1.本实用新型属机械待测阀套零件公差与技术测量技术领域,涉及一种检测用测量工具,尤其是对外槽槽距尺寸要求较高阀套类待测阀套零件的尺寸量具。
背景技术:
2.阀类待测阀套零件在液压柱塞泵中是一个核心关键待测阀套零件,其阀上的油口接口多采用锥口密封方式,由于锥口尺寸公差较小,如果尺寸不合格,经常会造成渗漏油,锥口尺寸在生产线中常规的检测方法是使用带表卡尺寸目测比对测量,重复测量一致性差,测量系统分析msa屡次通不过,待测阀套零件复查时争议很大,检测测量系统分析难以通过;为了保证待测阀套零件的质量和产品的使用要求,阀套类待测阀套零件外槽与外槽之间的距离尺寸要求越来越严格,待测阀套零件的槽距尺寸会最终影响到产品的密封与过油量。因此,待测阀套零件槽距尺寸是否合格,会对产品的整体性能产生重要影响。现阶段的各种测量仪器,已经能够准确的测量出槽距尺寸是否合格,如:带钩深度尺、三坐标、成像仪、高度仪等,但这些测量方式均无法高效或准确的测量槽距尺寸的实际值。使用带钩深度尺测量槽距尺寸时,有时无法直接测得所要的尺寸,需经过尺寸链换算得到最终所要的尺寸,效率较低;并且由于带钩深度尺自身形状原因,当待测阀套零件槽宽小于带钩深度尺前端带钩的宽度时,带钩深度尺则无法进行正常的测量。由于阀套类待测阀套零件控制边对内孔轴线垂直度要求较严,两槽棱边间距为l
±
0.02,为满足工作性能要求,与其相配合的阀芯的相应控制边也有较高的精度要求。并且阀套环形槽轴向尺寸加工精度不易控制,在制造中,通常是先加工好阀套环形槽,普通游标卡尺等测量工具无法伸进其阀套类内孔进行检测,由于阀套类待测阀套零件环形槽轴向尺寸加工精度不易控制,通常是先加工好阀套环形槽,然后再根据其槽宽棱边间距l的实际尺寸来配制阀套类待测阀套零件阀芯的相应尺寸,但是在无长度测量仪器的情况下,如何准确测量阀套类待测阀套零件槽宽和棱边距就成了制造圆柱滑阀的的关键。
3.使用三坐标设备测量槽距尺寸时,虽然能准确的测量出槽距尺寸的实际值,但实际生产中,一个阀套类待测阀套零件的槽距尺寸较多且每批次待测阀套零件数量较多,若采用三坐标来进行槽距尺寸检测,会耗费大量时间,占用三坐标设备资源,延误了其他产品的检测时间,不利于生产现场安排。使用成像仪测量槽距尺寸时,测量前对待测阀套零件的摆放要求较高,若检测的槽内有微小的毛刺都会对测量结果影响较大,造成测量结果不准确,并且,对测量人员的技术要求较高,测量效率较低;同时,测量过程较为繁琐,当待测阀套零件数量较多时,会导致测量人员的工作强度大易疲劳,人为因素对待测阀套零件测量结果的影响较大,待测阀套零件的质量难以得到保证。使用高度仪测量槽距尺寸时,效率较低、过程较为繁琐,且高度仪设备有限离加工设备较远,不利于生产现场实际加工。
4.液压控制圆柱滑阀的阀套其控制边为四条棱边,即为双环槽结构,阀套工作边棱边质量对伺服阀工作性能有决定性影响。阀套内环槽全开口工作边常常利用硬车后研磨的工艺方法加工,存在加工质量不稳定而返工的问题。因上述原因,这时就需要有一套能够快
速、准确地测量槽距尺寸的测量方法以满足实际生产需求。
技术实现要素:
5.本实用新型目的是针对阀套类待测阀套零件外槽槽距尺寸测量效率低、测量结果不准等问题,提供了一种操作简单方便、测量效率高、测量精度高、易于维护,能快速、准确的测量出阀套类零件槽距的实际尺寸的检测量具。
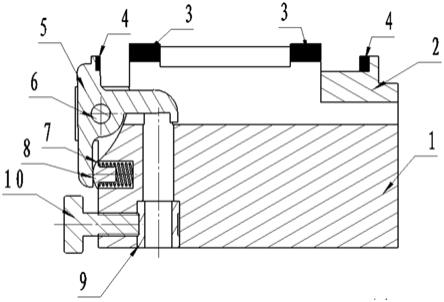
6.本实用新型解决技术问题采用的技术方案:一种阀套类零件槽距尺寸量具,包括:具有一个制有阀套支架的矩形体阀套量座1,通过螺钉11固定在阀套量座1右端下陷台阶平面上,带凸台的阀套2,其特征在于:在阀套2的左侧端设有通过转轴6连接在阀套量座叉耳上的摇臂5,该摇臂5设有互为垂直的支臂,摇臂5左侧垂直支臂贴靠在阀套量座1垂直壁面的复位堵塞8上;阀套标准样件13平放在阀套2上方平台的y形槽上,百分表量杆通过量杆衬套9,百分表测头接触右侧直钩支臂下方平面,通过旋转螺栓10锁定在阀套量座1上,实现百分表调零后,取下阀套标准样件13并更换为待测阀套零件进行测量,待测阀套零件实际尺寸与阀套标准样件13通过摇臂5围绕转轴6转动所构造出来的直角三角形反映在百分表的指针“0”刻度处的摆动值,根据已知阀套标准样件13的槽距长度尺寸,对百分表指针摆动值与阀套标准样件13槽距长度相加/减,即可得出待测阀套零件的槽距尺寸。
7.本实用新型相对于现阶段其他测量技术有如下优势:
8.操作简单方便、定位可靠。本实用新型采用具有一个制有阀套支架的矩形体阀套量座1,通过螺钉11固定在阀套量座1右端下陷台阶平面上,带凸台的阀套2,并在阀套量座的左侧端设通过转轴6连接在阀套量座叉耳上的摇臂5组成阀套类零件槽距尺寸量具,通过制有贯通阀套量座1座体的台阶孔和垂直阶梯孔的螺栓调节孔,阶梯孔内装配的对应右侧直钩支臂的量杆衬套9定位稳定、准确可靠。不仅结构简单,成本低、易于维护,而且避免了现有技术带钩深度尺测量繁琐、三坐标的资源不足、成像仪在测量中因人的精力问题造成测量不准等问题。
9.测量靠性、效率高:本实用新型采用设有互为垂直的支臂,在摇臂5右侧直钩支臂的下方的阀套量座1上构成的摇臂5,阀套标准样件13平放在阀套量座上的耐磨合金片上,介于阀套量座的耐磨合金片与垂直支臂延伸臂上的耐磨合金片形成的垂直面,百分表量杆通过量杆衬套9,量杆测头接触直钩支臂下方平面,通过旋转螺栓10锁定在阀套量座1上,测量待测阀套零件时,可快速根据指针偏摆来判断被测待测阀套零件是否合格,测量效率高。通过该套测量量具,不仅保证了被测阀套零件检测的准确性和高效性,而且解放了三坐标、成像仪和高度仪等的检测设备资源,使三坐标、成像仪和高度仪等设备能够更好的投入到其他高精待测阀套零件的测量中。
10.测量可调性大。本实用新型可根据待测阀套零件实际情况,调整耐磨合金片厚度,以保证各类待测阀套零件测量时不会干涉。
附图说明
11.图1是本实用新型阀套类零件槽距尺寸量具的构造剖视图。
12.图2是图1的俯视图。
13.图3是图1的右视图。
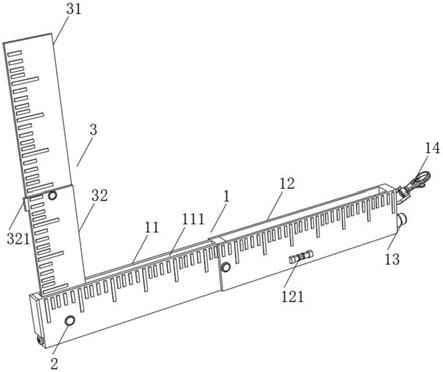
14.图4是阀套标准样件示意图。
15.图5是图1通过百分表对阀套标准样件进行调零的测试原理示意图
