绝缘部处,该环形绝缘部用于允许电磁信号通过,以减少对电磁信号的影响,满足天线的净空需求。
84.上述金属环形壳体用于支撑位于壳体结构上的功能模组。该功能模组包括但不限于移动终端的柔性屏。该金属包括但不限于钢、铜或钛,本公开实施例不作限制。
85.在一些实施例中,如图5所示,金属环形壳体105与环形绝缘部104对接的一端内侧设有第三台阶和至少两个结合孔106,所述环形绝缘部104通过第三台阶和结合孔106与金属环形壳体105固定连接。
86.上述壳体结构包括环形绝缘部与金属环形壳体。可通过金属环形壳体和环形绝缘部注塑一体成型形成该壳体结构,还可通过两个u型壳体分别注塑并在注塑后拼接形成该壳体结构。
87.本公开实施例中,金属环形壳体和环形绝缘部在第三台阶处固定连接,至少两个结合孔分部排列在台阶处。在固定连接时,该绝缘部可填充至少两个结合孔。如此,能够实现在金属环形壳体上更好的注塑,提高金属环形壳体和环形绝缘部之间的结合力。
88.需要说明的是,金属环形壳体在开口处的内表面向外表面凹陷形成有上述第三台阶。本公开实施例通过在凹陷处注塑以使得环形绝缘部覆盖在凹陷处,并填充第三台阶处的结合孔。如此,相对于在金属环形壳体的内表面上直接注塑,本公开实施例在凹陷处注塑,能够使得壳体结构的内表面更加平整,减少对放入容置空间的功能模组的阻挡。
89.在一些实施例中,如图6所示,第一分体壳体和第二分体壳体的拼接处的内表面向外凹陷形成安装槽107;
90.壳体结构还包括:
91.中框108,位于容置空间内,且部分嵌入安装槽107内。
92.本公开实施例中,安装槽在第一分体壳体和第二分体壳体的拼接处的壳体上的位置可依据实际需求进行设置。例如,安装槽可设置在第一分体壳体靠近拼接处的内表面上;或者,安装槽可设置在第二分体壳体靠近该拼接处的内表面上;或者,安装槽一部分可设置在第一分体壳体上,另一部分可设置第二分体壳体上,本公开实施例不作限制。
93.需要说明的是,壳体结构中第一分体壳体和第二分体壳体之间具有两个连接处。本公开实施例的安装槽可为一个或多个。进一步地,在容置空间的两个开口处都设置有一个或多个安装槽,以平稳支撑位于容置空间内的中框。
94.本公开实施例中,中框用于承载位于容置空间内的功能模组,该功能模组包括但不限于供电模组和音频输出模组。
95.需要说明的是,上述安装槽可用于固定位于容置空间内的中框。如此,通过安装槽固定中框,能够在不额外设置其他固定模组,如粘接固定模组或机械固定模组的情况下实现固定中框的目的,进而能够留更多的容置空间给容置空间内的其他功能模组。同时,通过作用于中框使得中框能够沿着安装槽在容置空间内和容置空间外运动,这样在中框上的功能模组发生故障时,能够将中框从容置空间内拉出以方便维修。
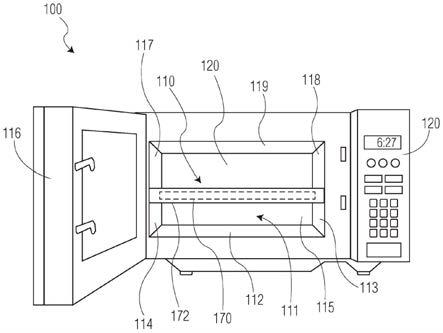
96.在一些实施例中,如图6所示,所述环形壳体上设置有穿线孔109,所述穿线孔109为:所述容置空间内的功能模组与所述容置空间外的功能模组的连接线的穿过路径。
97.也就是说,通过该穿线孔可使得容置空间内的功能模组与容置空间外的功能模组实现电连接,以满足容置空间外功能模组的控制需求。
98.本公开实施例中,容置空间内的功能模组可为处理模组,容置空间外的功能模组可为柔性屏,该连接线可为柔性电路板,本公开实施例不作限制。
99.在一些实施例中,如图6所示,穿线孔109为在长度方向上贯穿第一分体壳体的通槽。
100.如图6所示,设备壳体还包括:与开口相匹配的第一固定件111和设置在穿线孔109处的第二固定件110。其中,第一固定件111设置在开口处,用于密封开口,减少壳体结构在掉落时容置空间内的功能模组外露的情况。第二固定件110用于固定位于壳体结构上的柔性屏。
