1.本发明涉及自动控制技术领域,尤其涉及一种切割图谱生成方法和装置。
背景技术:
2.目前,物理加工件的板材切割试样均是通过人工手动切割的。人工从lims(laboratory information management system,实验室信息管理系统)系统中打印试验项目报表,根据试验项目报表中的信息进行手动切割,切割速度慢。
3.相关技术中提出可以采用激光切割机进行切割,然而,激光切割机需要依赖于切割图谱才能实现自动切割,目前并没有可以自动生成切割图谱的技术。
技术实现要素:
4.本技术实施例通过提供一种切割图谱生成方法和装置,解决了现有技术中无法自动生成切割图谱的技术问题,实现了自动生成切割图谱的技术效果。
5.第一方面,本技术提供了一种切割图谱生成方法,方法包括:
6.根据目标板材的板材尺寸参数,构建板材模型;
7.根据目标试样的试样尺寸参数,构建试样模型;
8.确定试样模型在板材模型上的切割区域和切割方向;
9.根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱。
10.进一步地,根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱,包括:
11.根据试样尺寸参数和切割参数中的补偿参数,确定试样模型在板材模型中的待绘制图样;
12.根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系;
13.根据目标相对位置关系,将待绘制图样绘制在板材模型的切割区域中,生成切割图谱。
14.进一步地,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系,包括:
15.判断板材模型的切割区域中是否包括已绘制图样;
16.当切割区域包括已绘制图样时,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第一相对位置关系,以及待绘制图样与已绘制图样之间的第二相对位置关系,目标相对位置关系包括第一相对位置关系和第二相对位置关系。
17.进一步地,当切割区域包括已绘制图样时,方法还包括:
18.判断切割区域中除已绘制图样占用区域以外的目标区域是否满足待绘制图样的绘制需求;
19.当目标区域不满足待绘制图样的绘制需求,则重新确定切割区域,并在重新确定的切割区域中绘制待绘制图样。
20.进一步地,当切割区域不包括已绘制图样时,方法还包括:
21.根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第三相对位置关系,目标相对位置关系包括第三相对位置关系。
22.进一步地,确定试样模型在板材模型上的切割区域,包括:
23.将板材模型的设定区域作为试样模型在板材模型上的切割区域,其中,设定区域为第一边部区域、第二边部区域、1/4区域、3/4区域和1/2区域中的任意一个区域。
24.进一步地,确定试样模型在板材模型上的切割方向,包括:
25.从横向和纵向中选择一个方向作为试样模型在板材模型上的切割方向。
26.第二方面,本技术提供了一种切割图谱生成装置,装置包括:
27.构建模块,用于根据目标板材的板材尺寸参数,构建板材模型;根据目标试样的试样尺寸参数,构建试样模型;
28.确定模块,用于确定试样模型在板材模型上的切割区域和切割方向;
29.绘制模块,用于根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱。
30.进一步地,绘制模块包括:
31.第一确定子模块,用于根据试样尺寸参数和切割参数中的补偿参数,确定试样模型在板材模型中的待绘制图样;
32.第二确定子模块,用于根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系;
33.绘制子模块,用于根据目标相对位置关系,将待绘制图样绘制在板材模型的切割区域中,生成切割图谱。
34.进一步地,第二确定子模块,用于
35.判断板材模型的切割区域中是否包括已绘制图样;
36.当切割区域包括已绘制图样时,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第一相对位置关系,以及待绘制图样与已绘制图样之间的第二相对位置关系,目标相对位置关系包括第一相对位置关系和第二相对位置关系。
37.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
38.本技术通过对目标板材和目标试样进行模型构建,得到板材模型和试样模型,根据试样模型在板材模型上的切割区域和切割方向,以及设定的切割参数,可以将试样模型绘制在板材模型的切割区域中,进而可以生成切割图谱,实现了自动绘制切割图谱。切割图谱标注了目标试样在目标板材上的相应坐标、方向和位置,通过切割图谱,可以大大提高激光切割机的效率以及准确性,不需要人工进行手工切割,减少了相应的成本。
附图说明
39.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的