16.图6是通过百分表测量待测阀套零件的示意图。
17.图中:1阀套量座、2阀套、3耐磨合金片、4耐磨合金片、5摇臂、6转轴、7复位弹簧、8复位堵塞、9量杆衬套、10螺栓、11螺钉、12销轴、13阀套标准样件。
18.下面结合附图对本发明的技术方案做进一步说明。
具体实施方式
19.参阅图1
‑
5。在以下描述的优选实施例中,一种阀套类零件槽距尺寸量具,包括:具有一个制有阀套支架的矩形体阀套量座1,通过螺钉11固定在阀套量座1右端下陷台阶平面上,带凸台的阀套2,在阀套2的左侧端设有通过转轴6连接在阀套量座叉耳上的摇臂5,该摇臂5设有互为垂直的支臂,摇臂5左侧垂直支臂贴靠在阀套量座1垂直壁面的复位堵塞8上;阀套标准样件13平放在阀套2上方平台的y形槽上,百分表量杆通过量杆衬套9,百分表测头接触直钩支臂下方平面,通过旋转螺栓10锁定在阀套量座1上,实现百分表调零后,取下阀套标准样件13并更换为待测阀套零件进行测量,待测阀套零件实际尺寸与阀套标准样件13通过摇臂5围绕转轴6转动所构造出来的直角三角形反映在百分表的指针“0”刻度处的摆动值,根据已知阀套标准样件13的槽距长度尺寸,对百分表指针摆动值与阀套标准样件13槽距长度相加/减,即可得出待测阀套零件的槽距尺寸。
20.槽距长度相加/减,即可得出待测阀套零件的槽距尺寸。
21.螺栓调节孔内装配有通过复位弹簧7对摇臂5垂直支臂进行复位的复位堵塞8。
22.螺栓10通过螺栓调节孔和量杆衬套9固定百分表插入量杆。
23.阀套量座1矩形体上端平台y形槽斜面上设置有耐磨合金片3,左侧摇臂5垂直支臂顶端直角台阶槽上和阀套2上设置有耐磨合金片4。耐磨合金片主要起到耐磨作用,以增长量具的使用寿命。
24.在使用阀套标准样件对百分表进行对零工作后,即可开始待测阀套零件槽距尺寸的测量,测量时,将量杆衬套9放置在阀套量座1中,然后将百分表插入量杆衬套中,待百分表尖与摇臂5右侧直钩支臂接触百分表表盘指针摆动且百分表量程处于合理位置后旋转螺栓10,以保证锁住百分表不会脱落出阀套量座,接着将与被测槽径尺寸相近的阀套标准样件放置于量具中,然后对百分表量程进行微调,旋转拧紧螺栓10,以保证百分表在测量过程中不会再次移动,最后对百分表进行调零,旋转百分表表盘外圈,使百分表指针指向表盘外圈“0”刻度处,即为阀套标准样件的长度尺寸为测量零点。在进行上述操作时注意保护好安装后的测量量具,防止因碰撞、挤压等因素造成百分表指针转动,从而造成测量结果不准确。
25.参阅图6。将待测阀套零件放入量具中进行测量,待测阀套零件实际尺寸与阀套标准样件长度的差值会通过转轴6的所构造出来的直角三角形反映在百分表的指针与“0”刻度处的摆动值,已知阀套标准样件的长度尺寸,根据指针的摆动值与阀套标准样件长度相“加/减”即可得出被测待测阀套零件的实际槽距尺寸。
26.以上所述仅为本实用新型的优选实施方式,并不用以限制本实用新型,对于本领域的工程技术人员而言,可以有各种更改和变化,凡是利用本实用新型所作的任何修改,等
同替换、改进,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。