101.在一些实施例中,如图7所示,所述环形壳体内腔设有至少两个用于焊接弹片的沉槽114。
102.本公开实施例中,该弹片用于连接功能模组和壳体结构,能够在维修容置空间内的功能模组时,降低静电对容置空间内功能模组的影响。该沉槽用于放置该连接模组,能够降低该连接模组占用容置空间内的面积,使得容置空间能够容置更多的功能模组,提高容置空间的空间利用率。
103.需要说明的是,沉槽可设置在第一分体壳体的第二平面上,该沉槽在第二平面的内表面位置可依据实际需求进行设置。例如,可将沉槽设置在第二平面靠近第二曲面的位置处,还可如图8所示,将沉槽114设置在靠近开口位置。
104.本公开实施例中,该沉槽的个数越多,可容纳的连接模组的个数越多,进而能够使得功能模组与壳体结构的连接更加可靠,降低功能模组在维修过程中被静电损坏的可能。
105.本公开实施例还提出一种移动终端,该移动终端包括:
106.环绕屏;
107.如上述一种或多种实施例中的壳体结构,所述壳体结构与环绕屏相贴合,用于支撑环绕屏。
108.上述移动终端可包括手机、笔记本以及平板电脑,还可包括可穿戴电子设备如智能手表,本公开实施例不作限制。
109.上述壳体结构为由第一分体壳体和第二分体壳体组装形成的环形壳体。通过环形壳体支撑柔性屏,可使得移动终端具有环绕形屏幕,以增大移动终端上屏幕的可视面积。同时,本公开实施例移动终端的壳体结构为通过两个壳体组装,即采用分体式的结构形成的环形壳体,能够通过对分体式的两个壳体进行加工来实现对环形壳体内腔的加工,降低直接对环形壳体内腔加工困难的情况,使得移动终端的加工更加方便和快捷。
110.本公开实施例还提出一种壳体结构的制作方法,如图9所示,壳体结构用于环绕屏移动终端,该制作方法包括以下步骤:
111.步骤11、获取相同的两个u型壳体;
112.步骤12、对u型壳体进行加工,获取第一分体壳体和第二分体壳体;
113.步骤13、将第一分体壳体的曲面与第二分体壳体的曲面进行拼接,以形成具有容置空间的环形壳体。
114.也就是说,本公开实施例先对两个相同的u型壳体进行分别加工,再对加工后形成的第一分体壳体和第二分体壳体在曲面处进行拼接,以形成具有容置空间的环形壳体结构。相对于通过铝挤工艺挤筒直接形成环形壳体,本公开实施例采用分体式的结构形成的环形壳体,能够通过对分体式的两个壳体进行加工来实现对环形壳体内腔的加工,降低直接对环形壳体内腔加工困难的情况,使得加工更加方便和快捷。
115.本公开实施例中,通过加工可获取两个相同的u型壳体。该u型壳体包括一个平面和对称设置在该平面两边的两个曲面,该曲面的形状以及尺寸是相同。该u型壳体的壳壁厚度可依据实际需求进行设置。例如,该壳壁厚度可在0.5至1毫米范围内。
116.需要说明的是,如图10所示,该u型壳体20设置有第一定位孔21和固定部22,该固定部22包围着第一定位孔21。在加工得到u型壳体的过程中,通过第一定位孔可实现u型壳体与加工机台的定位;通过固定部可实现将u型壳体固定在加工机台上。如此,通过第一定位孔和固定部,能够实现加工机台准确的对u型壳体进行加工的目的。
117.本公开实施例中,可采用数字控制机床对u型壳体进行加工得到第一分体壳体和第二分体壳体。如此,能够提高加工的精度和可靠性。
118.如图11所示,焊接治具包括:第一夹板16、第二夹板17和固定第一夹板16和第二夹板17的固定模组18。图12为在图11的基础上通过焊接治具压紧第一分体壳体和第二分体壳体后的示意图。图13为通过焊接机焊接后去除焊接治具的示意图。
119.在一些实施例中,所述制作方法还包括:
120.对所述第一分体壳体在拼接处加工形成用于定位及遮挡焊点的第一台阶;
121.对所述第二分体壳体在所述拼接处加工形成用于定位及遮挡焊点的第二台阶;
122.通过激光焊接所述第一台阶和所述第二台阶之间的连接缝。
