1.本实用新型涉及一种用于松散货物,例如水泥、石膏、颗粒材料、可可粉或其他粉末状食品、建筑材料或化学制剂的多层袋。
背景技术:
2.这种袋是已知的并且通常由两层或多层面状的或带形的材料、优选纸和/或塑料形成。所述袋尤其用于粉末状的或细粒状的松散货物的包装和销售。常见的大小是5kg、10kg和25kg。多层袋例如在de 20 2014 000 194 中描述。
3.为了制造这种袋,以已知的方式将由面状材料构成的材料带,例如纸带和/或薄膜带在所谓的挤管机中上下重叠放置,成形为无缝软管并且分成适合长度的软管段,由所述软管段最终形成袋,例如借助于十字底或平底折叠形成。多层软管段包括多个单层软管段,所述单层软管段典型地具有相同的长度并且嵌套,使得其端部彼此齐平。根据现有技术的具有这种齐平的端部的两层纸带部段在图1a中示出,由其形成的软管段在图1b中示出。在软管段的端部处构成袋底,例如呈十字底或平底折叠形式。在图 1a中十字底折叠在软管段的处于上部和下部的端部处由虚线的折叠线表明。图1c示出在现有技术中的十字底的封闭。临近袋制造过程结束时,底折叠通常通过适合的粘合方式固定。通常为了改善底粘合部的固定和密封附加地粘贴覆盖片。
4.取决于覆盖片的粘贴和底折叠,袋在底部区域中具有通常不需要的材料厚度。因为这种袋大批量地生产和销售,所以较小的材料节约已经能够引起相关的成本优点。
技术实现要素:
5.因此,本实用新型的目的是,提出一种多层袋,其中在底部区域中能够节约材料。有利地,在此应尽可能少地损坏袋的稳定性和密封性。
6.根据本实用新型,所述目的通过具有根据本实用新型的特征的袋来实现。为了制造袋,根据本实用新型提出一种具有根据本实用新型的特征的方法。有利的设计方案是本说明书的主题。
7.根据本实用新型提出,袋包括两个材料层,所述材料层由插入彼此中的软管段形成,其中第一软管段在端部处相对于第二软管段具有超出部分。与此相应地,两个软管段处于伸缩式设置方式,其中两个伸缩式插入彼此中的软管段在至少一个端部处不彼此齐平。在典型的袋尺寸的情况下,超出部分适当地为若干厘米,优选至少2cm,更优选至少3cm和进一步优选至少4cm。有利地,超出部分为最多8cm,更优选最多6cm和进一步优选最多5cm。
8.除了第一和第二软管段之外,能够存在其他材料层,所述其他材料层同样能够由软管段形成,所述软管段能够处于第一和/或第二软管段之外和/或之内和也能够处于其之间。所述其他软管段能够在其端部处与第一和/或第二软管段齐平或者相对于第一和/或第二软管段具有超出部分或缩回。根据本实用新型因此提出,形成多层纸袋的软管段中的至少一个软管段在至少一个端部处超出另一软管段,或者至少一个软管段在至少一个端部处
相对于另一软管段缩回。
9.在具有超出的软管段的端部处能够构成袋底,其中材料耗费以缩回的软管段的缩回部分减小,其中由于超出的软管段的超出部分仍然能够以常见的方式制造封闭底部的底折叠部。
10.通过适当地选择超出部分或缩回部,材料节约能够限于底部区域。因此,本实用新型能够实现如下多层袋,在所述多层袋中,在底部区域中通过软管段超出部分和相对应的缩回部分能够实现材料节约,而在底部之间的袋壁部的区域中维持具有全部材料层的稳定的壁构造。
11.在一个有利的设计方案中,第一软管段相对于第二软管段的超出部分通过第一软管段比第二软管段更长构成的方式实现。
