1.本实用新型涉及一种8工位喷涂工装。
背景技术:
2.热喷涂,是指将涂层材料加热熔化,用高速气流将其雾化成极细的颗粒,并以很高的速度喷射到工件表面,形成涂层。根据需要选用不同的涂层材料,可以获得耐磨损、耐腐蚀、抗氧化、耐热等方面的一种或数种性能。
3.现有的工件在进行喷涂作业往往都需要人工操作,工作环境差,劳动强度高,工作效率一般,且无法保证整个喷涂质量。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种结构简单、合理、可靠,采用8工位依次喷涂,并通过plc控制实现自动化作业,降低劳动强度,提高工作效率,提高了喷涂质量的8工位喷涂工装。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种8工位喷涂工装,包括底座、8工位凸轮分割器、驱动电机、蜗轮蜗杆减速器、转盘以及工装夹持器,所述8工位凸轮分割器设置于底座顶部,所述驱动电机通过蜗轮蜗杆减速器设置于8工位凸轮分割器的侧部并对应驱动,所述转盘水平设置于8工位凸轮分割器顶部的驱动端,所述工装夹持器设置有8个并分别通过转轴等间隔环绕分布设置于转盘的边沿侧,任一所述转轴底部分别设置有同步轮,所述8工位凸轮分割器顶部一侧通过安装板设置有传动带驱动组件,所述传动带驱动组件对应驱动同步轮转动。
6.在本实用新型一个较佳实施例中,所述底座底部对应设置有多个脚杯。
7.在本实用新型一个较佳实施例中,所述转盘中间设置有对应分隔8个工装夹持器的隔板。
8.在本实用新型一个较佳实施例中,所述传动带驱动组件包括位移气缸、位移导轨、传动电机、定位座、传动轮、从动轮以及传动带。
9.在本实用新型一个较佳实施例中,所述定位座通过位移导轨设置于安装板顶部,所述位移气缸横向固定在安装板顶部且驱动端与定位座对应固定,所述传动电机纵向固定在定位座下方且驱动端穿过定位座设置有传动轮,所述从动轮设置有多个并通过转轴设置于定位座上,所述传动轮和从动轮上张紧设置有传动带并对应驱动同步轮。
10.本实用新型的有益效果是:本实用新型结构简单、合理、可靠,采用8工位依次喷涂,并通过plc控制实现自动化作业,降低劳动强度,提高工作效率,提高了喷涂质量。
附图说明
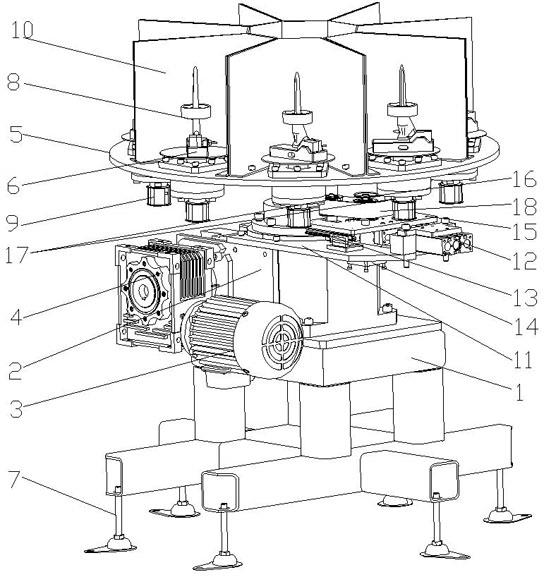
11.图1是本实用新型一种8工位喷涂工装一较佳实施例的立体图。
具体实施方式
12.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
13.请参阅图1所示,本实用新型实施例包括:一种8工位喷涂工装,包括底座1、8工位凸轮分割器2、驱动电机3、蜗轮蜗杆减速器4、转盘5以及工装夹持器6。
14.所述底座1底部对应设置有多个脚杯7,用以调整整个机构的稳定性。
15.所述8工位凸轮分割器2设置于底座1顶部,用以实现8个工位的对应驱动。
16.所述驱动电机3通过蜗轮蜗杆减速器4设置于8工位凸轮分割器2的侧部并对应驱动,驱动电机3通过蜗轮蜗杆减速器4带动8工位凸轮分割器2转动,调速方便稳定。
17.所述转盘5水平设置于8工位凸轮分割器2顶部的驱动端,用以通过转盘5实现8个工位的稳定旋转转动。
18.所述工装夹持器6设置有8个并分别通过转轴等间隔环绕分布设置于转盘5的边沿侧用以安装工件8,使得工装夹持器6按照8工位凸轮分割器2的转动进行8个工位的喷涂。
19.任一所述工装夹持器6的转轴底部分别设置有同步轮9,通过驱动同步轮9带动工装夹持器6的转动,以方便工件的旋转喷涂。所述转盘5中间设置有对应分隔8个工装夹持器6的隔板10,以实现任一工位的单独喷涂,避免对相邻工位造成影响。
20.所述8工位凸轮分割器2顶部一侧通过安装板11设置有传动带驱动组件,通过调节传动带驱动组件对应驱动同步轮9转动,进而实现工装夹持器6上的工件的旋转喷涂。
21.所述传动带驱动组件包括位移气缸12、位移导轨13、传动电机14、定位座15、传动轮16、从动轮17以及传动带18。