123.需要说明的是,本公开实施例可通过焊接治具和焊接机实现激光焊接。该通过激光焊接所述第一台阶和所述第二台阶之间的连接缝,包括:
124.将第一分体壳体放置在第二分体壳体上,使得第一分体壳体的曲面与第二分体壳
体的曲面相连;将相连后的第一分体壳体和第二分体壳体放置在焊接治具的第一夹板上,其中,第二分体壳体与第一夹板相接触;将焊接治具的第二夹板放置在第一分体壳体上,使得相连后的第一分体壳体和第二分体壳体位于第一夹板和第二夹板之间;通过固定模组固定第一夹板和第二夹板,以压紧相连后的第一分体壳体和第二分体壳体;通过焊接机焊接第一分体壳体的第一台阶和第二分体壳体的第二台阶之间的连接缝。
125.如此,相对于通过粘接剂连接,本公开实施例通过焊接工艺连接第一台阶和第二台阶之间的连接缝,能够提高焊接结合力,使得连接更加可靠。经验证,本公开实施例的焊接结合力可高于300牛以上,能够满足移动终端跌落所需强度以及后续加工壳体结构所需强度的需求。
126.相对于通过螺丝连接,本公开实施例通过焊接工艺连接第一台阶和第二台阶之间的连接缝,不仅能够减少因机械连接如螺钉和螺母连接占用壳体面积大的情况,还能够降低因螺钉和螺母连接使得螺钉会在壳体结构外表面形成凹槽的情况,进而使得壳体结构的外表面更加平整。
127.需要说明的是,焊接第一分体壳体的第一台阶和第二分体壳体的第二台阶之间连接缝的焊接机包括但不限于激光焊接机。
128.在一些实施例中,所述对所述u型壳体进行加工,获取第一分体壳体和第二分体壳体,包括:
129.对所述u型壳体进行注塑成型,至少在所述u型壳体的一端注塑绝缘部,获取注塑后的壳体;
130.对所述注塑后的壳体进行内腔尺寸加工,获取所述第一分体壳体和所述第二分体壳体。
131.本公开实施例中,可通过注塑模具对u型壳体进行注塑成型。需要说明的是,通过曲面组装形成的容置空间具有两个开口,该两个开口位于容置空间的两个相反端。在注塑过程中,该注塑的位置可位于u型壳体的外围并围绕着开口。
132.需要说明的是,通过在开口处注塑,能够允许电磁信号通过,以减少对电磁信号的影响,满足天线的净空需求。
133.在一些实施例中,对u型壳体进行注塑成型,至少在u型壳体的一端注塑绝缘部,获取注塑后的壳体,包括:
134.至少在u型壳体的一端的开口处形成向u型壳体外凹陷的第三台阶;
135.在第三台阶上形成至少两个结合孔;
136.通过在结合孔和第三台阶处进行注塑,获得注塑后的壳体。
137.本公开实施例中,通过注塑能够使得塑胶在台阶处与u型壳体相连,还能够使得塑胶在结合孔内与u型壳体相连,能够增大注塑面积,实现更好的注塑。
138.需要说明的是,如图10所示,u型壳体上设置有第二定位孔23,该第二定位孔23用于实现u型壳体与注塑模具的定位,方便将u型壳体放置在注塑模具的指定位置。
139.图14为在图10的基础上通过注塑模具对u型壳体注塑得到的注塑后的u型壳体。其中,20为注塑前的u型壳体,注塑后的塑胶部19覆盖结合孔,且为了更好的满足净空需求,可设置注塑后的壳体在注塑方向上的长度大于u型壳体。
140.在一些实施例中,对注塑后的壳体进行内腔尺寸加工,获取第二分体壳体,包括:
在注塑后的壳体的内表面上分别形成中框的安装槽和焊接弹性的沉槽,得到第二分体壳体。
141.上述安装槽可用于固定位于容置空间内中框,该中框可用于承载位于容置空间内的功能模组的中框。如此,通过安装槽固定中框,能够在不额外设置其他固定模组,如粘接固定模组或机械固定模组的情况下实现固定中框的目的,进而能够留更多的容置空间给容置空间内的其他功能模组。同时,通过作用于中框使得中框能够沿着安装槽在容置空间内和容置空间外运动,这样在中框上的功能模组发生故障时,能够将中框从容置空间内拉出以方便维修。