12.优选地,在多层软管段的两个端部处构成有至少一个软管段相对于至少一个另外的软管段的超出部分。那么在多层软管段的两个端部处能够以节约材料的方式构成底部。尤其有利地,在两个端部处的超出部分同样宽地构成。
13.在一个优选的设计方案中,在两个伸缩式插入彼此中的软管段中,第一软管段在一个端部处相对于第二软管段具有超出部分,并且第二软管段在另一端部处相对于第一软管段具有超出部分。有利地,两个软管段具有相同长度。因此,两个伸缩式插入彼此中的软管段中的每个软管段在不同端部处超出各另一软管段,尤其有利地以相同宽的超出部分超出。该设计方案在生产方面是尤其有利的,因为借助同样长的软管段能够在两个端部处产生超出部分。多层软管段简单地通过如下方式延长,即两个同样长的、插入彼此中的软管段伸缩式从彼此中拉出。在该设计方案中,除了第一和第二软管段之外,也能够存在其他同样长或不同长的齐平或不齐平封闭的软管段。
14.有利地,一个或多个超出部分环绕地围绕袋构成,即所述一个或多个超出部分环绕整个软管环周延伸。此外有利地,一个或多个超出部分环绕地围绕袋、即沿着整个软管环周同样宽。环绕地围绕袋环周同样宽地构成的超出部分在生产方面可较容易地实现,尤其通过直线的、平滑的部段或在划分纸带时的分隔线和上下叠置的纸带部段的交错设置来实现。
15.在另一变型形式中,一个或多个超出部分环绕地围绕袋在具有或不具有沿软管方向的错位的情况下构成。在构成为不具有错位的情况下,超出部分的沿环周方向环绕的中线在一个平面中伸展,而在构成为具有错位的超出部分的情况下,这种中线不在平面中伸展。在不具有错位的设计方案中,超出部分能够以简单的方式用相应的材料带的直线的剖面或光滑剖面制造。在具有错位的设计方案中,需要非直线的剖面。具有错位的设计方案可能能够在底部折叠和密封时得出优点。
16.有利地,根据本实用新型的袋具有两个相对置的底部,所述底部在软管段的端部处优选以十字底折叠或平底折叠的方式形成。至少在一个底部处,有利地在两个底部处,软管段具有根据本实用新型的超出部分,并且一个或多个底部根据本实用新型是节约材料的。
17.根据另一优选的设计方案,至少一个底部附加地通过覆盖片增强,所述覆盖片优选地与最靠外的软管段粘接。借助这样安置的覆盖片,能够提高底部和袋的稳定性。如果最靠外的软管段在相关的底部的区域中相对于所述或更靠内的软管段缩回,那么最靠外的软
管段在所述底部的区域中有利地形成与覆盖片粘接的框架。
18.优选的十字底或平底具有基本上平行于底部纵轴线伸展的侧盖以及在底部纵轴线的端部处的角止挡。这种底部典型地通过将重叠的侧盖闭合来封闭,并且重叠的侧盖通常粘接。在这种底部中足够的是,侧盖的重叠区域仅由一个或多个超出的软管段形成,而一个或多个缩回的软管段仅框架状地从边缘开始延伸到底部区域中。
19.在另一优选的设计方案中,伸缩式插入彼此中的软管段中的第一软管段形成袋的最靠外的材料层,和/或伸缩式插入彼此中的软管段中的第二软管段形成袋的最靠内的材料层。在此之间能够插入其他材料层或软管段,并且第一和第二软管段能够在内侧和外侧具有或不具有覆层。
20.尤其优选地,除了第一和第二软管段之外不存在其他材料层,使得存在两层袋。如果所述设计方案用同样长的第一和第二软管段形成,那么产生尤其简单的节约材料的两层袋,其中超出部分通过将第一和第二软管段伸缩式地从彼此拉出产生。