附图。
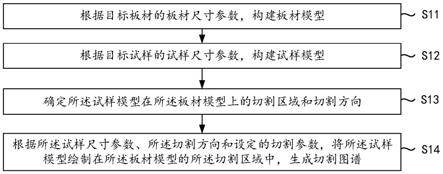
40.图1为本技术提供的一种切割图谱生成方法的流程图;
41.图2为目标板材的区域划分示意图;
42.图3为本技术提供的待绘制图样与试样模型的结构示意图;
43.图4为本技术提供的边部横切的示意图;
44.图5为本技术提供的边部纵切的示意图;
45.图6为本技术提供的1/4区域横切的示意图;
46.图7为本技术提供的1/4区域纵切的示意图;
47.图8为本技术提供的1/2区域横切的示意图;
48.图9为本技术提供的1/2区域纵切的示意图;
49.图10为本技术提供的一种切割图谱生成方法的结构示意图。
具体实施方式
50.本技术实施例通过提供一种切割图谱生成方法,解决了现有技术中无法自动生成切割图谱技术问题。
51.本技术实施例的技术方案为解决上述技术问题,总体思路如下:
52.一种切割图谱生成方法,方法包括:根据目标板材的板材尺寸参数,构建板材模型;根据目标试样的试样尺寸参数,构建试样模型;确定试样模型在板材模型上的切割区域和切割方向;根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱。
53.本实施例通过对目标板材和目标试样进行模型构建,得到板材模型和试样模型,根据试样模型在板材模型上的切割区域和切割方向,以及设定的切割参数,可以将试样模型绘制在板材模型的切割区域中,进而可以生成切割图谱,实现了自动绘制切割图谱。切割图谱标注了目标试样在目标板材上的相应坐标、方向和位置,通过切割图谱,可以大大提高激光切割机的效率以及准确性,不需要人工进行手工切割,减少了相应的成本。
54.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
55.首先说明,本文中出现的术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
56.本实施例提供了如图1所示的一种切割图谱生成方法,方法包括:
57.步骤s11,根据目标板材的板材尺寸参数,构建板材模型。
58.步骤s12,根据目标试样的试样尺寸参数,构建试样模型。
59.步骤s13,确定试样模型在板材模型上的切割区域和切割方向。
60.步骤s14,根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱。
61.目标板材是指需要进行实际切割的板材,目标试样是需要从目标板材上实际进行切割获得的样本加工件。获得目标板材的板材尺寸参数,可以对目标板材进行模型建设,得到板材模型。同理,获得目标试样的试样尺寸参数,可以对目标试样进行模型建设,得到试
样模型。
62.由于在同一目标板材上进行切割的目标试样的数量和种类都不唯一,所以目标试样的种类可以有多种,那么构建的试样模型的种类也可以有多种。
63.针对每个试样模型而言,确定试样模型在板材模型上的切割区域和切割方向。通常情况下,根据工艺条件,板材模型被划分为如图2所示的多个区域,包括第一边部区域(即边部0)、第二边部区域(即边部1)、1/4区域、3/4区域和1/2区域,本实施例将上述区域中的任意一个区域作为板材模型的设定区域。
64.确定试样模型在板材模型上的切割方向,包括:从横向和纵向中选择一个方向作为试样模型在板材模型上的切割方向。通常情况下,横向和纵向是根据板材模型和试样模型的长宽决定的,而板材模型的长宽在工艺上可以根据具体情况确定,如图2所示,由左至右可以为宽,也可以为长,由上至下可以为长,也可以为宽。试样模型的长宽则是根据试样的不同种类确定的,以一个长方形试样的试样模型为例,长方形试样较长的一侧可以为长,也可以为宽,相对应的,长方形试样较短的一侧可以为长,也可以为宽。为了避免混乱,本实施例以长方形试样为例进行说明,并规定长方形试样中较长的一侧为长,较短的一侧为宽。
65.步骤s14的实施过程如下:
66.根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱,包括(步骤s21
‑
步骤s23):
67.步骤s21,根据试样尺寸参数和切割参数中的补偿参数,确定试样模型在板材模型中的待绘制图样;
68.步骤s22,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系;
69.步骤s23,根据目标相对位置关系,将待绘制图样绘制在板材模型的切割区域中,生成切割图谱。
70.补偿参数是指在对目标试样进行切割时,在目标试样的标准尺寸周边预留的余量参数。如图3所示,内侧的方框表示板材尺寸参数,而外侧的方框则是在板材尺寸参数的基础上,增加了补偿参数之后获得的。在实际切割时,是按照外侧方框进行切割的。对于图3而言,外侧的方框即为待绘制图样。
71.在实际操作时,用于拉伸的目标试样的平行段、用于弯曲的目标试样的宽度、金相目标试样、截面硬度目标试样等均需要涉及补偿参数。不过,扩孔目标试样、冲击目标试样、表面硬度目标试样等不需要涉及补偿参数,当目标试样不需要补偿参数时,则直接将目标试样的板材模型作为待绘制图样。