142.上述沉槽用于放置连接模组。该连接模组可用于连接壳体结构和容置空间内的功能模组。如此,能够在维修容置空间内的功能模组时,降低静电对容置空间内功能模组的影响。同时,采用沉槽放置该连接模组,还能够降低该连接模组占用容置空间内的面积,使得容置空间能够容置更多的功能模组,提高容置空间的空间利用率。
143.需要说明的是,该沉槽的个数越多,可容纳的弹片的个数越多,进而能够使得功能模组与壳体结构的连接更加可靠,降低功能模组在维修过程中被静电损坏的可能。
144.图15为在图14的基础上,该第二分体壳体可设置有6个沉槽30,分别以3个沉槽为一列进行设置。如此,能够使得功能模组与壳体结构的连接更加可靠。
145.在一些实施例中,制作方法还包括:
146.在环形壳体上形成供连接线穿过的穿线孔。
147.本公开实施例中,穿线孔为容置空间内的功能模组与容置空间外的功能模组的连接线的穿过路径。通过该穿线孔可使得容置空间内的功能模组与容置空间外的功能模组实现电连接,以满足容置空间外功能模组的控制需求。
148.需要说明的是,容置空间内的功能模组可为处理模组,容置空间外的功能模组可为柔性屏,该连接线可为柔性电路板,本公开实施例不作限制。
149.在一些实施例中,在组装第一分体壳体和第二分体壳体后,对组装后的壳体结构进行加工,获取预定外观尺寸的壳体结构;对预定外观尺寸的壳体结构进行抛光,获取抛光后的壳体结构。
150.本公开实施例中,获取预定外观尺寸的壳体结构包括:去除连接后壳体结构上的第一定位孔、第二定位孔和固定部,使得壳体结构的外观形状为环形;并在形状满足需求时按照预定外观尺寸进行加工。经验证,本公开实施例的加工得到的壳体结构的外观尺寸的精确度可在-0.05毫米到 0.05毫米范围内。
151.需要说明的是,在加工壳体结构的过程中需要给加工留有余量。因此,在获取组装后的壳体结构之后还需要依据预定的外观尺寸进行精确加工。该外观尺寸包括:壳体的宽度和壳体的壳壁厚度。该余量可设置在0.2毫米至0.3毫米范围内。
152.本公开实施例中,上述抛光可用于消除加工遗留在壳体结构外表面上的刀纹,以使得壳体结构的外表面更加平整和光滑。
153.需要说明的是,由于在穿线孔的周围进行抛光,会使得穿线孔的边缘部分受力不均匀而发生变形,因此,本公开实施例可先对壳体结构进行抛光,再在抛光后的壳体结构中环形壳体上形成供连接线穿过的穿线孔。如此,能够降低因抛光导致的壳体结构变形的情况,进而能够降低抛光对壳体结构的表面平整度的影响。
154.需要说明的是,本公开实施例中的“第一”和“第二”仅为表述和区分方便,并无其他特指含义。
155.图16是根据一示例性实施例示出的一种移动终端的框图。例如,移动终端可以是移动电话,计算机,数字广播终端,消息收发设备,游戏控制台,平板设备,医疗设备,健身设备,个人数字助理等。
156.参照图16,移动终端可以包括以下一个或多个组件:处理组件802,存储器804,电力组件806,多媒体组件808,音频组件810,输入/输出(i/o)的接口812,传感器组件814,以及通信组件816。
157.处理组件802通常控制移动终端的整体操作,诸如与显示,电话呼叫,数据通信,相机操作和记录操作相关联的操作。处理组件802可以包括一个或多个处理器820来执行指令,以完成上述的方法的全部或部分步骤。此外,处理组件802可以包括一个或多个模块,便于处理组件802和其他组件之间的交互。例如,处理组件802可以包括多媒体模块,以方便多媒体组件808和处理组件802之间的交互。
158.存储器804被配置为存储各种类型的数据以支持在移动终端的操作。这些数据的示例包括用于在移动终端上操作的任何应用程序或方法的指令,联系人数据,电话簿数据,消息,图片,视频等。存储器804可以由任何类型的易失性或非易失性存储设备或者它们的组合实现,如静态随机存取存储器(sram),电可擦除可编程只读存储器(eeprom),可擦除可编程只读存储器(eprom),可编程只读存储器(prom),只读存储器(rom),磁存储器,快闪存储器,磁盘或光盘。