21.根据本实用新型的袋的至少一个材料层由纸或纸类材料形成。作为纸类材料例如考虑覆层的或粘贴的纸,或者具有类似于纸的特性的含纤维的扁平材料。根据本实用新型的袋的其他材料层例如可以构成为塑料薄膜。
22.根据本实用新型的方法基于在制造袋时预先已知地使用挤管机。在此,将带形的面状材料的材料层、例如纸带和/或塑料带在挤管机中上下叠置,分成适合长度的部段并且成形为软管段。根据本实用新型,形成多层软管段,使得软管段中的至少一个软管段沿挤管机的输送方向和/或反向于挤管机的输送方向相对于至少一个另外的软管段具有超出部分。
23.有利地,超出部分能够通过如下方式制造,即超出的软管段与不超出的、缩回的软管段相比更长地构成或切割成较长的长度。这例如能够通过将形成超出的软管段的材料带在挤管机中与形成较短的软管段的材料带相比更快移动的方式来实现。
24.在方法的另一优选的设计方案中,袋由相同长度的至少两个插入彼此中的软管段制造,所述软管段在挤管机中交错设置,使得至少一个软管段相对于至少一个另外的软管段沿带形材料的输送方向向前或向后移动。此外有利地,两个软管段通过交错地切割所属的材料带处于上述交错设置方式。因此可实现借助同样快移动的材料带在多层软管段中在软管段的两个端部处构成超出部分,其中尤其有利地,超出部分在两个端部处同样大。
25.在根据本实用新型的方法的一个优选的设计方案中,在多层软管段的端部处在所谓的铺底机中构成底部,优选地以十字底或平底折叠的方式构成。
附图说明
26.本实用新型的实施例根据下面的附图详细阐述。在此示出:
27.图1a/b示出用于根据现有技术的袋制造的齐平的软管段或纸部段
28.图1c示出从现有技术中已知的袋底的封闭
29.图2示出用于根据本实用新型的两层袋的纸带部段
30.图2a示出用于根据本实用新型的两层袋的一个变型形式的纸带部段
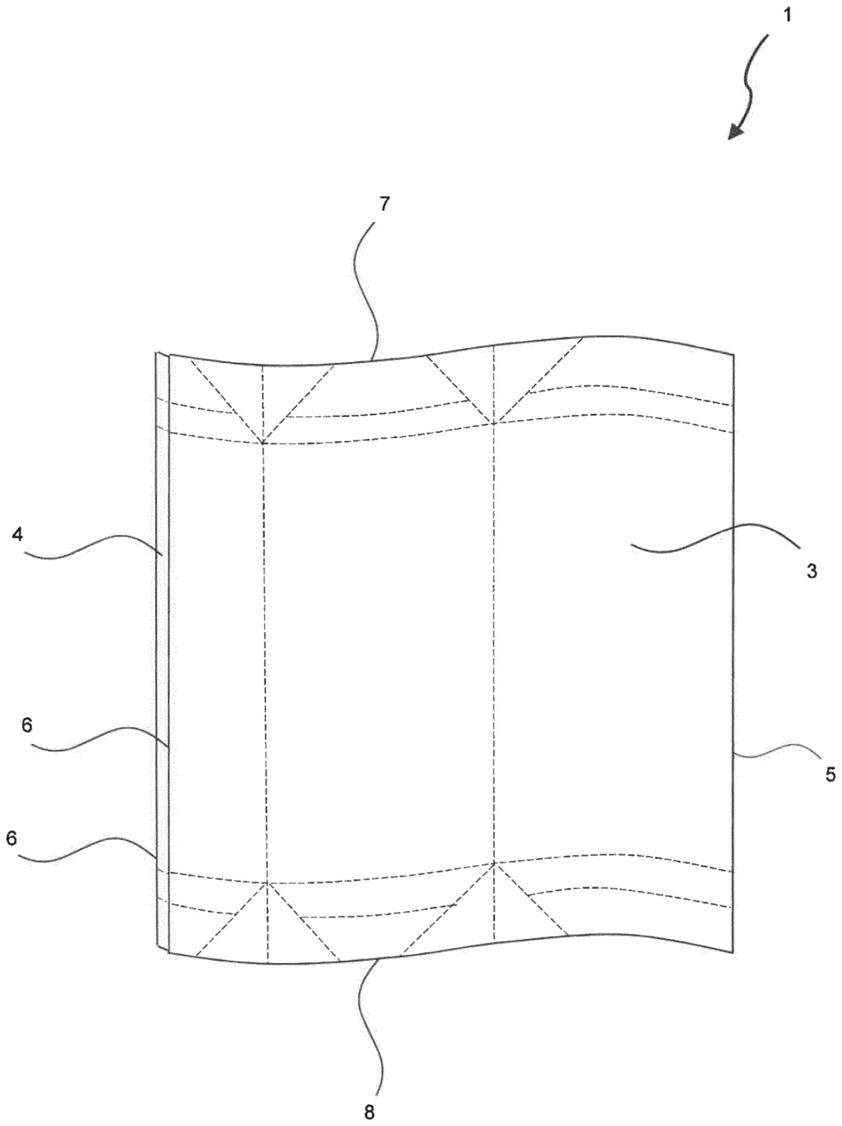
31.图3示出用于根据本实用新型的两层袋的软管段
32.图3a示出用于根据本实用新型的两层袋的一个变型形式的软管段
33.图4示出朝向根据本实用新型的袋的敞开的十字底的俯视图
34.图5示出根据本实用新型的袋的部分封闭的十字底的斜视图
35.图6示出根据本实用新型的袋的闭合的十字底
36.图7示出具有覆盖片的根据本实用新型的袋的闭合的底部
37.图8示出用于根据本实用新型的两层袋的纸带的裁剪的示意图
38.图9示出用于在具有错位的情况下具有超出部分的根据本实用新型的两层袋的纸带部段。
具体实施方式
39.图1a示出用于制造根据现有技术的两层纸袋的两层纸带部段1。上部的纸层3形成制成的袋的外层,位于其下方的纸层4形成袋壁部的内层。材料层3和4的右边缘和左边缘5和6分别为了形成软管而连接,所述软管在图1b中示出。在图1a中可见两个材料层3和4的左边缘6,同时可见仅材料层3的右边缘5。为了形成软管,根据图1b的两层纸部段形成具有外软管段3和内软管段4的两层软管段1,其中在端部7和8处两个纸层或软管段层3和4彼此齐平。在两个端部7和8的区域中构成袋的底折叠部,其中在图1a中以虚线表明十字底折叠。图1c示出,当由根据图 1a/b的纸带部段或软管段1形成根据现有技术的十字底袋时,封闭底部9。如可见的那样,在底折叠部的区域中通过将折叠部段的上下叠置引起材料厚度的提高。
