一种应用于雪花制冰机的新型冰刀结构及其制作方法
1.技术领域
2.本发明涉及雪花制冰机技术领域,尤其涉及一种应用于雪花制冰机的新型冰刀结构及其制作方法。
背景技术:
3.作为一种重要类型的制冰机装置,雪花制冰机被广泛地应用于日常生活中。其中,目前市场上雪花(碎冰或矿型冰等称呼边长不大于20mm的不规则冰粒的)制冰机,没有单蒸发器产量达到1000kg的,要生产大产量雪花制冰机必须解决与大型蒸发器相配套的冰刀问题。
4.需进一步指出的是,对于现有的雪花制冰机的冰刀而言,其一般按照传统机加工方式制作而成,且此种冰刀材质一般采用304不锈钢,硬度高,不易加工;在对传统冰刀进行机加工的过程中,为满足与大型蒸发器相配套的要求,不锈钢件的直径需在150mm以上、长度需在600mm以上,实心件重量太大,机加工的难度也较大;还有就是,因成品重量大,无法便利的使用。
技术实现要素:
5.本发明的目的在于针对现有技术的不足而提供一种应用于雪花制冰机的新型冰刀结构,该应用于雪花制冰机的新型冰刀结构设计新颖、重量轻且加工方便。
6.本发明的另一目的在于提供一种应用于雪花制冰机的新型冰刀结构的制作方法,该应用于雪花制冰机的新型冰刀结构的制作方法能够有效地生产制备上述应用于雪花制冰机的新型冰刀结构,且生产制备而成的新型冰刀结构重量轻且加工方便。
7.为达到上述目的,本发明通过以下技术方案来实现。
8.一种应用于雪花制冰机的新型冰刀结构,包括有呈圆形桶状的金属空心件,金属空心件的芯部成型有沿着金属空心件轴线方向完全贯穿的芯部空腔,金属空心件的外圆周面装设有呈螺旋延伸的螺旋绞牙,螺旋绞牙与金属空心件的外圆周面焊接;金属空心件的前端部装设有前端连接件,前端连接件包括有前端连接法兰、前端连接轴,前端连接轴朝前凸出于前端连接法兰的前端面,前端连接法兰、前端连接轴以及金属空心件同轴布置,前端连接法兰插入至金属空心件的芯部空腔前端部且前端连接法兰与金属空心件焊接,前端连接轴延伸至金属空心件的前端部;金属空心件的后端部装设有后端连接件,后端连接件包括有后端连接法兰、后端连接轴,后端连接轴朝后凸出于后端连接法兰的后端面,后端连接法兰、后端连接轴以及金属空心件同轴布置,后端连接法兰插入至金属空心件的芯部空腔后端部且后端连接法兰与金属空心件焊接,后端连接轴延伸至金属空心件的后端部。
9.其中,所述金属空心件为不锈钢件。
10.其中,所述金属空心件的外圆周面焊接有单条螺旋绞牙,该单条螺旋绞牙为单螺旋结构;或者,金属空心件的外圆周面焊接有多条螺旋绞牙,该多条螺旋绞牙为多螺旋结构。
11.其中,所述螺旋绞牙为一体且连续螺旋延伸的螺旋结构,或者螺旋绞牙为若干360
°
一圈的绞牙单体依次连接而成的螺旋结构。
12.其中,所述前端连接法兰、所述前端连接轴为一体结构,所述后端连接法兰、所述后端连接轴为一体结构。
13.其中,所述前端连接轴的前端部、所述后端连接轴的后端部分别设置有外螺纹。
14.一种应用于雪花制冰机的新型冰刀结构的制作方法,包括有以下工艺步骤,具体的:a、选择金属成品无缝桶,并对金属成品无缝桶的外圆周面进行车削修正,以获得金属空心件;b、利用铸造方式或者利用激光切割方式加工螺旋绞牙;其中,螺旋绞牙为一体且连续螺旋延伸的螺旋结构,或者螺旋绞牙为若干360
°
一圈的绞牙单体依次连接而成的螺旋结构;c、将螺旋绞牙焊接在金属空心件的外圆周面;d、利用车削方式修正螺旋绞牙;e、利用抛光机对由金属空心件、螺旋绞牙所组成的组合件进行表面抛光处理;f、焊接前端连接件、后端连接件,以获得冰刀;其中,前端连接件包括有前端连接法兰、前端连接轴,前端连接轴朝前凸出于前端连接法兰的前端面,前端连接法兰、前端连接轴以及金属空心件同轴布置,前端连接法兰插入至金属空心件的芯部空腔前端部且前端连接法兰与金属空心件焊接,前端连接轴延伸至金属空心件的前端部;后端连接件包括有后端连接法兰、后端连接轴,后端连接轴朝后凸出于后端连接法兰的后端面,后端连接法兰、后端连接轴以及金属空心件同轴布置,后端连接法兰插入至金属空心件的芯部空腔后端部且后端连接法兰与金属空心件焊接,后端连接轴延伸至金属空心件的后端部;g、矫正冰刀外形尺寸,并在低温下进行老化处理。