159.电力组件806为移动终端的各种组件提供电力。电力组件806可以包括电源管理系统,一个或多个电源,及其他与为移动终端生成、管理和分配电力相关联的组件。
160.多媒体组件808包括在移动终端和用户之间的提供一个输出接口的显示屏。在一些实施例中,显示屏可以包括液晶显示器(lcd)和触摸面板(tp)。如果显示屏包括触摸面板,显示屏可以被实现为触摸屏,以接收来自用户的输入信号。触摸面板包括一个或多个触摸传感器以感测触摸、滑动和触摸面板上的手势。触摸传感器可以不仅感测触摸或滑动动作的边界,而且还检测与触摸或滑动操作相关的持续时间和压力。在一些实施例中,多媒体组件808包括一个前置摄像头和/或后置摄像头。当移动终端处于操作模式,如拍摄模式或视频模式时,前置摄像头和/或后置摄像头可以接收外部的多媒体数据。每个前置摄像头和后置摄像头可以是一个固定的光学透镜系统或具有焦距和光学变焦能力。
161.音频组件810被配置为输出和/或输入音频信号。例如,音频组件810包括一个麦克风(mic),当移动终端处于操作模式,如呼叫模式、记录模式和语音识别模式时,麦克风被配置为接收外部音频信号。所接收的音频信号可以被进一步存储在存储器804或经由通信组件816发送。在一些实施例中,音频组件810还包括一个扬声器,用于输出音频信号。
162.i/o接口812为处理组件802和外围接口模块之间提供接口,上述外围接口模块可以是键盘,点击轮,按钮等。这些按钮可包括但不限于:主页按钮、音量按钮、启动按钮和锁定按钮。
163.传感器组件814包括一个或多个传感器,用于为移动终端提供各个方面的状态评估。例如,传感器组件814可以检测到移动终端的打开/关闭状态,组件的相对定位,例如组件为移动终端的显示器和小键盘,传感器组件814还可以检测移动终端或移动终端一个组
件的位置改变,用户与移动终端接触的存在或不存在,移动终端方位或加速/减速和移动终端的温度变化。传感器组件814可以包括接近传感器,被配置用来在没有任何的物理接触时检测附近物体的存在。传感器组件814还可以包括光传感器,如cmos或ccd图像传感器,用于在成像应用中使用。在一些实施例中,该传感器组件814还可以包括加速度传感器,陀螺仪传感器,磁传感器,压力传感器或温度传感器。
164.通信组件816被配置为便于移动终端和其他设备之间有线或无线方式的通信。移动终端可以接入基于通信标准的无线网络,如wifi,2g或3g,或它们的组合。在一个示例性实施例中,通信组件816经由广播信道接收来自外部广播管理系统的广播信号或广播相关信息。在一个示例性实施例中,通信组件816还包括近场通信(nfc)模块,以促进短程通信。例如,在nfc模块可基于射频识别(rfid)技术,红外数据协会(irda)技术,超宽带(uwb)技术,蓝牙(bt)技术和其他技术来实现。
165.在示例性实施例中,移动终端可以被一个或多个应用专用集成电路(asic)、数字信号处理器(dsp)、数字信号处理设备(dspd)、可编程逻辑器件(pld)、现场可编程门阵列(fpga)、控制器、微控制器、微处理器或其他电子元件实现,用于执行上述方法。
166.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本技术旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由下面的权利要求指出。
167.应当理解的是,本发明并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。