40.图2示出用于制造根据本实用新型的两层袋的两层纸带部段15。上部的纸层22形成袋的外层并且下部的纸层32形成袋的内层。通过将相应的左边的和右边的侧边缘24、34和25、35连接,两层软管段15由第一软管段22和第二软管段32形成,如在图3中示意示出的那样。在此,第二软管段32在其前端部38处相对于第一软管段22的前端部28具有超出部分u2,并且第一软管段22在其后端部27处相对于第二软管段32的后端部37具有超出部分u1。这表明,第一软管段22在其前端部28处相对于第二软管段以超出部分u2缩回,并且第二软管段32在其后端部37处以超出部分u1相对于第一软管段22缩回。
41.超出部分u1和u2在两层软管段的两个端部处基本上同样大地构成,并且两个软管段22和32在端部27、37进而28、38之间具有基本上相同长度l1=l2。与此对应地,超出部分u1和u2通过如下方式实现,纸层或软管段22或32沿长度l1=l2的方向彼此错开地设置,所述方向对应于纸带在挤管机中的输送方向f。内部纸层32的错开的设置在管造型时引起,软管段22和32伸缩式地插入彼此中,其中伸缩式拉伸对应于超出部分u1=u2,并且两个伸缩式插入彼此中的软管段设置成,使得在两个端部27和28处构成超出部分u1=u2。根据图2和3的实施方式能够在生产方面尤其简单地实现,因为纸层22和32能够在挤管机中切割成相同的长度,即对于两个材料层需要同样长的带部段。两层软管段具有相对于各个层的长度l1=l2增大的长度。由此,能够以材料节约的方式尤其简单地制造具有较大的袋长度和较大的填充体积的两层袋。
42.图2a和3a示出用于根据本实用新型的两层袋的一个变型形式的两层纸带部段15或两层软管段15,其中下部的纸层32或内部的软管段32比上部的纸层22或外部的软管段22更长地构成。在该变型形式中,内部的软管段32相对于外部的软管段22在其后端部37处具有超出部分u1并且在其前端部38处具有超出部分u2。尤其有利地,超出部分u1和u2是同样
大的。材料节约在该变型形式中通过如下方式实现,外部的软管段的后端部27相对于内部的软管段32以超出部分u1缩回并且外部的软管段 22的前端部28相对于内部的软管段32以超出部分u2缩回。
43.如在图2、2a、3以及3a中示出的,超出部分u1和u2环绕地围绕袋构成,即超出部分在软管段端部27/37和28/38处环绕地沿着整个软管环周延伸。此外,两个超出部分u1和u2环绕地连续地具有相同的宽度,即环绕地,超出部分u1和u2在任意部位是同样大的。此外,超出部分 u1和u2环绕地不具有错位地构成。适当地,超出部分u1和u2的宽度在3cm和5cm之间。