22.所述定位座15通过位移导轨13设置于安装板11顶部,实现定位座15沿位移导轨13向同步轮9移动。
23.所述位移气缸12横向固定在安装板11顶部且驱动端与定位座15对应固定,位移气缸12用以提供定位座15的移动驱动力。
24.所述传动电机14纵向固定在定位座15下方且驱动端穿过定位座15设置有传动轮16,传动电机14随定位座15的移动而移动,且通过传动电机14带动传动轮16转动。
25.所述从动轮17设置有多个并通过转轴设置于定位座15上,用以方便从动轮17的传动转动。
26.所述传动轮16和从动轮17上张紧设置有传动带18,保证传动带18的传动稳定性。传动电机14驱动传动轮16转动,进而实现传动带18在传动轮16和从动轮17上的转动,通过位移气缸12驱动定位座15向同步轮9方向移动直至传动带18带动同步轮9转动为止。
27.工作原理:用工件夹持器将工件固定好后,通过传动电机设定工件自转速度,配套机器手开始喷涂,喷涂完成自动切换工位继续下一个工件喷涂,一批8个工件喷涂结束待工件冷却后喷涂下一批工件,喷涂过程中,喷涂工位上部由吸尘口负责收集灰尘及降温。
28.本实用新型为一种8工位喷涂工装,本实用新型结构简单、合理、可靠,采用8工位依次喷涂,并通过plc控制实现自动化作业,降低劳动强度,提高工作效率,提高了喷涂质量。
29.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是
利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种8工位喷涂工装,其特征在于:包括底座、8工位凸轮分割器、驱动电机、蜗轮蜗杆减速器、转盘以及工装夹持器,所述8工位凸轮分割器设置于底座顶部,所述驱动电机通过蜗轮蜗杆减速器设置于8工位凸轮分割器的侧部并对应驱动,所述转盘水平设置于8工位凸轮分割器顶部的驱动端,所述工装夹持器设置有8个并分别通过转轴等间隔环绕分布设置于转盘的边沿侧,任一所述转轴底部分别设置有同步轮,所述8工位凸轮分割器顶部一侧通过安装板设置有传动带驱动组件,所述传动带驱动组件对应驱动同步轮转动。2.根据权利要求1所述的8工位喷涂工装,其特征在于:所述底座底部对应设置有多个脚杯。3.根据权利要求1所述的8工位喷涂工装,其特征在于:所述转盘中间设置有对应分隔8个工装夹持器的隔板。4.根据权利要求1所述的8工位喷涂工装,其特征在于:所述传动带驱动组件包括位移气缸、位移导轨、传动电机、定位座、传动轮、从动轮以及传动带。5.根据权利要求4所述的8工位喷涂工装,其特征在于:所述定位座通过位移导轨设置于安装板顶部,所述位移气缸横向固定在安装板顶部且驱动端与定位座对应固定,所述传动电机纵向固定在定位座下方且驱动端穿过定位座设置有传动轮,所述从动轮设置有多个并通过转轴设置于定位座上,所述传动轮和从动轮上张紧设置有传动带并对应驱动同步轮。
技术总结
本实用新型公开了一种8工位喷涂工装,包括底座、8工位凸轮分割器、驱动电机、蜗轮蜗杆减速器、转盘以及工装夹持器,所述8工位凸轮分割器设置于底座顶部,所述驱动电机通过蜗轮蜗杆减速器设置于8工位凸轮分割器的侧部并对应驱动,所述转盘水平设置于8工位凸轮分割器顶部的驱动端,所述工装夹持器设置有8个并分别通过转轴等间隔环绕分布设置于转盘的边沿侧,任一所述转轴底部分别设置有同步轮,所述8工位凸轮分割器顶部一侧通过安装板设置有传动带驱动组件,所述传动带驱动组件对应驱动同步轮转动。本实用新型结构简单、合理、可靠,采用8工位依次喷涂,并通过PLC控制实现自动化作业,降低劳动强度,提高工作效率,提高了喷涂质量。提高了喷涂质量。提高了喷涂质量。
技术研发人员:王照才 方强
受保护的技术使用者:苏州休玛热喷涂设备有限公司
技术研发日:2021.05.20
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。