1.本实用新型属于齿轮加工物流托盘技术领域,具体涉及一种后桥螺伞被动齿轮加工新结构自动物流托盘。
背景技术:
2.目前,客车采用订单生产模式,造成了客车齿轮多品种、小批量的零部件生产模式,上/下料物流不仅能够满足承运功能,同时需具备产品追溯/机器人上料/下料的定位精度,在该生产模式下,零部件加工制造过程需要频繁换产,而每次换产就需要更换调试不同的工装夹具。目前,机器人上下料加工齿轮在后桥主减速器齿轮加工制造行业已得到应用,极大的提高了自动化水平和产品质量。但与其相配套的自动化物流托盘却迟迟跟不上发展的步伐。目前国内工厂均是人工将物料码放在单元间物流托盘上,到加工单元再人工码放到上下料定位工位上。没有一种兼顾物流加上下料定位的通用一体式托盘,物料重复搬运,容易造成磕碰,浪费人力。同时托盘需要频繁换产,工装种类多,占用仓库面积大,浪费大量人力、物力,造成了生产成本居高不下、效率低。
技术实现要素:
3.为了克服现有技术问题的不足,本实用新型提供了一种后桥螺伞被动齿轮加工新结构自动物流托盘,同时解决了产品定位精度和现场场地占存位置问题,节约大量成本及换产时间。
4.本实用新型采用如下技术方案:后桥螺伞被动齿轮加工新结构自动物流托盘,包括agv托盘本体, agv托盘本体上倾斜设置工件支撑板,工件支撑板上的低位边上设置两个精定位立柱,精定位立柱与工件支撑板垂直,精定位立柱的高度大于摆放工件的高度。
5.倾斜设置的工件支撑板底部设置定位底座ⅰ和定位底座ⅱ,定位底座ⅰ上表面连接支撑立柱,支撑立柱上表面倾斜角度与工件支撑板倾斜角度相同;定位底座ⅱ上表面有v型槽,工件支撑板端部与v型槽相配合,工件支撑板与支撑立柱、定位底座ⅱ均通过螺栓固定连接。
6.沿agv托盘本体长度方向设置至少两组工件支撑板,相邻两工件支撑板之间的高度相差一个支撑垫块。
7.沿agv托盘本体宽度方向设置至少两组工件支撑板。
8.工件支撑板的倾斜角度α为20
‑
50
°
。
9.agv托盘本体外侧设置二维码标牌和rfid标签。
10.agv托盘本体上底部对角设置与料台顶部销轴相配合的导向套。
11.本实用新型公开的后桥螺伞被动齿轮加工新结构自动物流托盘,一个托盘可以码放多个工件,可实现与agv叉车对接,实现单元间的物料流转。定位的一致性,方便自动化生产线机器人上下料。能兼容3t~13t所有系列主动齿轮,更换系列无需换产,降低劳动强度,节约仓库面积,节约人力、物力成本。极大程度的适应客车后桥螺伞被动齿轮加工多品种、
小批量、频繁换产的生产特点。可以应用在齿轮行业,也可应用其它场景,市场前景广阔,减少人员劳动强度,降低生产成本。
附图说明
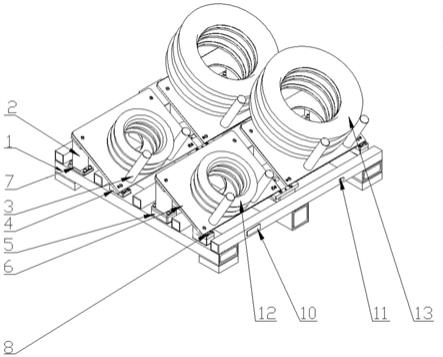
12.图1为摆放工件后的本实用新型的结构示意图。
13.图2为摆放工件后的本实用新型的侧视图。
14.图3为本实用新型另一角度的结构示意图。
15.图4为图3的a
‑
a剖视图。
16.图5是图3中b处局部放大图。
17.图6为本实用新型的agv托盘本体底部的结构示意图。
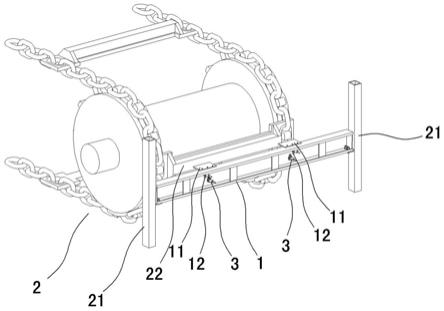
18.图7为与agv托盘本体配合使用的支撑架的结构示意图。
[0019]1‑
agv托盘本体,2
‑
支撑立柱,3
‑
精定位立柱,4
‑
定位底座ⅱ,5
‑
支撑垫块,6
‑
工件支撑板,7
‑
定位底座ⅰ,8
‑
螺钉,9
‑
定位套,10
‑
二维码标牌,11
‑
rfid标签,12
‑
小工件,13
‑
大工件,14
‑
传感器,15
‑
圆柱销,16
‑
菱形销,17
‑
限位导向板,18
‑
机器人夹爪,19
‑
导向套。
具体实施方式
[0020]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的其他所有实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