72.间隙参数是指待绘制图样与板材模型的边部之间的预留量,也是指待绘制图样与板材模型上的已绘制图样之间的预留量。
73.根据间隙参数和切割方向,便能确定待绘制图样在板材模型的切割区域中的位置,即确定了待绘制图样与切割区域之间的目标相对位置关系,进而可以对待绘制图样进行绘制。
74.在根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系时,具体包括(步骤s31
‑
步骤s32):
75.步骤s31,判断板材模型的切割区域中是否包括已绘制图样;
76.步骤s32,当切割区域包括已绘制图样时,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第一相对位置关系,以及待绘制图样与已绘制图样之间的第二相对位置关系,目标相对位置关系包括第一相对位置关系和第二相对位置关系。
77.当切割区域中包括已绘制图样,则需要在切割区域中已绘制图样占用区域以外的目标区域内进行待绘制图样的绘制。因此,在确定待绘制图样与板材模型的边部之间的第一相对位置关系以外,还需要确定待绘制图样与已绘制图样之间的第二相对位置关系,根据第一相对位置关系和第二相对位置关系,再目标区域中进行待绘制图样的绘制。
78.当切割区域包括已绘制图样时,有可能切割区域中除已绘制图样以外的区域已经无法绘制待绘制图样,那么就无法实施步骤s32。因此在实施步骤s32之前,还可以包括以下步骤(步骤s41
‑
步骤s42):
79.步骤s41,当切割区域包括已绘制图样时,判断切割区域中除已绘制图样已占用区域以外的目标区域是否满足待绘制图样的绘制需求;
80.步骤s42,当目标区域不满足待绘制图样的绘制需求,则重新确定切割区域,并在重新确定的切割区域中绘制待绘制图样。
81.当切割区域不包括已绘制图样时,方法还包括(步骤s51):
82.步骤s51,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第三相对位置关系,目标相对位置关系包括第三相对位置关系。
83.当切割区域不包括已绘制图样时,就只需要确定待绘制图样与边部之间的第三相对位置关系,进而在切割区域中实现待绘制图样的绘制。
84.综上所述,本实施例通过对目标板材和目标试样进行模型构建,得到板材模型和试样模型,根据试样模型在板材模型上的切割区域和切割方向,以及切割参数,可以将试样模型绘制在板材模型的切割区域中,进而可以生成切割图谱,实现了自动绘制切割图谱。切割图谱标注了目标试样在目标板材上的相应坐标、方向和位置,通过切割图谱,可以大大提高激光切割机的效率以及准确性,不需要人工进行手工切割,减少了相应的成本。
85.为了进一步说明本实施例,现结合具体的切割实例进行说明。
86.将板材模型划分为如图2所示的四个区域,结合横向和纵向两个切割方向,可以得到6个绘制方案,包括边部横切、边部纵切(边部包括边部0和边部1)、1/4横切、1/4纵切(1/4区域包括3/4区域)、1/2横切、1/2纵切。
87.现逐一对每个绘制方案进行说明:
88.【边部横切】(边部包括边部0和边部1)
89.确定边部0区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘制到边部0区域中。如果有已绘制图样,如图4所示,图4中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则更换至边部1进行绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求,需要更换至边部1区域进行判断和绘制。
90.【边部纵切】
91.确定边部0区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘
制到边部0区域中。如果有已绘制图样,如图5所示,图5中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则更换至边部1进行绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求,需要更换至边部1区域进行判断和绘制。
92.【1/4横切】
93.确定1/4区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘制到1/4区域中。如果有已绘制图样,如图6所示,图6中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则更换至3/4区域进行绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求,需要更换至3/4区域进行判断和绘制。
94.【1/4纵切】
95.确定1/4区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘制到1/4区域中。如果有已绘制图样,如图7所示,图7中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则更换至3/4区域进行绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求,需要更换至3/4区域进行判断和绘制。