44.图4示出根据本实用新型的袋的敞开的十字底50,所述十字底由在图2和3中示出的两层纸带部段15或软管段15形成。在此,十字底50 在软管段端部28/38处构成,在其上内部的软管段32以超出部分u2相对于外部的软管段22突出。对于十字底折叠表征性的是角止挡52和53以及侧盖55和56,其为了封闭底部围绕侧向折叠线58和59闭合。软管段 22在图4中设有点/角图案,并且内部的第二软管段32设有交叉的阴影线。由于第二软管段32的端部38相对于第一软管段22的端部28的超出部分 u2,在底部的区域中存在中部区域,在所述中部区域中,角止挡52和53 和侧盖55和56仅由软管段32形成并且不由软管段22遮盖。因此,由于超出部分u2在封闭侧盖55和56时在节约材料的情况下实现底部的闭锁,其中由第一或外部软管层22的在超出部分的区域中节约的材料得出节约。底部的粘接借助适合的粘接轮廓51建立。
45.图5示出根据本实用新型的袋的底部50的封闭,其中首先将前部的侧盖56和随后将后部的侧盖55闭合。封闭的底部借助粘合部51固定。
46.图6示出根据本实用新型的袋的封闭的且粘合的底部50。外部的软管段22形成框架,所述框架沿着底部50的边缘伸展并且在中间留出窗口,在所述窗口中可见侧盖55和56的超出区域的重叠。内部的软管段32的超出区域用于,使得底部完全关闭。
47.图7示出根据本实用新型形成的袋底50,所述袋底附加地通过覆盖片60加强。在此,覆盖片的粘接轮廓61构成为,使得覆盖片与外部的软管段22或由其在底部的区域中形成的框架粘合。为了使覆盖片容易撕开,在其中设有撕开条69。
48.图8图解说明用于根据本实用新型的袋的根据本实用新型的制造方法的阶段,即产生两层纸带部段15,其中各一个纸带部段或软管段22、 32相对于相应另外的纸带部段或软管段22、32在各一个端部处具有超出部分u。纸带从滚筒20和30展开并且在挤管机中上下重叠地放置。纸带 20用于根据本实用新型的袋的外层或外部的第一软管段22,并且纸带30 用于内层或内部的第二软管段32。在挤管机的第一站点95中,将纸带设有直线的横向穿孔27、28、37、38,所述横向穿孔随后形成第一和第二软管段22、32的上边缘和下边缘27、28、37、38。在挤管机的第二站点 96中,随后将纸带部段或由其成形的软管部段22和32分割。如可见的那样,形成两层纸带部段或软管段22、32,其中第一软管段22的上端部 27相对于第二软管段32的上端部37具有超出部分u,而第二软管段32 的下端部38相对于第一软管段22的下端部28具有超出部分u。在此,纸带部段或软管段22和32沿挤管机的输送方向f具有相同的长度l。仅穿孔线或切线彼此错开或交错地设置,其中纸带部段32相对于部段22沿输送方向向后移动。以所述方式可能的是,借助用于外层和内层的同样长的纸带部段或同样长的软管段22、32制造两层袋,其中在两层袋的软管段的两个端部处分别存在软管段的超出
部分u,使得袋的两个底部根据本实用新型能够以节约材料的方式形成。
49.底部的折叠、封闭和粘合在图8中未示出的铺底机中进行。
50.图9图解说明两层纸带部段,其中形成第一或外部的软管段22的上部的纸层或第一纸层22的上端部和下端部27、28不直线地切割。更确切地说,上端部27具有突出的接片91并且下端部28具有与所述接片互补的留空部92。在该设计方案中,超出部分u不是环绕地围绕软管环周同样宽的并且通过接片91和留空部92沿着环周具有错位。借助在图9中示出的设计方案,根据本实用新型在形成底部时实现材料节约,其中能够实现在底折叠部中借助接片91和留空部92确定的优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。