[0021]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0022]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0023]
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0024]
如图1
‑
图5所示,后桥螺伞被动齿轮加工新结构自动物流托盘,包括agv托盘本体1, agv托盘本体1上倾斜设置工件支撑板6,工件支撑板的倾斜角度α为20
‑
50
°
,最佳倾斜角度为30
°
,倾斜设置的工件支撑板6底部设置定位底座ⅰ7和定位底座ⅱ4,定位底座ⅰ7上表面连接支撑立柱2,支撑立柱2上表面倾斜角度与工件支撑板6的倾斜角度相同;定位底座ⅱ4上表面有v型槽,工件支撑板6的端部与v型槽相配合,工件支撑板6与支撑立柱2、定位底座
ⅱ
4均通过螺栓固定连接。
[0025]
工件支撑板6沿agv托盘本体长度方向设置至少两组,沿agv托盘本体宽度方向设置至少两组工件支撑板,每组工件支撑板6上的低位边上均设置两个精定位立柱3,精定位立柱3与工件支撑板6垂直,精定位立柱3的高度大于摆放工件的高度,保证运输过程中工件不会窜动。齿轮放在工件支撑板6上后,重力沿工件支撑板方向的分力大于摩擦力,机器人夹爪18放置工件时放置在工件支撑板上部,与精定位立柱3留有一定间隙,防止齿轮磕碰损坏,然后工件在重力作用下缓慢自动下滑,直至与工件外圆紧贴精定位立柱3,实现精定位立柱3对工件的支撑定位。
[0026]
精定位立柱3的高度根据摆放工件的层数可以进行调整,工件可以摆放一层、两层、三层,甚至更多层,实践得出三层状态为最佳,另外,精定位立柱3还可以设置成伸缩式,满足不同高度的工件摆放情况。
[0027]
工件支撑板6沿agv托盘本体长度方向设置至少两组,沿agv托盘本体宽度方向设置至少两组工件支撑板,如图所示,agv托盘本体上设置四组工件支撑板,水平方向的两组工件支撑板高度一致,竖直方向相邻两工件支撑板之间的高度相差一个支撑垫块5,保证机器人抓手18抓取前方工件与后方工件不会干涉。agv托盘本体上设置四组工件支撑板,可以两组工件支撑板上放置大工件13,两组工件支撑板上放置小工件12,可以同时满足不同尺寸的工件放置需求,将大工件13、小工件12分区放置,节约空间和成本。工件支撑板除了上述设置形式外,还可以根据生产需求进行调整,设置成六组或八组或更多组。
[0028]
agv托盘本体1由间隔设置的横向支撑和纵向支撑交叉焊接而成,整体焊接后机加,工件支撑板6与支撑立柱2、定位底座ⅰ7和定位底座ⅱ4相互之间通过螺栓8连接,便于安装、维护。
[0029]
agv托盘本体外侧设置二维码标牌10和rfid标签11,二维码标牌的内容和rfid标签的信息相同,操作工在来料仓库,可以扫描工件二维码和二维码标牌,进行绑定。agv搬运小车上安装有rfid读卡器,可以读取托盘rfid标签上的信息,实现工件、托盘库位管理。
[0030]
agv托盘本体1设置货叉孔,方便agv搬运小车叉取托盘,将托盘放置在料架上。
[0031]
如图5、图6所示,agv托盘本体上底部对角设置两个直径60mm导向套19,导向套与支撑架上φ58mm的圆柱销15、菱形销16销孔配合,保证agv托盘本体与自动化单元的料架重复定位误差为
±
1mm,料架上还安装有限位导向板17,辅助agv托盘本体的导向套与销轴配合,料架上安装有传感器14,感应到agv托盘本体1到位后能给自动化单元plc发信号,关联机器人前来抓取工件。
[0032]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0033]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征
进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。