96.【1/2横切】
97.确定1/2区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘制到1/2区域中。如果有已绘制图样,如图8所示,图8中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则判断剩余的其他区域是否能够绘制,若其他区域均无法绘制,则完成切割图谱,停止绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求。
98.【1/2纵切】
99.确定1/2区域是否有已绘制图样,如果没有已绘制图样,则直接将待绘制图样绘制到1/2区域中。如果有已绘制图样,如图9所示,图9中的椭圆区域为当前区域中用于绘制待绘制图样的目标区域,判断目标区域是否能够满足待绘制图样的绘制要求,若满足,则在目标区域绘制,若不满足,则判断剩余的其他区域是否能够绘制,若其他区域均无法绘制,则完成切割图谱,停止绘制。在判断目标区域是否能够满足待绘制图样的绘制要求时,可以判断目标区域的长是否超过待绘制图样的宽,若超过,则满足绘制要求,若不超过,则不满足绘制要求。
100.基于同一发明构思,本技术另一实施例提供如图10所示的一种切割图谱生成装置,其特征在于,装置包括:
101.构建模块101,用于根据目标板材的板材尺寸参数,构建板材模型;根据目标试样的试样尺寸参数,构建试样模型;
102.确定模块102,用于确定试样模型在板材模型上的切割区域和切割方向;
103.绘制模块103,用于根据试样尺寸参数、切割方向和设定的切割参数,将试样模型绘制在板材模型的切割区域中,生成切割图谱。
104.进一步地,绘制模块103包括:
105.第一确定子模块,用于根据试样尺寸参数和切割参数中的补偿参数,确定试样模型在板材模型中的待绘制图样;
106.第二确定子模块,用于根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的切割区域之间的目标相对位置关系;
107.绘制子模块,用于根据目标相对位置关系,将待绘制图样绘制在板材模型的切割区域中,生成切割图谱。
108.进一步地,第二确定子模块,用于
109.判断板材模型的切割区域中是否包括已绘制图样;
110.当切割区域包括已绘制图样时,根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第一相对位置关系,以及待绘制图样与已绘制图样之间的第二相对位置关系,目标相对位置关系包括第一相对位置关系和第二相对位置关系。
111.进一步地,当切割区域包括已绘制图样时,装置还包括:
112.判断模块,用于判断切割区域中除已绘制图样占用区域以外的目标区域是否满足待绘制图样的绘制需求;
113.更换模块,用于当目标区域不满足待绘制图样的绘制需求,则重新确定切割区域,并在重新确定的切割区域中绘制待绘制图样。
114.进一步地,当切割区域不包括已绘制图样时,装置还包括:
115.第三确定子模块,用于根据切割方向和切割参数中的间隙参数,确定待绘制图样与板材模型的边部之间的第三相对位置关系,目标相对位置关系包括第三相对位置关系。
116.进一步地,确定模块102用于:
117.将板材模型的设定区域作为试样模型在板材模型上的切割区域,其中,设定区域为第一边部区域、第二边部区域、1/4区域、3/4区域和1/2区域中的任意一个区域。
118.进一步地,确定模块102用于:
119.从横向和纵向中选择一个方向作为试样模型在板材模型上的切割方向。
120.由于本实施例所介绍的电子设备为实施本技术实施例中信息处理的方法所采用的电子设备,故而基于本技术实施例中所介绍的信息处理的方法,本领域所属技术人员能够了解本实施例的电子设备的具体实施方式以及其各种变化形式,所以在此对于该电子设备如何实现本技术实施例中的方法不再详细介绍。只要本领域所属技术人员实施本技术实施例中信息处理的方法所采用的电子设备,都属于本技术所欲保护的范围。
121.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
122.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程
图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
123.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
124.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
125.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
126.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。