15.其中,所述金属空心件为不锈钢件。
16.其中,所述金属空心件的外圆周面焊接有单条螺旋绞牙,该单条螺旋绞牙为单螺旋结构;或者,金属空心件的外圆周面焊接有多条螺旋绞牙,该多条螺旋绞牙为多螺旋结构。
17.其中,所述前端连接法兰、所述前端连接轴为一体结构,所述后端连接法兰、所述后端连接轴为一体结构。
18.本发明的有益效果为:本发明所述的一种应用于雪花制冰机的新型冰刀结构,其包括有呈圆形桶状的金属空心件,金属空心件的芯部成型有沿着金属空心件轴线方向完全贯穿的芯部空腔,金属空心件的外圆周面装设有呈螺旋延伸的螺旋绞牙,螺旋绞牙与金属空心件的外圆周面焊接;金属空心件的前端部装设有前端连接件,前端连接件包括有前端连接法兰、前端连接轴,前端连接轴朝前凸出于前端连接法兰的前端面,前端连接法兰、前端连接轴以及金属空心件同轴布置,前端连接法兰插入至金属空心件的芯部空腔前端部且前端连接法兰与金属空心件焊接,前端连接轴延伸至金属空心件的前端部;金属空心件的
后端部装设有后端连接件,后端连接件包括有后端连接法兰、后端连接轴,后端连接轴朝后凸出于后端连接法兰的后端面,后端连接法兰、后端连接轴以及金属空心件同轴布置,后端连接法兰插入至金属空心件的芯部空腔后端部且后端连接法兰与金属空心件焊接,后端连接轴延伸至金属空心件的后端部。通过上述结构设计,本发明的应用于雪花制冰机的新型冰刀结构具有设计新颖、重量轻且加工方便的优点。
19.本发明的另一有益效果为:本发明所述的一种应用于雪花制冰机的新型冰刀结构的制作方法,其包括有以下工艺步骤,具体的:a、选择金属成品无缝桶,并对金属成品无缝桶的外圆周面进行车削修正,以获得金属空心件;b、利用铸造方式或者利用激光切割方式加工螺旋绞牙;其中,螺旋绞牙为一体且连续螺旋延伸的螺旋结构,或者螺旋绞牙为若干360
°
一圈的绞牙单体依次连接而成的螺旋结构;c、将螺旋绞牙焊接在金属空心件的外圆周面;d、利用车削方式修正螺旋绞牙;e、利用抛光机对由金属空心件、螺旋绞牙所组成的组合件进行表面抛光处理;f、焊接前端连接件、后端连接件,以获得冰刀;其中,前端连接件包括有前端连接法兰、前端连接轴,前端连接轴朝前凸出于前端连接法兰的前端面,前端连接法兰、前端连接轴以及金属空心件同轴布置,前端连接法兰插入至金属空心件的芯部空腔前端部且前端连接法兰与金属空心件焊接,前端连接轴延伸至金属空心件的前端部;后端连接件包括有后端连接法兰、后端连接轴,后端连接轴朝后凸出于后端连接法兰的后端面,后端连接法兰、后端连接轴以及金属空心件同轴布置,后端连接法兰插入至金属空心件的芯部空腔后端部且后端连接法兰与金属空心件焊接,后端连接轴延伸至金属空心件的后端部;g、矫正冰刀外形尺寸,并在低温下进行老化处理。通过上述步骤设计,本发明的应用于雪花制冰机的新型冰刀结构的制作方法能够有效地生产制备上述应用于雪花制冰机的新型冰刀结构,且生产制备而成的新型冰刀结构重量轻且加工方便。
附图说明
20.下面利用附图来对本发明进行进一步的说明,但是附图中的实施例不构成对本发明的任何限制。
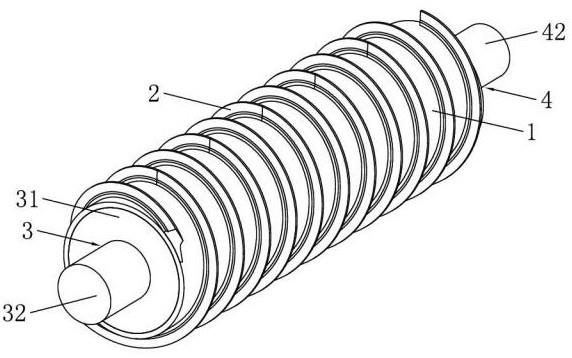
21.图1为本发明的结构示意图。
22.图2为本发明的分解示意图。
23.图3为本发明的剖面示意图。
24.在图1至图3中包括有:1——金属空心件
ꢀꢀꢀꢀꢀꢀ
11——芯部空腔2——螺旋绞牙
ꢀꢀꢀꢀꢀꢀꢀꢀ
3——前端连接件31——前端连接法兰
ꢀꢀꢀ
32——前端连接轴4——后端连接件
ꢀꢀꢀꢀꢀꢀ
41——后端连接法兰42——后端连接轴。
具体实施方式
25.下面结合具体的实施方式来对本发明进行说明。
26.如图1至图3所示,一种应用于雪花制冰机的新型冰刀结构,包括有呈圆形桶状的金属空心件1,金属空心件1的芯部成型有沿着金属空心件1轴线方向完全贯穿的芯部空腔
11,金属空心件1的外圆周面装设有呈螺旋延伸的螺旋绞牙2,螺旋绞牙2与金属空心件1的外圆周面焊接。优选的,金属空心件1为不锈钢件。
27.进一步的,金属空心件1的前端部装设有前端连接件3,前端连接件3包括有前端连接法兰31、前端连接轴32,前端连接轴32朝前凸出于前端连接法兰31的前端面,前端连接法兰31、前端连接轴32以及金属空心件1同轴布置,前端连接法兰31插入至金属空心件1的芯部空腔11前端部且前端连接法兰31与金属空心件1焊接,前端连接轴32延伸至金属空心件1的前端部。优选的,前端连接法兰31、前端连接轴32可以为一体结构。
28.同样的,金属空心件1的后端部装设有后端连接件4,后端连接件4包括有后端连接法兰41、后端连接轴42,后端连接轴42朝后凸出于后端连接法兰41的后端面,后端连接法兰41、后端连接轴42以及金属空心件1同轴布置,后端连接法兰41插入至金属空心件1的芯部空腔11后端部且后端连接法兰41与金属空心件1焊接,后端连接轴42延伸至金属空心件1的后端部。优选的,后端连接法兰41、后端连接轴42为一体结构。
29.需解释的是,金属空心件1的外圆周面焊接有单条螺旋绞牙2,该单条螺旋绞牙2为单螺旋结构。或者,金属空心件1的外圆周面焊接有多条螺旋绞牙2,该多条螺旋绞牙2为多螺旋结构;例如,金属空心件1的外圆周面焊接有两条螺旋绞牙2,且两条螺旋绞牙2为双螺旋结构;或者,金属空心件1的外圆周面焊接有三条螺旋绞牙2,且三条螺旋绞牙2为三螺旋结构。
30.另外,对于本发明的螺旋绞牙2而言,其可以为一体且连续螺旋延伸的螺旋结构;或者螺旋绞牙2可以为若干360
°
一圈的绞牙单体依次连接而成的螺旋结构。
31.还有就是,为方便该刀片安装,本发明采用下述结构设计,具体的:前端连接轴32的前端部、后端连接轴42的后端部分别设置有外螺纹。
32.对于本发明的新型冰刀结构而言,其可以采用以下制作方法生产制备而成,具体的,一种应用于雪花制冰机的新型冰刀结构的制作方法,其包括有以下工艺步骤,具体的:a、选择金属成品无缝桶,并对金属成品无缝桶的外圆周面进行车削修正,以获得金属空心件1;b、利用铸造方式或者利用激光切割方式加工螺旋绞牙2;其中,螺旋绞牙2为一体且连续螺旋延伸的螺旋结构,或者螺旋绞牙2为若干360
°
一圈的绞牙单体依次连接而成的螺旋结构;c、将螺旋绞牙2焊接在金属空心件1的外圆周面;d、利用车削方式修正螺旋绞牙2;e、利用抛光机对由金属空心件1、螺旋绞牙2所组成的组合件进行表面抛光处理;f、焊接前端连接件3、后端连接件4,以获得冰刀;其中,前端连接件3包括有前端连接法兰31、前端连接轴32,前端连接轴32朝前凸出于前端连接法兰31的前端面,前端连接法兰31、前端连接轴32以及金属空心件1同轴布置,前端连接法兰31插入至金属空心件1的芯部空腔11前端部且前端连接法兰31与金属空心件1焊接,前端连接轴32延伸至金属空心件1的前端部;后端连接件4包括有后端连接法兰41、后端连接轴42,后端连接轴42朝后凸出于后端连接法兰41的后端面,后端连接法兰41、后端连接轴42以及金属空心件1同轴布置,后端连接法兰41插入至金属空心件1的芯部空腔11后端部且后端连接法兰41与金属空心件1焊接,后端连接轴42延伸至金属空心件1的后端部;
g、矫正冰刀外形尺寸,并在低温下进行老化处理。
33.需指出的是,本发明的金属空心件1为圆形空心结构,该结构设计的金属空心件1能够有效地减轻整个冰刀的重量,即该新型冰刀结构具有重量轻的优点。
34.需强调的是,本发明的螺旋绞牙2采用机加工或者铸造的方式预成型,且螺旋绞牙2通过焊接方式安装于金属空心件1的外圆周面;上述螺旋绞牙2与金属空心件1的组装方式具有方便省工的优点。
35.综合上述情况可知,本发明的应用于雪花制冰机的新型冰刀结构具有设计新颖、重量轻且加工方便的优点,本发明的应用于雪花制冰机的新型冰刀结构的制作方法能够有效地生产制备上述应用于雪花制冰机的新型冰刀结构。
36.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。